Изобретение относится к комбинированным методам шлифования электронейтральным абразивным инструментом. Известен способ шлифования электронейтральным абразивным инструментом с изменением его окружной скорости по длине шлифования (1. Однако при шлифовании труднообрабатываемых материалов качество обрабатываемой поверхности невысокое вследствие выделения значительного количества тепла в зоне шлифования. Цель изобретения - повышение качества обрабатываемой поверхности. Поставленная цель достигается тем, что при шлифовании электронейтральным абразивным инструментом с изменением его окружной скорости по длине шлифования изменяют окружную скорость инструмента по гармоническому закону с понижением от предельного ее значения на 3-5 м/с с периодом Т, определяемым по зависимости Т(0,25-0,5)8, где К - длина шлифования. На чертеже представлена схема реализации предлагаемого способа. Схема содержит электрически изолированную диэлектрической прокладкой 1 обрабатываемую деталь 2, инструмент 3, на рабочей поверхности которого закреплены через диэлектрик 4, разноименно заряженные кольцевые электроды 5 и 6, охватываюшие электронейтральное абразивное кольцо 7, установленное на рабочей поверхности инструмента 3 с эксцентриситетом В и выступающее над электродами 5 и 6. Электроды 5 и 6 через закрепленный на корпусе инструмента 3 диэлектрик 8, токо,съемные кольца 9 и 10 и щетки 11 подключают к полюсам источника постоянного тока. Процесс осуществляют следующим образом. Обрабатываемую деталь 2 вводят в непосредственный контакт с абразивным кольцом 7 вращающегося инструмента 3. В условиях проточного электролита в электрическом поле разноименно заряженных электродов 5 и 6 поверхность детали 2 заряжается разноименными зарядами, что и обусловливает одновременное протекание на этой поверхности локальных анодных и катодных реакций. Возвратно-поступательным перемещением инструмента производят последовательно анодное растворение и абразивное диспергирование всей обрабатываемой поверхности. С целью улучшения абразивного резания охлаждения детали 2 и доступа электролита под рабочую поверхность абразивного кольца 7 гармонически изменяют окружную скорость инструмента 3, например, в пределах 3-5 м/с. Одновременно происходит и колебание абразивного кольца 7 за счет эксцентриситета, равного 2-3 мм. Для равномерного подтравливания контактной поверхности электродов 5 и 6, вызванного необходимостью восстановить межэлектродный зазор при частичном износе абразивного кольца 7, их потенциалы периодически меняют. Стружка, забившаяся в поры абразивного круга, налипшая на режущие грани абразивных зерен в электрическом поле электродов 5 и 6, заряжается также разноименными зарядами, подтравливаясь, смывается потоком электролита..
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для торцового электроалмазного шлифования | 1983 |
|
SU1189613A1 |
| Устройство для электрохимико-абразивной обработки металлов | 1980 |
|
SU887110A1 |
| Устройство для электрообработки | 1987 |
|
SU1523271A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| Способ электрохимической обработки | 1978 |
|
SU891297A1 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 2011 |
|
RU2472874C1 |
| Устройство для электрохимической обработки | 1977 |
|
SU650765A1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ | 1997 |
|
RU2133190C1 |
СПОСОБ ШЛИФОВАНИЯ ЭЛЕКТРОНЕЙТРАЛЬНЫМАБРАЗИВНЫМ. ИНСТРУМЕНТОМ с изменением его окружной скорости по длине шлифования, отличающийся тем, что, с целью повышения качества обрабатываемой поверхности детали путем ее периодического охлаждения в зоне, совмеш.енной с зоной шлифования, изменяют окружную скорость инструмента по гармоническому закону с понижением от предельного ее значения на 3-5 м/с с периодом Т, определяемым по зависимости Т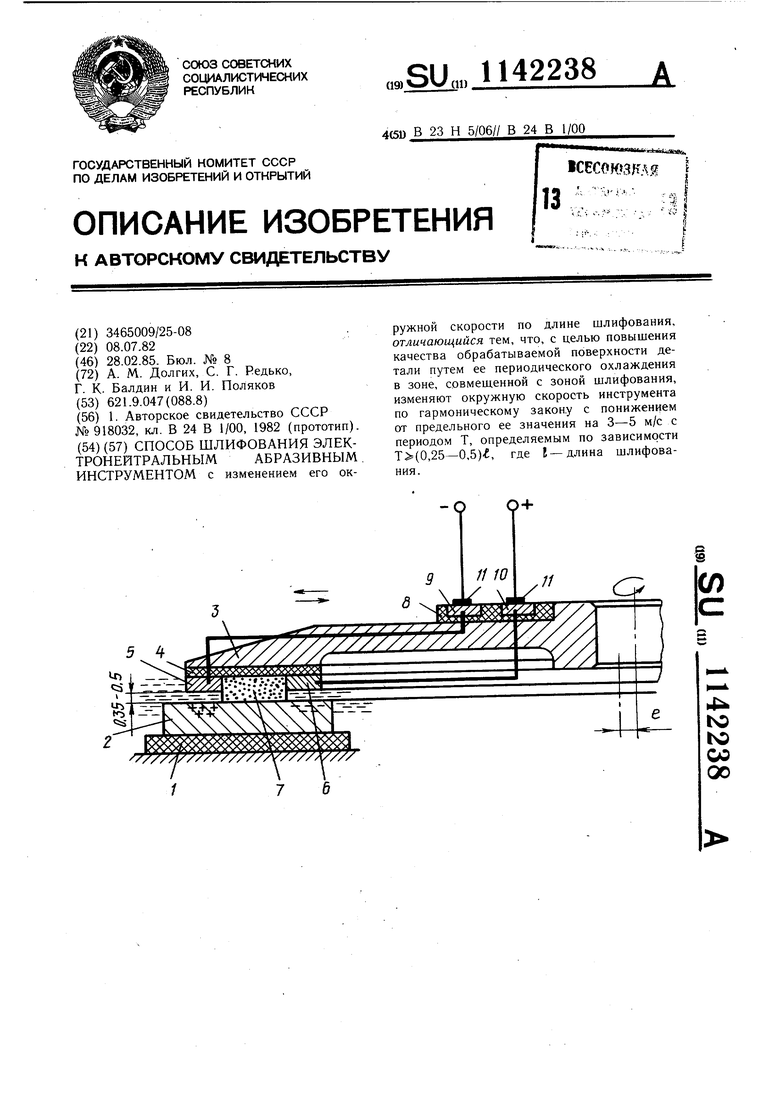
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ шлифования валков | 1980 |
|
SU918032A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
