Изобретение относится к машиностроению, в частности к производству станков для контактной сварки пространственных арматурных каркасов.
Цель изобретения - обеспечение возможности изготовления каркасов с переменным шагом спирально-навиваемой поперечной арматуры.
На чертеже схематично изображен станок.
Станок содержит привод 1, выполненный в виде двигателя 2, редуктора 3 и коробки 4 скоростей привода планшайбы 5. Редуктор 3 кинематически связан с тяну- ш,ей тросовой лебедкой, состоящей из барабана 6, блока 7, троса 8. Концы 9 и 0 последнего закреплены на каретке 11, на которой
Ставок работает следуюш,им образом.
Через отверстия в планшайбе 5 пропускают продольную арматуру 18 и закрепляют ее в шпинделе 12 тянущей каретки 11.
Вначале изготовления каркаса цепь 14
неподвижна, т.е. звездочка 16 не получает
движения от коробки 4 скоростей привода 1.
Вращательное движение двигателя 2 через редуктор 3 передается барабану 6 и через коробку 4 скоростей - планшайбе 5. 10 Звездочка 16 неподвиж-на. При вращении барабан наматывает трос 8 за конец 9 и перемещает каретку 11, которая движется по направляющим от планшайбы.
Одновременно с поступательным движением каретки 11 зубчатое колесо 13 начиустановлен щпиндель 12, кинематически свя- нает перемещаться относительно цепи 14, Занный с зубчатым колесом 13. Вне каретки установлена бесконечная цепь 14, взаимодействующая с зубчатым колесом 13. Цепь 14 смонтирована на блоке 15 и ведущей звездочке 16.
вращаться и передавать вращательное движение через кинематическую связь шпинделю 12 тянущей тележки.
Таким образом, совмещение поступа- тельного и вращательного движений продольной арматуры 18 обеспечивает наматывание на продольную арматуру поперечной с постоянным шагом. Поперечная арматура подается под сварочный ролик 17 из бухты, расположенной рядом со станком. 25 Для увеличения шага спирали поперечной арматуры при постоянной скорости движения каретки необходимо уменьшить скорость вращения каркаса. Уменьщение скорости вращения планшайбы 5 достигается увеличением передаточного отношения киРедуктор 3 передает вращательное движение коробке 4 скоростей, кинематически связанной с планшайбой 5 и ведущей звездочкой 16.
Таким образом, совмещение поступа- тельного и вращательного движений продольной арматуры 18 обеспечивает наматывание на продольную арматуру поперечной с постоянным шагом. Поперечная арматура подается под сварочный ролик 17 из бухты, расположенной рядом со станком. 25 Для увеличения шага спирали поперечной арматуры при постоянной скорости движения каретки необходимо уменьшить скорость вращения каркаса. Уменьщение скорости вращения планшайбы 5 достигается увеличением передаточного отношения киКоробка 4 скоростей передает планшайбе 5 и ведущей звездочке 16 согласованные между собой скорости вращения, позволяющие путем изменения относительной скорости поступательного движения цепи 14 и
зубчатого колеса 13 получать синхронную 30 нематических звеньев от коробки 4 скоро- скорость вращения планшайбы 5 и шпинде-стей до венца планшайбы 5, уменьшение
ля 12.скорости вращения шпинделя 12 достигается уменьшением относительной скорости
В простейшем случае цепь 14 неподвиж-поступательного движения цепи 14 и зубчана, при этом вращение планщайбы 5 обес-того колеса 13, т.е. разрешением движения
печивается коробкой 4 скоростей, а враще- 35 цепи 14 в направлении, совпадающем с ние щпинделя - перемещением каретки 11направлением движения каретки 11 с колесом 13, что обеспечивается вращением ведущей звездочки 16 по часовой стрелке. Требуемые изменения скоростей вращения планщайбы 5 и шпинделя 12 обеспечиваются переключением ступени скорости коробки 4 скоростей привода 1.
Использование изобретения позволяет
с колесом 13 относительно неподвижной цепи 14. В этом случае согласованность поступательного движения тянущей каретки 11 и вращательного движения планшайбы 5 и Q шпинделя 12 обеспечивается требуемыми постоянными передаточными отношениями звеньев кинематических связей между приводом 1 и планшайбой 5, приводом 1 и барабаном 6, зубчатым колесом 13 и шпинизготавливать длинномерные (12, 14, 18 м) каркасы с переменным шагом спиральноделем 12. Изготавливаемый каркас имеет 45 навиваемой поперечной арматуры при синпостоянныйарматуры.
шаг навиваемой поперечной
хронном вращении планшайбы и шпинделя, что обеспечивает правильность формы каркасов при использовании единого для всей установки привода, при этом двигатель может быть простейшим, например короткозамкну- 50 тым, асинхронным.
В состав станка входят также сварочные ролики 17 и правильное устройство спирали.
Составитель Е. Гузиков
Редактор Е.КопчаТехред И. ВересКорректор А. Зимокосоа
Заказ 5167/9Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Ставок работает следуюш,им образом.
Через отверстия в планшайбе 5 пропускают продольную арматуру 18 и закрепляют ее в шпинделе 12 тянущей каретки 11.
Вначале изготовления каркаса цепь 14
неподвижна, т.е. звездочка 16 не получает
движения от коробки 4 скоростей привода 1.
Вращательное движение двигателя 2 через редуктор 3 передается барабану 6 и через коробку 4 скоростей - планшайбе 5. Звездочка 16 неподвиж-на. При вращении барабан наматывает трос 8 за конец 9 и перемещает каретку 11, которая движется по направляющим от планшайбы.
Одновременно с поступательным движением каретки 11 зубчатое колесо 13 начинает перемещаться относительно цепи 14,
нает перемещаться относительно цепи 14,
вращаться и передавать вращательное движение через кинематическую связь шпинделю 12 тянущей тележки.
Таким образом, совмещение поступа- тельного и вращательного движений продольной арматуры 18 обеспечивает наматывание на продольную арматуру поперечной с постоянным шагом. Поперечная арматура подается под сварочный ролик 17 из бухты, расположенной рядом со станком. Для увеличения шага спирали поперечной арматуры при постоянной скорости движения каретки необходимо уменьшить скорость вращения каркаса. Уменьщение скорости вращения планшайбы 5 достигается увеличением передаточного отношения кинематических звеньев от коробки 4 скоро- стей до венца планшайбы 5, уменьшение
изготавливать длинномерные (12, 14, 18 м) каркасы с переменным шагом спиральнонавиваемой поперечной арматуры при синхронном вращении планшайбы и шпинделя, что обеспечивает правильность формы каркасов при использовании единого для всей установки привода, при этом двигатель может быть простейшим, например короткозамкну- тым, асинхронным.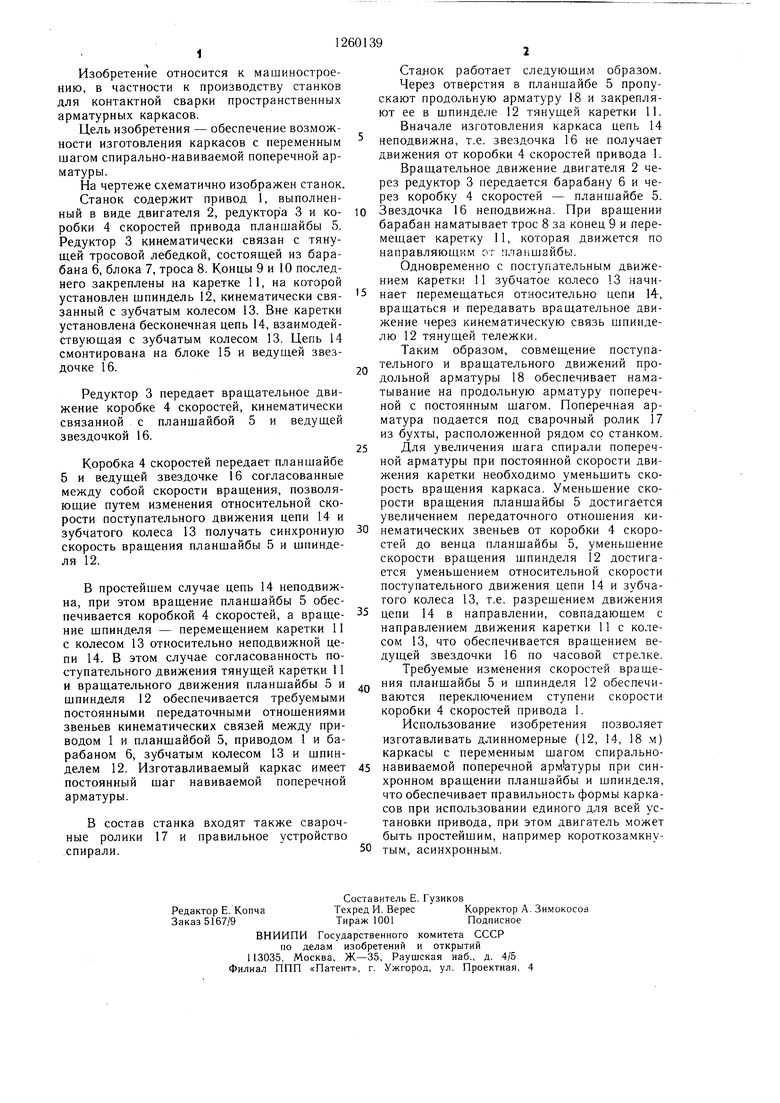
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для контактной сварки пространственных арматурных каркасов | 1988 |
|
SU1516274A2 |
| Станок для контактной сварки пространственных арматурных каркасов | 1983 |
|
SU1143549A1 |
| Станок для контактной сварки пространственных арматурных каркасов | 1985 |
|
SU1382554A1 |
| Станок для контактной сварки пространственных арматурных каркасов | 1987 |
|
SU1459866A2 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1983 |
|
SU1119807A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1990 |
|
SU1791597A1 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU361847A1 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВf—. ! • -•! Г"?•:=••-/»."••?п.1Т1.Гк.о--;::>&-к'^!^:':ш | 1971 |
|
SU313630A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1101337A1 |
| Станок для контактной сварки пространственных арматурных каркасов | 1971 |
|
SU497112A1 |
| Станок для контактной сварки пространственных арматурных каркасов | 1983 |
|
SU1143549A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
