(54) ЛИНИЯ СБОРКИ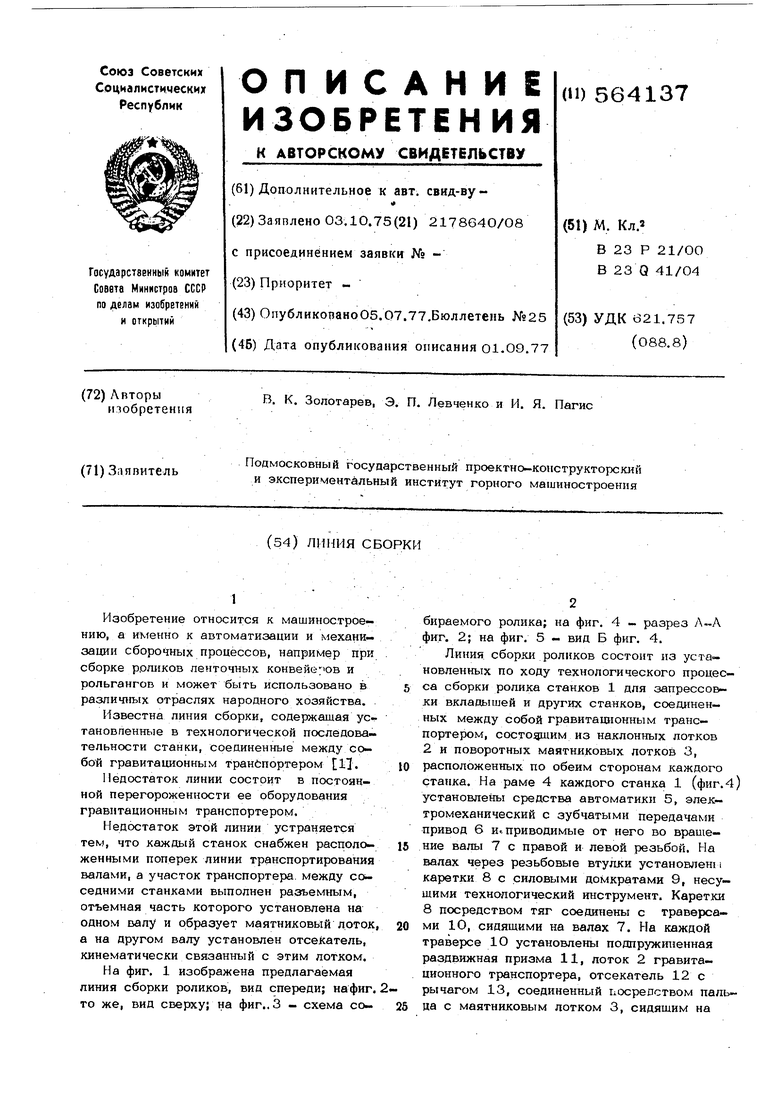
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| Устройство для сборки магнитопровода со статором-ротором | 1989 |
|
SU1640791A1 |
| Устройство для сборки | 1991 |
|
SU1757836A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Устройство для поштучной подачи заготовок в рабочую зону пресса с одновременным их смачиванием | 1987 |
|
SU1493365A1 |
| Линия для производства оребренных биметаллических труб | 1977 |
|
SU738722A1 |
| Станок для сборки гусеничной цепи | 1973 |
|
SU477813A1 |

1
Изобретение относится к машиностроению, а именно к автоматизации и механизации сборочных процессов, например при сборке роликов ленточных конвейеуюв и рольгангов и может быть использовано в
различных отраслях народного хозяйства.
Известна линия сборки, содержащая уст тановпенные в технологической последовательности станки, соединенные между собой гравитационным т ранйпортером 11.
Иедостаток линии состоит в постоянной перегороженности ее оборудования гравитационным транспортером.
Недостаток этой линии устраняется тем, что каждый станок снабжен расположенными поперек линии транспортирования валами, а участок транспортера, между со седними станками выполнен разъемным, отъемная часть которого установлена на одном валу и образует маятниковый лоток а на другом валу установлен отсекатель, кинематически связанный с этим лотком.
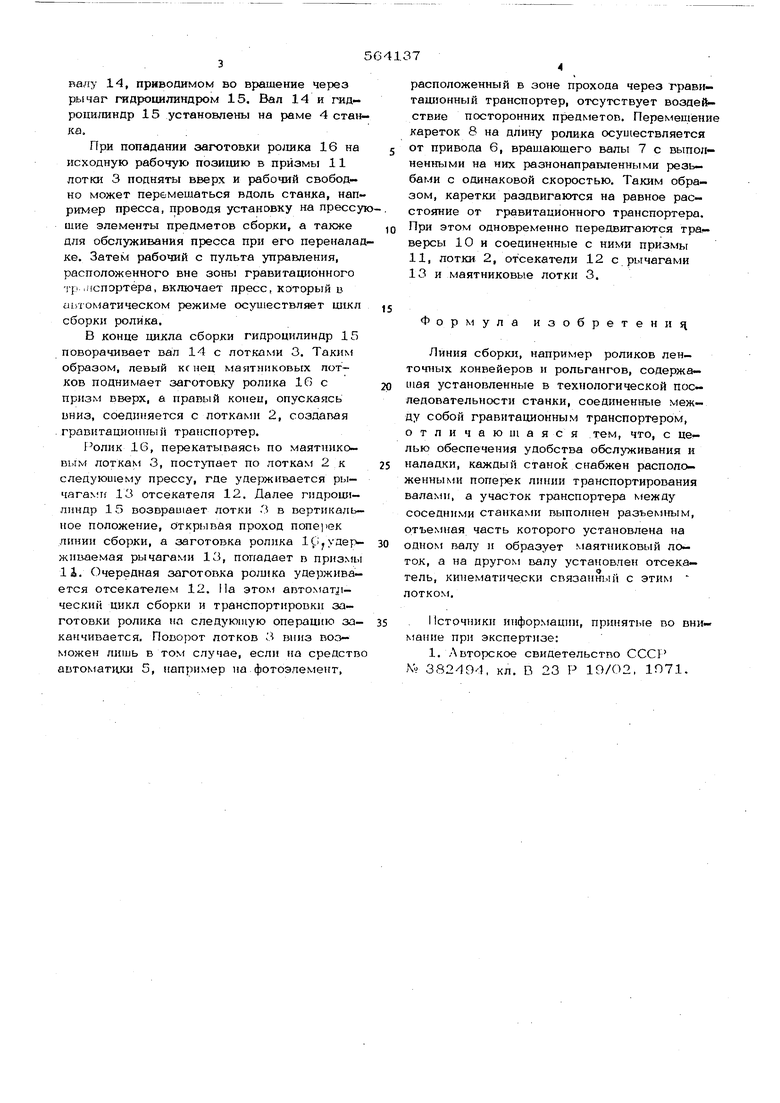
На фиг. 1 изображена предлагаемая линия сборки роликов, вид спереди; нафиг то же, вид сверху; на фиг..З - схема собираемого ролика; на фиг. 4 - разрез фиг. 2; на фиг. 5 - вид Б фиг. 4.
Линия сборки роликов состоит из установленных по ходу технологического процесса сборки ролика станков 1 для запрессовки вкладышей и других станков, соединенных между собой гравитационным транспортером, состоящим из наклонных лотков 2 и поворотных маятниковых лотков 3, расположенных по обеим сторонам каждого станка. На раме 4 каждого станка 1 (фиг.4 установлены средства автоматики 5, электромеханический с зубчатыми передачами привод 6 и приводимые от него во врашение валы 7 с правой и левой резьбой. На валах через резьбовые втулки установлен i каретки 8 с силовыми домкратами 9, несущими технологический инструмент. Каретки 8 посредством тяг соединены с траверсами 10, сидящими на валах 7. На каждой траверсе 10 установлены подпруж1шенная раздвижная призма 11, лоток 2 гравитационного транспортера, отсекатель 12 с рычагом 13, соединенный посредством пальца с маятниковым лотком 3, сидяшим на
валу 14, приводимом во вращение через рычаг гидроцилиндром 15. Вал 14 и гидроцилиндр 15 установлены на раме 4 станка,, .
При попадании заготовки ро/шка 16 на исходную рабочую позицию в призмы 11 лотки 3 подняты вверх и рзабочий свободно может перемещаться вдоль станка, например пресса, проводя установку на прессу шие элементы предметов сборки, а также для обслуживания пресса при его переналадке. Затем рабочий с пульта управления, расположенного вне зоны гравитационного тр пспэртера, включает пресс, который Б aL/гоматическом рюжиме осуществляет цикл сборки ролика.
В конце цикла сборки гидроцилиндр 15 поворачивает вал 14 с лотками 3. Таким образом, левый кс нец маятниковых потков поднимает заготовку ролика 16 с призм вверх, а правый коней, опускаясь вниз, соединяется с лотками 2, создавая гравитационны ii транспортер.
Ролик 16, перекатываясь по маятниковым лоткам 3, пост Т1ает по лоткам 2 к следующему прессу, где удерживается ры- 4araNfrf 13 отсекателя 12. Далее гидроцилпндр 15 возвращает лотки 3 в вертикальное положение, открывйя проход линии сборки, а заготовка ролика 1С,удерживаемая рычагами 13, попадает в призмы li. Очередная заготовка рош1ка удерживается отсекателем 12. На этом аптомат ческий цикл сборки и транспортировки заготовки ролика ип следующую операцию за- канчивается, Повоу)от лотков 3 вниз возможен ли1иь в том случае, если на средств автоматики 5, HanpHSfep на фотоэлемент,
расположенный в зоне прохода через гравитационный транспортер, отсутствует воздействие посторонних предметов. Перемещени кареток 8 на длину ролика осуществляется от привода 6, вращающего валы 7 с выполненными на них разнонаправленными резьбами с одинаковой скоростью. Таким образом, каретки раздвигаются на равное расстояние от гравитационного транспортера. При этом одновременно передвигаются траверсы 10 и соединенные с ними призмы 11, лотки 2, отсекатели 12 с рычагами 13 и маятниковые лотки 3.
Формула изобретен и $1
Линия сборки, например роликов ленточных конвейеров и рольгангов, содержащая установленные в технологической последовательности станки, соединенные между собой гравитационным транспортером, отличающаяся тем, что, с целью обеспечения удобства обслуживания и наладки, каждый станок снабжен расположенными поперек транспортирования валами, а участок транспортера между соседними станками выполнен разъемным, отъемная часть которого установлена на одном палу и образует маятниковый лоток, а на другом валу установлен отсека-
валу установлен
о кинематически связанн1.1и с этим тель, лотком.
11сточники информашш, принятые во внимание при экспертизе:
fP-t
т
,
4+.
N
oj
