(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНЫХ
круюв
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полировальных кругов | 1983 |
|
SU1135627A1 |
| Устройство для изготовления лепестковых кругов | 1989 |
|
SU1703439A1 |
| Устройство для подачи настила к вырубному прессу | 1976 |
|
SU659623A1 |
| Устройство для шлифования криволинейных поверхностей | 1987 |
|
SU1450982A1 |
| Автоматическая линия для обработки плоских поверхностей изделий | 1986 |
|
SU1450976A1 |
| Устройство для захвата,переноса и укладки стопы деталей | 1985 |
|
SU1326521A1 |
| Поворотный делительный стол | 1974 |
|
SU541644A1 |
| Устройство для укладки листов в стопу | 1987 |
|
SU1537635A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВКИ ИЗ ТОНКОГО ЛЕНТОЧНОГО МАТЕРИАЛА | 2000 |
|
RU2170209C1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |

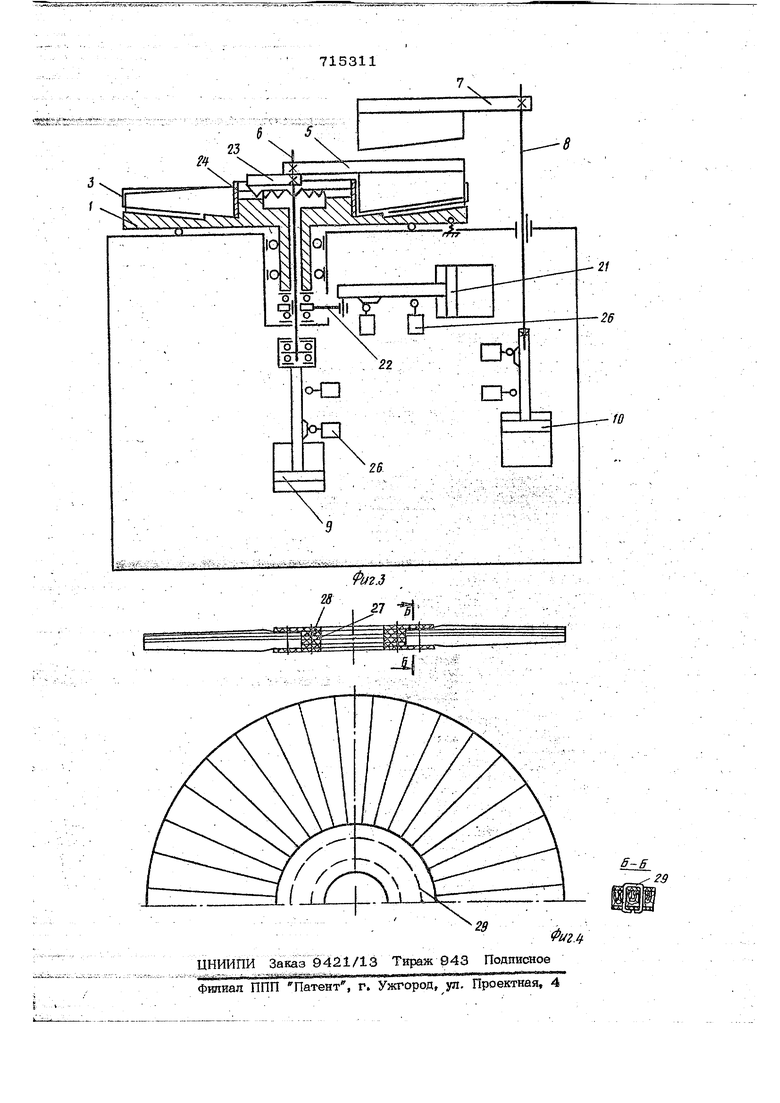
J Изобретение относится к области костроеиня и касается устройств для и;эготовления полировальных кругов. Известно устройство для ИЗГОТОВЛбНИ полировальных кр-угов из ленты. Устройство состоит из вращающегося рабочего стопа, на торцовой поверхности которого производится формированиеполироваль ного круга из ленты.с помощью мехащзма укладь1вания и удержания, состоящёго из валика с кольцевыми прорезями 1. Недостатком известного устройства является то, что оно не позволяет ийгртовить полировальный круг с волнсюбразной полировальной поверхностыр. - . Целью изобретения является изготовление полировальных кругов с волнообраз ной рабочей поверхностью. ; Для этого стоп устройства снабжен волнообразными выступами, а мехапязм. укладки вьшолнен в виде двух подпруткнненных прижимов, при этом прижймь установлены с возможностью осевого пере- мш1ения; а один из; них - соосно со столом с возможностью возвратно-вращательного дискретного перемещения. На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - вид А ка фиг. 1; на фю. 3 - кинематическая схема уст-: ройства; на фиг. 4 - круг, изготовленный на предлагаемом устройстве. Устройство для изготовления полировальных кругов снабжено круглым столом 1 с радиальньгмиребрами 2. Для компенсации разности длин внутренней и . наружной окружностей круга при формировании из ленты ткани высота ребер от центра к наружной окружности стопа равномерно понижается. Между ребрами образуются .пазы, углубляющиеся от стола к центру. Для съема готового круга на стоп устанавливается сепаратор 3, вьтолненный в. виде обруча с лучами 4, вход5пцими в пазы стола, . Механизм укладки ленты ткани жит два прижима: центральный 5 (см. фиг. 2), установленный на скалке 6 в центре стола 1, и боковой 7, установленый на скалке 8 вне окруншости стола / аждый из прижимб1з устаноийен с возожностью вертикального перемеяцения от невмоцйлиндров 9 и 10 (см. .фиг. 3) и
вьшопнен в вдде вилок 11 и 12, установленных одна в другой над пазами стола. Канодая из двух вилок прижима снабжена пружинным элементов 13. На стойке 14 над прижимами установлен качающийся, разматыватель 15 ткани. Разматыватель имеет планку 16 для регулировании натяжения ленты ткани :17, планку 18 для регулирования поперечного смацения лен-, ты ткани, две планки 19 для йап:равления лент, идущих из рулонов 20. Кроме того, центральный прижим 5 установлен с возможностью поворота вокруг своей оси от пневмо цилиндр а 21 (см. фиг. .3) через рычаг 22, имеющий шлицевое отверстие, и выполнен с зубом 23, а стол выполнен с внутреннейзубчаткой. Для формирования внутреннего диаметра круга на столе установлено кольцо 24. Для остановки работы станка после формо.:. вания заданного количества слоев ткани установлен счетчик--25. Автоматизация цикла формования осуществляется при помощи конечников 26 (см. фиг. 3).
Устройство рабрТ(ает следукщим образом .
Исходное положение механизмов: лента ткани 17 (см. фиг. 1) протянута над разматывателем 15, проходит под планкой 16 над планкой 18 .между вилкой 11 бокового прижима 7, находящегося в 1В ёрхнемположенй11, и уложена в паз стола под крайнюю правую вилку 12 центрального прижима 5, находящегося в ниж,нем положении. При пуске станка боковой прижим 7 опускается с помощью пневмо циливдра 10, у1 :Ладь1вй 11р6ходШу1о под
его вилкой 11 ленту в следукяций паз стола. При этом подпружиненный ёлемент 13 прижимает ткань йа вёршШё ребра, обеспечивая укладку по профилю ребра. Центральный прижим 5 поднимается с помощью пневмоцилиндра 10 и поворачивается на два шага пазов пневмо цилиндром 21 через рычаг 22, в шлицевом отверстии которого скользит скалка 6, после чего опускйется с поШщью того же пневмоцилшдра, укладывая ленту в следукяций паз. В этом положенш центральный прижим 5 зубом 23 входит в зацепление с внутренней зубчаткой стола и после подъема бокового прижима 7 поворачивается пневмошшиндром 21 вместе со столом на два шага пазов.
При подъеме каждогю укладывателя происходи Т подъем разматывателя, который при этом разматывает ленту на величину, необходимую для следукицего, участка укладывания. Автоматизация цикла формирования осуществляется при помощи конечных выключателей 26. Натяжение ленты ткани регулщэуется поднятием или поворотом против часовой стрелки планки .16. Поперечное сметцение ленты ткани регулируется передвижением планки 18 в ту или другую сторону. При наборе необходимого количества слоев счетчик 25 дает команду.на вьтлючение станка. При съеме готового круга укладыпатели откидываются в вертикальное положение и со стола снимают сепаратор вместе с кругом. Сепаратор 3 является .основанием при сщивке полировального круга. Во внутре1ший диаметр круга вкла.дьгоаются картонные щайбы 27, а сверху и Снизу накладываются картонные шайбы 2.8 (см. фиг. 4) большего диаметра, чем щайбы 2 7. Для установки наружной шайбы 28 внутренний диаметр сепаратора вьшолнён больще, чем наружный диаметр щайбы. 28. Затем производится сшивка, например проволочными скобами -29 на проволочно-сщивальной машине.
Такая конструкция станка позволяет автоматизировать процесс формования полировального круга из ленты ткани. Вручную выполняются только заправка начала ткани и съем готового круга, что позволяет обслуживать несколько таких станков или работать на сменной операции по изготовлению кругов (например на сшивке
г; . . . ,
Формула изобретения
Устройство для изготовления полировальных хфугов из ленты, включающее механизм укладки и фиксации ленты на вра1цаюшем:сй1фугпом столе, отличающ ее с я тем, что, с целью формирования круга с волнообразной рабочей поверхностью, стол снабжен волнообразными выступами , а механизм укладки выполнен а виде двух подпружиненных прижимов с профилем, соответствующим профилю стола, при этом прижимы усташвлеШ с возможностью осевого перемещения, а один из них - соосно со столом с возможностью возвратно-вращательного дискретного пбремешейия.
. Источники информации, принятые во вниманй© при экспертизе
1, Авторское свидетельство СССР № 95330, кл. В 24 1} 13/12, 1951.
18
715311
ts
ввдЛ
if
f2
7
