JafsA
1 Изобретение относится к машиностроению и может быть истгользоваио в конструкциях пресс-форм для прессования изделий из порошка. Известна вертикальная прессформа для порошковых материалов, со держащая плиту с верхним пуансоном, плиту с матрицей, две плиты с наружным и внутренним пуансонами соответственно, смонтированные на одной из плит с нижним пуансоном и подпружиненным относительно нее пол зушки, подвижные в направлении, пер пендикулярном направлению прессования, упоры ползушек, смонтирова1ПП)е на другой плите с нижним п-уансоном, и копиры привода ползушек с плоскими наклонными рабочими поверхностями 1, Недостатком известной пресс-формы является малая надежность, связанная с явлением кромочного эффек возникающего при перемещении копирами ползушек под нагрузкой из под упоров, когда площадь поверхности взаимодействия каждого упора со своей ползушкой умепьшается. Это приводит к значительному увеличению контактных напряжений. Кроме того, освобождение ползушками плиты с упо рами происходит с последующи ударом этой плиты по ползущкам. Цель изобретения - повыщение надежности. Поставленная цель достигаешься те что в вертикальной пресс-форме для порошковых ;aтepиaлoв, содержащей плиту с верхним пуансоном, плиту с матрицей, две плиты с наружным и внутренним пуансонами соответственп смонтированные на одной из плит с нилсним пуансоном и подпрунипоп ые относительно нее ползушки, подвижные в направлении, перпендикулярном направлению прессования, упооы rioj;зушек, смонтированные на другой пли те с нижним пуансоном, и копиры при вода ползущек с плоскими ак,1го и1ыми рабочими поверхностями, упомянутые упоры выполнены регулируемым1-г по вы соте, на упорах и ползушках выполне ны скосы с naicnoiOM, равным iiaKJiony рабочих поверхностей копиров. На фиг. 1 схематично показана пресс-форма в момент заполпе-тия ма рицы порошком; на фиг. 2 - то же, в момент окончания прессоваииг-; на 2J фиг. 3 - то же, в момент окончания выталкивания мзде:п1я , Пресс-форма из верхней п.ииты 1 , на которой закреплен пуансон 2, плиты 3 с матрицей 4, пуансона 5, закреттленного на плите 6, Нижний пуансон 7, определяющий высо1у изделия, закреплен fia плите 8. Стержень 9 смонтирован на неподвижной плите 10. Пуансоны 2 и 7 и стержень 9 прикреплены к п.иитам с помощью держате- , лей 11-14. В плите 10 установле}; с возможностью регулировки по высоте копир 15, являющийся напраБляюп1ей для плиты 8. Па плите 8 смонтир звана ползущка 16 с роликом 17. пр1-Гкатым к копиру 15 пружиной 18. Неподв1- жный упор 19 закреплен с возможностьо регулировки по высоте к плите 6. В ней также установлен регулп руемый ограничитель 20 хода пуа:- сона 5 при выталкивании изделия из матрицы 4. Плита 3 прижата пружинами 21 к гайкам 22 на ограничителе 23, который одновременно является направляющей для плит 3 и 6. Огранигитель 23 установлен ня плите 10, Плита 6 связана с плитой 8 тягпм1 -24, обеспечивающим 5 Т/правление плиты 8 относительно плпты 6. Пижнее положение плить; 6 опред.еляется гайками 25. Плита 6 прижата пружинами 26 к гайкам 25, Направление пл1ггь 1 отиосптелт--т о плиты 3 обеспечивается направляющими 27. Плита 1 крепится к по.тзупу пресcti, плита 8 связана с прпвол ом зыгалкивггтеля просел (ползун и привод выталкивателя не попзаны). Пресс-форм;- c;j;eny 0 ;im-i образом . В матрицу ( поро:; ск. Затем пресс, опускает тглиту 1 с пуансоном 2, KOTopuii гзходит в матрицу 4 и пачиьлет сп;зсссовы:зать порошок. Част) усшп- я прессон. через порошок передпется на пуансон 5 п опускает вмс;ст: с in-iM пли1Л 6 до сопр,косповения пеподпижпого упора 19 со скосом ползушки 16. При этом пуансон 5 заппг-шет ;:оложенпе, сооветствуюгцее концу прессовапия. Верхний пуансон 2 производит оконч.ггельное прессор:л1п;е пзделпя ;i г.однимается вверх. Под действием пружин 21 и 26 поднимаются виерх ;л1-;та 3 с матрицей А до ограничительных гаек 22 и плита 6 с пуапсопом 5, о оаничителем 20 и упором 1Ч до 1грамичитель3
ных гаек 25. Затем начинается процесч: выталкивания изделии. Выталр;и ватель пресса перемещает вверх плиту 8 с пуансоном 7 и ползушкой 16 до соприкосновения ползушки 16 с упором 19, после чего начинается выталкивание изделия. При этом плиты 6 и 8 движутся совместно до тех пор, пока верхняя плоскость nyai-icoна 5 не совместится с верхней плоскостью матрицы 4, а ограничитель 20 в этом время не достигнет плиты 3, ограничивая ход плиты 6. В этот момент копир 15 освобождает ползуи.ку 16 и она получает возможность дви39632. А
гатьс.я к оси пресс-формы, давая возможность плите 8 с пуансоном 7 окончательно вытолкнуть изделие. Затем выталкиватель пресса опускает плиту В, 5 все элементы Ipecc фop ы возвращаются в исходное положение и цикл прессования потпоряется.
Выполнение упоров 19 и ползушек ;0 16 скошенными дает возможность плавно удалять ползушку из иод упора и ликвид1;ровать ударные нагрузки,
Эко1юмическин эЛ.хЬект от внедрения изобретете обеспечивается за счет J5 повышения надежности пресс-формы. „..А П U7.1 15
a
.J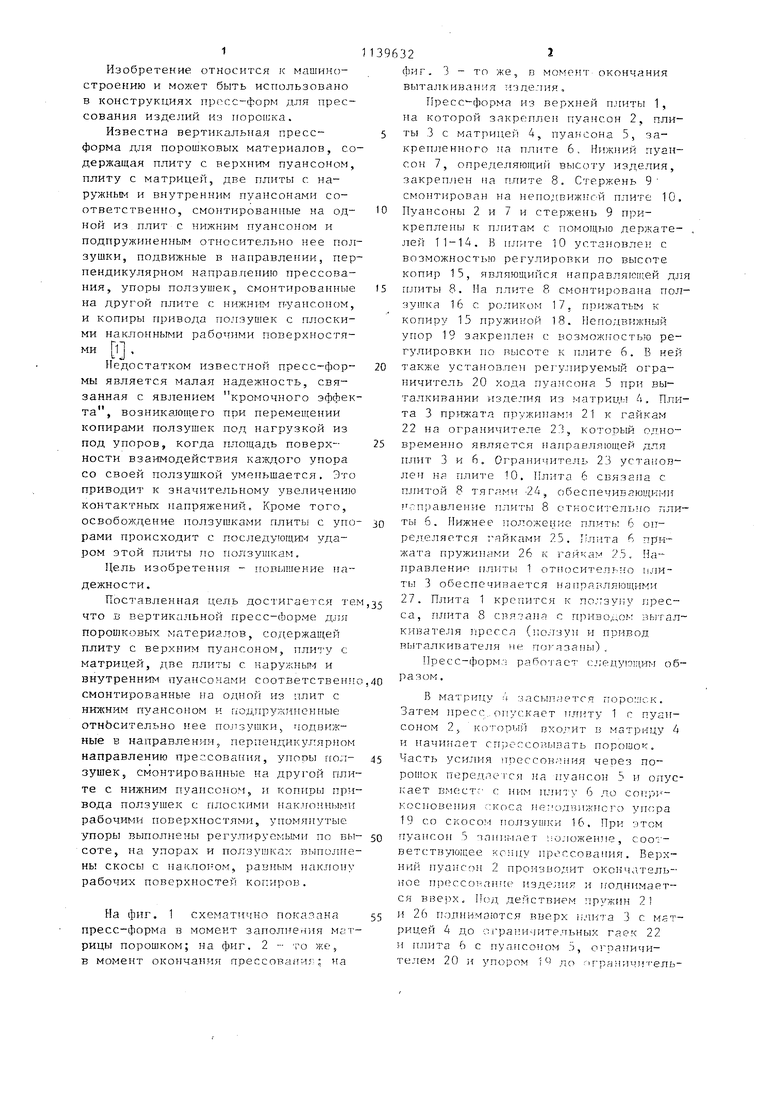

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| Универсальный блок литьевого прес-СОВАНия издЕлий из РЕАКТОплАСТОВ | 1979 |
|
SU797881A1 |
| Совмещенный штамп | 1986 |
|
SU1423245A1 |
| Штамп для вытяжки деталей с фланцем | 1985 |
|
SU1250357A1 |
| Штамп совмещенного действия | 1985 |
|
SU1274811A1 |
| Штамп для изготовления деталей | 1982 |
|
SU1094665A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| Штамп для разделительных операций | 1987 |
|
SU1433620A1 |
| Штамп для чистовой вырубки | 1979 |
|
SU852413A1 |


ВЕРТИКАЛЬНАЯ ПРЕСС-ФОРМА ДЛЯ ПОРОШКОВЫХ MATEPI-lA-nOB., содержащая плиту с верхним пуансоном, плиту с матрицей, две плиты с наружным и внутренним пуансонами соответствегню, смонтированные на одной из плит с нижним пуансоноь и подпружиненные относительно нее ползушки, подвижные в направлении, перпендикулярном паправлению прессования, упоры ползушек, сьтонтированные на другой плите с нижним пуансоном, и копиры привода полззпиек с плоскими наклонными рабочими поверхностями, о т л и i а ю а я с я тем, что, с целью повр глгения надежности, упомянутые упоры выполнены регулируемьми по высоте, на yiiopax и ползушках выполнены скосы с наклоном, равным наклону рабочих поверхностей KoiHipoB.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для прессования изделий из порошка | 1973 |
|
SU490686A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
