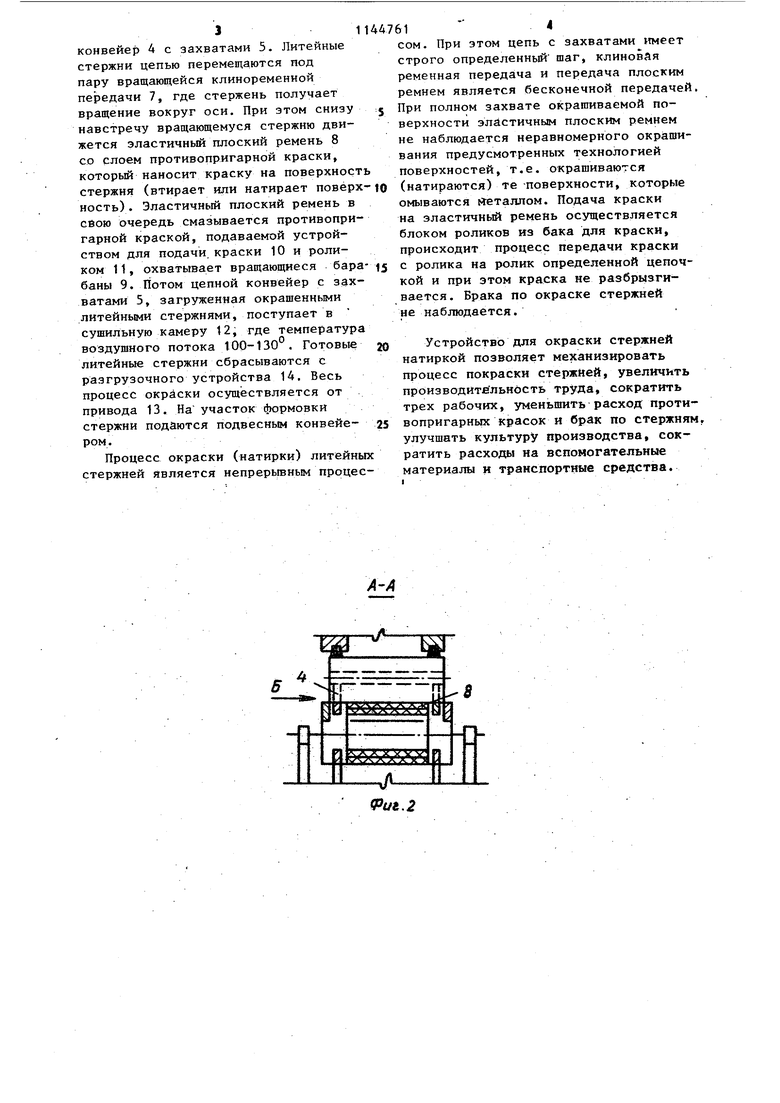
Изобретение относится к машинострогтельному производству, преимущественно, к установкам для окраски литейных стержней. Известно устройство для окраски литейных стержней,, выполненное в виде карусельного шестипозиционного станка, имеющего шесть патронов, каждый из которых снабжен парой рейка-шестерня, с укрепленными на концах реек роликами, которые взаимодействуют с профилированным пазом кольцевого копира. По ходу технологи ческого процесса на общем основании размещена ванна окунания, над которо смонтирована дугаирующая камера. При работе устройства происходит непрерывное окунание стержней в краску с последующей подсушкой lj . Недостатками данного устройства являются плохое качество окрашивания стержней вследствие их плохой смачиваемости, большой перерасход краски из-за окрашивания ненужных поверхностей стержня, а также отсутствие механизации загрузки и выгрузки стержней. Наиболее близкой к предлагаемому по технической сущности и достигаемому результату является установка для окраски изделий, содержащая ван ну для краски с устройством для ее подачи к рабочей поверхности издели выполненным в виде роликов, которые кинематически связаны между собой и один из которых - передающий краску устройство поштучной подачи изделий выполненое в виде приводного бараба на с гнездами для изделий, транспор ное средство для подачи окрашиваемы изделий в сушильную камеру и разгру зочное устройство 2 Недостатком -известной установки является неравномерность (пятнистость) окраски литейных стержней из-за низкого смачивающего свойства поверхности стержня, имеющего значи тельную щероховатость. Цель изобретения - повышение качества окрашивания изделий путем равномерной подачи краски и обеспечения непрерывной механизированно загрузки и выгрузки изделий. Поставленная цель достигается те что установка для окраски изделий, преимущественно литейных стержней, содержащая ванну для краски с устройством для ее подачи к рабочей поверхности изделия, выполненным в виде роликов, которые кинематически связаны между собой, устройство поштучной подачи изделий, выполненное в виде приводного барабана с гнездами для изделий, транспортное средство для подачи окрашиваемых изденнй в сушильную камеру и разгрузочное устройство, снабжена дополнительньми барабанами, которые устс.нонлены на раме, эластичным плоским ремнем, охватывающим бараблны, цепным конвейером с вильчатыми захватами для изделий, закрепленными на звеньях цепи с шагом, равным шагу гнезд приводного барабана, и парой клиноременной передачи для сообщения изделиям вращения вокруг своей оси,при этом несущая ветвь цепного конвейера размещена над эластичным плоским ремнем, с которым имеет возможность взаимодействия один из роликов, а над ведущей ветвью цепного конвейера расположена пара клиноременной передачи для сообщения изделиям вращения вокруг своей оси. На фиг. 1 изображена предлагаемая установка, общий вид; на Фиг. 2 разрез А-А, на фиг. 1; на фиг. 3 вид Б на фиг. 2. Установка содержит раму 1, с установленным на ней наклонным лотком 2, устройство поштучной подачи изделий в виде приводного барабана 3 с гнездами для изделий-, цепной конвейер 4 с вильчатыми захватами 5 для изделий, закрепленные на звеньях цепи 6 с шагом, равньм шагу гнезд приводного барабана пара клиноременной передачи 7 дЛя сообщения изделиям вращения вокруг своей оси, эластичный, ремень 8, рхватьшающий установленные на раме барабаны 9, устройство для подачи краски 10 к рабочей поверхности изделия, выполненного в виде роликов 11, которые кинематически связаны между собой и один из них - передающий краску на эластичную ленту, сушильную камеру 12, механизм 13 привода, разгрузрчнбе устройство 14, ванну 15 для окраски. Установка работает следующим образом. Берутся 10-15 литейных стержней и кладутся на наклонный лоток 2, установленный на раме 10 который пощтучно вьщает стержни в гнезда приводного барабана 3 на цепной
конвейер 4 с захватами 5. Литейные стержни цепью перемещаются под пару вращающейся клиноременной передачи 7, где стержень получает вращение вокруг оси. При этом снизу навстречу вращающемуся стержню движется эластичный плоский ремень 8 со слоем противопригарной краски, который наносит краску на поверхность стержня (втирает или натирает поверхность) . Эластичньгй плоский ремень в свою очередь смазывается противопригарной краской, подаваемой устройством для подачи, краски 10 и роликом 11, охватывает вращающиеся барабаны 9. Потом цепной конвейер с захватами 5, загруженная окрашенными литейными стержнями, поступает в сушильную камеру 12, где температура воздушного потока 100-130 . Готовые литейные стержни сбрасываются с разгрузочного устройства 14. Весь процесс окраски осущ ествляется от привода 13, На участок формовки стержни подаются подвесным конвейером.
Процесс окраски (натирки) литейных стержней является непрерьгоным процессом. При этом цепь с эахватами имеет строго определенный шаг, клиновая ременная передача и передача плоским ремнем является бесконечной передачей При полном захвате окраптваемой поверхности эластичным плоским ремнем не наблюдается неравномерного окрашивания предусмотренных технологией поверхностей, т.е. окрашиваются (натираются) те поверхности, которые омываются металлом. Подача краски на эластичный ремень осуществляется блоком роликов из бака для краски, происходит процесс передачи краски с ролика на ролик определенной цепочкой и при этом краска не разбрызгивается . Брака по окраске стержней не наблюдается.
Устройство для окраски стержней натиркой позволяет механизировать процесс покраски стержйей, увеличить производительность труда, сократить трех рабочих, уменьшить расход противопригарньпс красок и брак по стержням улучшать культуру производства, сократить расходы на вспомогательные материалы и транспортные средства.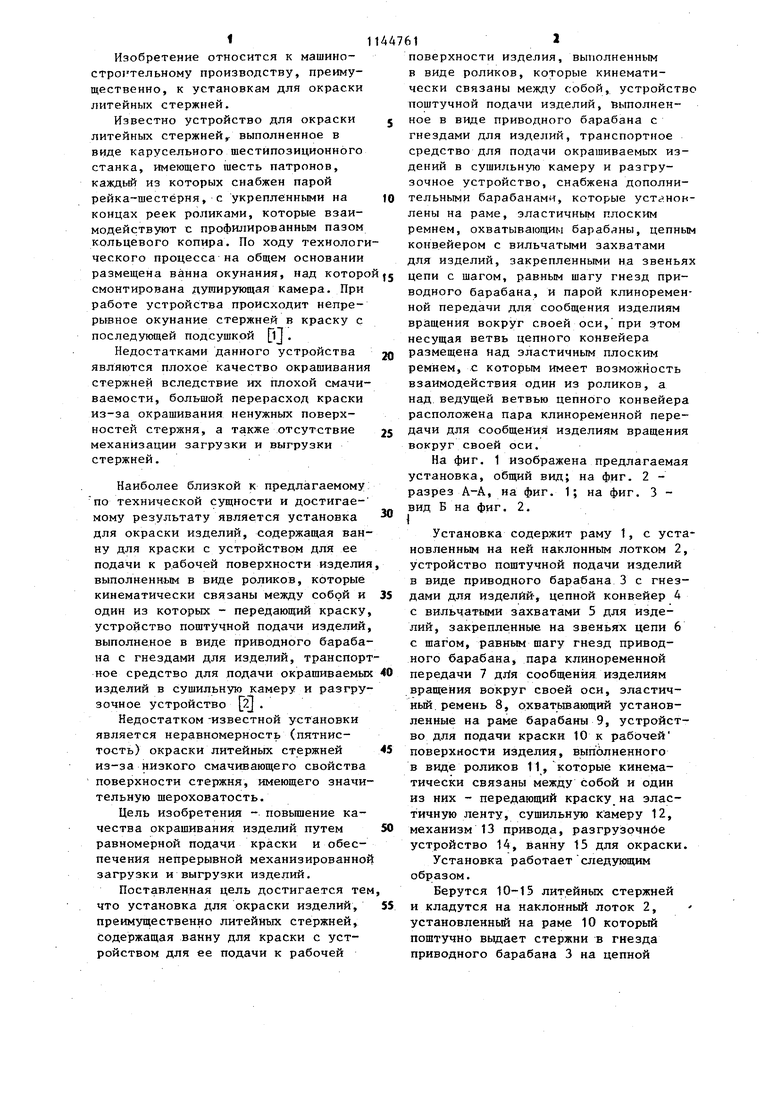
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для окончательной обработки и комплектации пакетов лифтовых направляющих | 1971 |
|
SU450751A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Автоматическая линия для нанесения покрытия на отдельные участки мелких изделий | 1981 |
|
SU956041A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| СЕЯЛКА С ВЫСОКОСКОРОСТНЫМ УСТРОЙСТВОМ ПОДАЧИ СЕМЯН | 2018 |
|
RU2746807C1 |
| Загрузочное устройство | 1986 |
|
SU1328144A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ | 1970 |
|
SU277243A1 |
| Роторно-конвейерная машина | 1980 |
|
SU948618A1 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ОТЛИВИКИ И СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1946 |
|
SU69127A1 |
УСТАНОВКА ДЛЯ ОКРАСКИ ИЗДЕЛИЙ, преимущественно литейных стержней, содержащая ванну для крас ки с устройством для ее подачи к рабочей поверхности изделия, вьтолненным в виде роликов, которые кинематически связаны между собой, устройство поштучной подачи изделий выполненное в виде приводного барабана с гнездамидля изделий, транспортноесредство для подачи окрашиваемых изделий в сушильную камеру и разгрузочное устройство, о т л ичающаяся тем, что, с целью повышения качества окрашивания изделий путем равномерной подачи краски и обеспечения непрерьтной механизированной загрузки и выгрузки изделий, установка снабжена дополнительными барабанами, которые установлены на раме, эластичным плоским ремнем, охватьгоающим барабаны, цепньм конвейеромс вильчатыми захватами для изделий, закрепленными на звеньях цепи с шагом, равным шагу гнезд приводного барабана, и парой клиноременной передачи для сообщения изделиям вращения своей оси, при этом несущая ветвь цепного конвейера размещена над эластичным плоским ремнем, с которьв имеет возможность взаимодействия один из роликрв, а над ведущей ветвью цепного конвейера расположена пара клиноременной передачи для сообщения изделиям вращения вокруг своей оси.
ВидБ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для окраски стержней | 1979 |
|
SU821039A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для нанесения обрабатывающего раствора на поверхность цилиндрических изделий | 1980 |
|
SU912792A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
