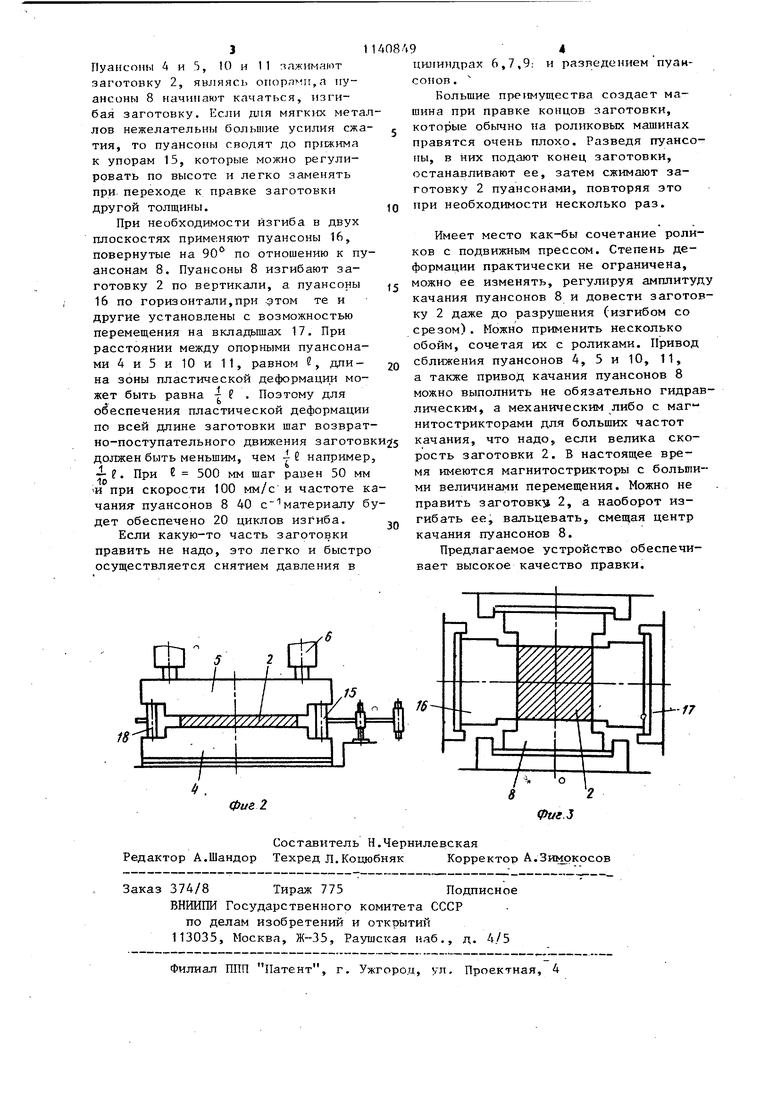
I11 Изобретение относится к металлур гии и может быть использовано для правки листов, сортовых профилей и труб. Известно устройство для правки заготовок, содержащее задающие валки и качшбщиеся обоймы с валками Cl При перемещении заготовки через указанные.обоймы можно создать за счет выбора частоты качания большое число циклов изгиба, например 30-50 и более, что на роликовой машине потребовало бы установки такого же чис ла роликов. Машины с качающимися обоймами получили широкое применение Однако правка заготовок- из особо прочных (предел текучести вьше 100120 кг/мм) металлов особенно при малой толщине заготовок вызывает трудности. Для повышения качества правки надо уменьшить шаг роликов, создающих перегибь1, в том числе и роликов в обоймах о Невозможно создать при изгибе кривизну, большую 1/R, где R радиус ролика. Уменьшение шага требует уменьшения диаметра роликов, чт снижает жесткость. Не помогает существенно и применение опорных роликов (т.е. клетей кварто), Цель изобретения - повышение каче ства правки. Поставленная цель достигается тем что устройство для правки заготовок содержащее последовательно расположен ные на основании приводные задающие валки и качающиеся обоймы, снабжено установленными в каждой обойме симметрично и по обе стороны относитель но оси правки парой пуансонов, связанных сприводом возвратно-поступательного перемещения их в направлении, перпендикулярном оси правки, при это обойма соединена с приводом. Кроме того, устройство снабжено двумя дополнительными парами пуансонов, установленными симметрично относительно основной пары пуансонов , и соединенными с механизмом возвратно-поступательного движения обоймы в направлении, параллельном оси прав ки. Устройство снабжено дополнительно парой пуансонов, установленной под углом 90° относительно основной пары пуансонов. Кроме того, каждая пара пуансонов снабжена механизмом регулирования расстояния между ними, пренмуществен но винтоными и жесткими регулируемыми упорами, расположенными по краям каж;той пары пуансонов. fla фиг. 1 показано устройство для правки заготовок, общий вид; на фиг. 2 - расположение упоров между пуансонамиj на фиг. 3 - вариант с двумя парами пуансонов, повернутьк относительно друг друга на 90. Устройство включает валки 1, подающие заготовку 2 в качающуюся обойму 3. В обойме установлены пуансоны 4 и 5 с цилиндром 6 прижатия. Гидравлический цилиидр 7 соединен с парой пуансонов 8, а цилиндр 9 - с пуансонами 10 и 11. За обоймой установлены приводные валки 12. Рычажный механизм 13 обеспечивает перемещение обоймы по направляюии1м 14. Устройство снабжено жесткими регулируемыми упорами 15. При правке сортовьог профилей используют дополнительную пару пуансонов 16, повернутых на 90° относительно пуансонов 8 и опертых на подшипники скольжения с вкладышами 17. Устройство снабжено винтовым механизмом 18 регулирования расстояния.между пуансонами. Устройство работает следующим образом. Приводные валки 1 обеспечивают движение заготовки 2 через обойму 3,совершающую возвратно-поступательное движение в горизонтальном направлении. Пуансоны 4 и 5 с помощью цилиндра 6 и пуансоны 10 и 11 цилиндром 9 зажимают заготовку 2 и перемещаются вместе с ней. В это время пуансоны 8 приводятся гидравлическим цилиндром 7 в возвратно-поступательное движение по вертикали и изгибают заготовку 2. Пуансоны 4,5, 8 и 10, 11 могут быть спрофилированы по заданной форме и иметь прокладки для исключения смятия заготовки. Жесткость пуансонов на изгиб может быть при малой их толщине высокой (в отличие от цилиндрических валков). Когда обойма 3 перемещается с заготовкой 2, приводимой в дв{р:ение валками 12 с помощью механизма 13 по направляющим 14, пуансоны изгибают заготовку. А когда обойма 3 перемещается в обратном направлении, давление в цилиндрах 6, 7 и 9 снимается, пуансоны отходят от заготовки 2, затем при перемещении обоймы 3 в направлении движения заготовки 2 в цилиндрах создают давление.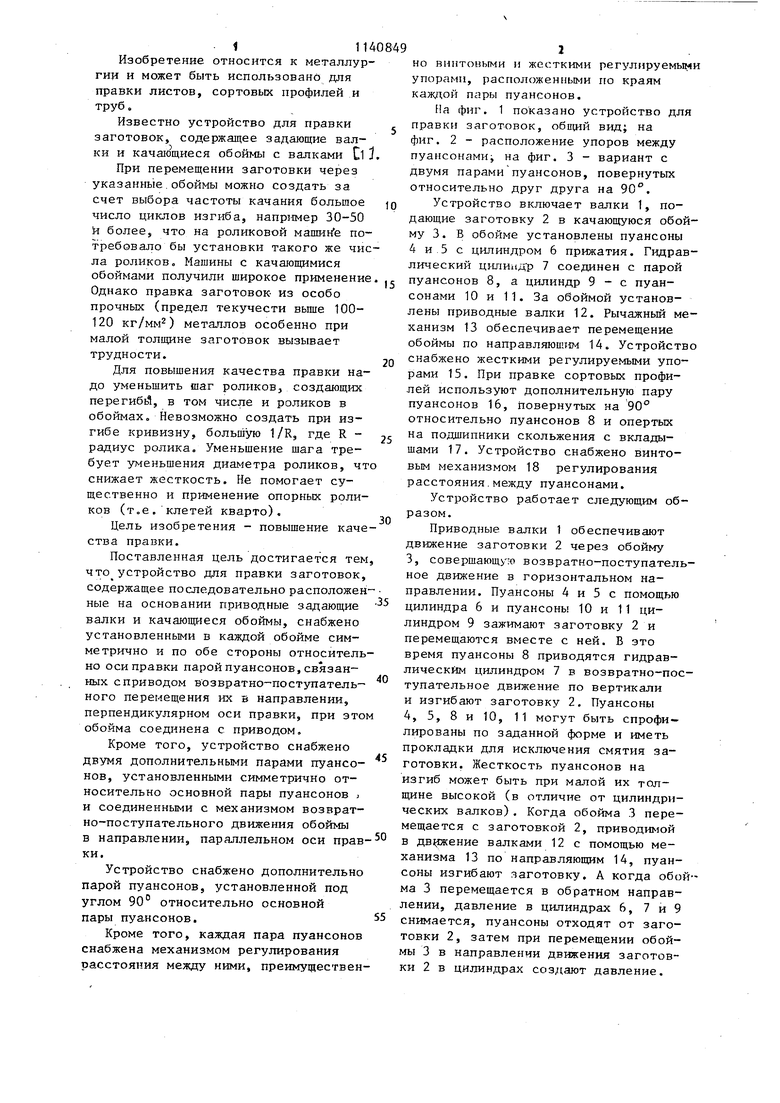
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ПРАВКИ КРИВОЛИНЕЙНЫХ ЗАГОТОВОК В ФОРМЕ ДУГИ ОКРУЖНОСТИ ПУТЕМ ЗНАКОПЕРЕМЕННОГО УПРУГОПЛАСТИЧЕСКОГО ИЗГИБА | 2015 |
|
RU2593545C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Устройство для изготовления двухспиральных пружин | 1980 |
|
SU937090A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| Устройство для формообразованияпРОфильНыХ КОлЕц | 1979 |
|
SU841740A1 |
| Устройство для правки листов | 1979 |
|
SU940904A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Устройство для отделения от стопы нижней заготовки и подачи ее в зону обработки | 1983 |
|
SU1140863A1 |
1. УСТРОЙСТВО ДЛЯ ПРАВКИ ЗАГОТОВОК, содержащее последовательно расположенные на основании приводные задающие валки и качающиеся обоймы, отличающееся тем, что, с целью повышения качества правки, оно снабжено установленными в каждой обойме симметрично и ло обе стороны относительно оси правки парой пуансонов, связанных с приводом возвратно-поступательного перемещения их в направлении, перпендикулярном оси правки, при этом обойма соединена с приводом. 2.Устройство по п. 1,отличающееся тем, что оно снабжено двумя дополнительными парами пуансонов, установленными симметрично относительно основной пары пуансонов и соединенными с механизмом возвратно-поступательного движения обоймы в направлении, параллельном оси правки. 3.Устройство по пп. 1 и 2, о т личающееся тем, что оно снабжено дополнительно парой пуансонов, установленной под углом 90° относительно основной пары пуансоо S нов. 4.Устройство по пп. 1-3, отличающееся тем, что каждая пара пуансонов снабжена механизмом регулирования расстояния между ними, преимущественно винтовыми, и жесткими регулируемыми упорами, расположенными по краям каждой пары пуансонов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
