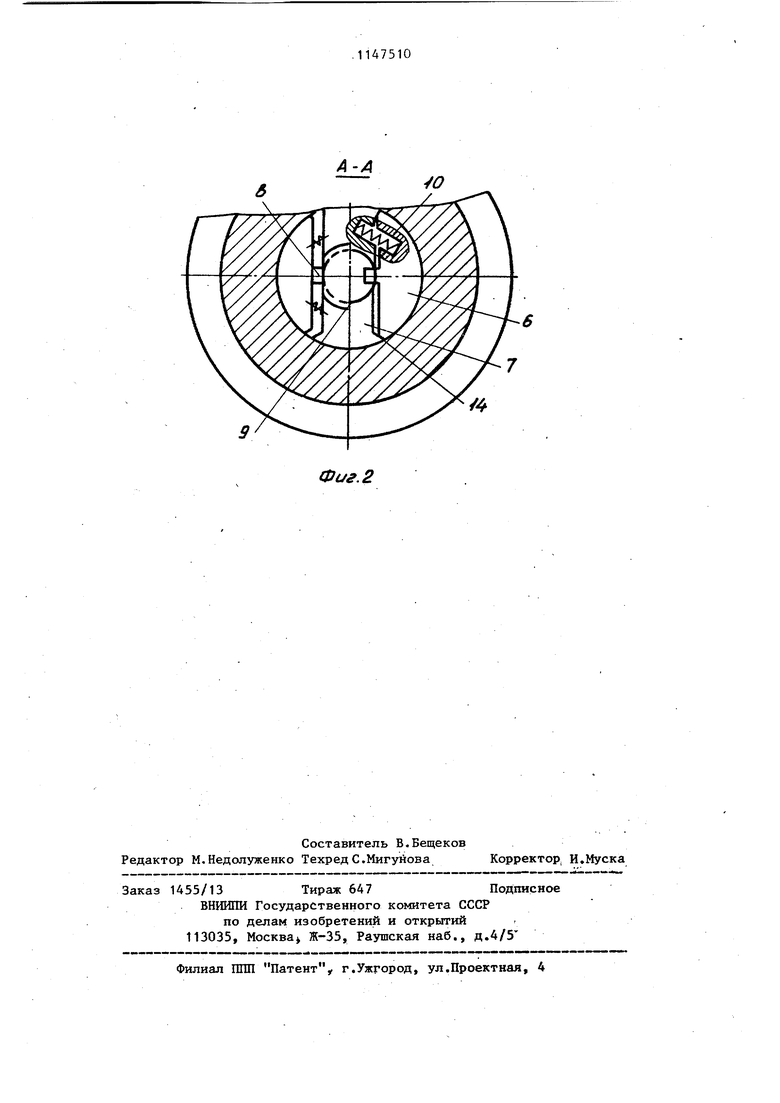
I - 1 Изобретение относится к обработке металлов давлением, в частности к конструкциям штампов для радиальной штамповки. Известен штамп для радиальной штамповки, содержащий пуансон, обой,му с наклонными относительно оси направляющими клинового механизма силовой передачи и попарно симметричны бойки fij , Недостатками такого штампа являются ограниченные технологические возможности и низкая точность штамповки. Известен штамп для радиальной штамповки, содержащий пуансон, плиту с обоймой, радиально установленные, попарно симметричные и кинематически связанные между собой бойки, их силовой привод, упоры под заготовку И . Недостатками этого штампа являются его ограниченные технологические возможности и пониженная надежность Цель изобретения - повышение надежности и расширение технологических возможностей штампа. Поставленная цель достигается тем, что в штампе для радиальной штамповки, содержащем пуансон, плиту с обоймой, радиально установленные. Попарно симметричные бойки, их силовой привод, упоры под заготовку силовой привод бойкоБ вьшолнен в виде эластичной цилиндрической полой, вставки,установленной на плите с возможностью взаимодействия верхним тор цом с пуансоном, наружной боковой по верхностью - с внутренней поверхностью обоймы, а внутренней боковой поверхностью - с ответными поверхностями бойков. На фиг.1 показан общий вид штампа в разрезе Перед началом и в конце ра бочего хода, общий вид, разрез; на фиг.2 - сечение А-А на фиг.1. Штамп содержит плиту 1 с установленной на ней обоймой 2. В обойме.ра мещена эластичная цилиндрическая полая вставка 3, верхний торец которой взаимодействует с пуансоном 4, а боковая - с попарно сими етричными, перемещакяцимися по радиальным перпенди кулярным к оси штампа направлякщим 5 бойками 6 и 7, Смежные бойки имеют 102 разные формооб 1азую1цие элементы 8 и 9 и разные площади взаимодействия с эластичной вставкой. Между бойками размещены возвратные пружины 10. Для базирования заготовки (пунктир) служит жесткий 11 и подпружиненный 12 упоры. Штамп работает следующим образом. Заготовка 13 устанавливается между упорами 11 и 12. Затем осуществляется рабочий ход. Усилие от пуансона 4 через эластичную вставку 3 передается на бойки 6 и 7. Причем большая площадь взаимодействия эластичной вставки и бойков 6 по сравнению с бойками. 7 обеспечивает и большее усилие, необходимое для формообразования радиальных пазов элементами 8. Меньшее усилие, передаваемое от бойков 7, создает благоприятный вид напряженного состояния, повьштающего пластичность металла, и оформляет наружную поверхность заготовки (вьщавливаемьм из паза металл позволяет несколько, увеличить наружный Диаметр заготовки) . В конце рабочего хоДа смежные бойки контактируют друг с другом по поверхностям 14, рабочий ход заканчивается. Под действием упругих сил и возвратных пружин 10, пуансон и бойки возвращаются в исходное положение. Изобретение по сравнению с базовым объектом, в качестве которого принят прототип позволяет упростить конструкцию, повысить надежность работы, так как в ней отсутствуют нагруженные рабочим усилием направля- , няцие. Расширяются технологические возможности штампа - заготовка базируется в осевом направлении и на заданном расстоянии от базы в ней выдавливаются углубления и пазы: некоторые бойки (например, бойки 7) являются поддерживающими, создакнцими местное давление. После штймповки требуется только чистовая обработка по наружному диаметру. Таким образом, с помощью штампа можно получить шпоночные (преимущественно для сегментных шпонок) пазы и изменить более трудоемкую операцию фрезерования операцией штамповки. Использование изобретения позволяет не только снизить трудоемкость, но и повысить прочно.сть изготавливаемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Штамп для радиальной штамповки | 1987 |
|
SU1484427A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Штамп для радиальной штамповки | 1977 |
|
SU659270A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
ЖАМП ДЛЯ РАДИАЛЬНОЙ ШТАМПОВКИ, содержащий пуансон, плиту с Шядя . h ТЕкл обоймой, радиально установленные попарно симметричные бойки, их силовой привод, упоры под заготовку, о т л ичающийся тем, что, с целью повышения надежности работы и,расширения технологических возможностей, силовой привод бойков выполнен в виде эластичной цилиндрической полой вставки, установленной на плите с возможностью взаимодействия верхним торцом с пуансоном, наружной боковой поверхностью - с внутренней Поверхностью обоймы, а внутренней боковой поверхностью - с ответными поверхностями бойков. ( сд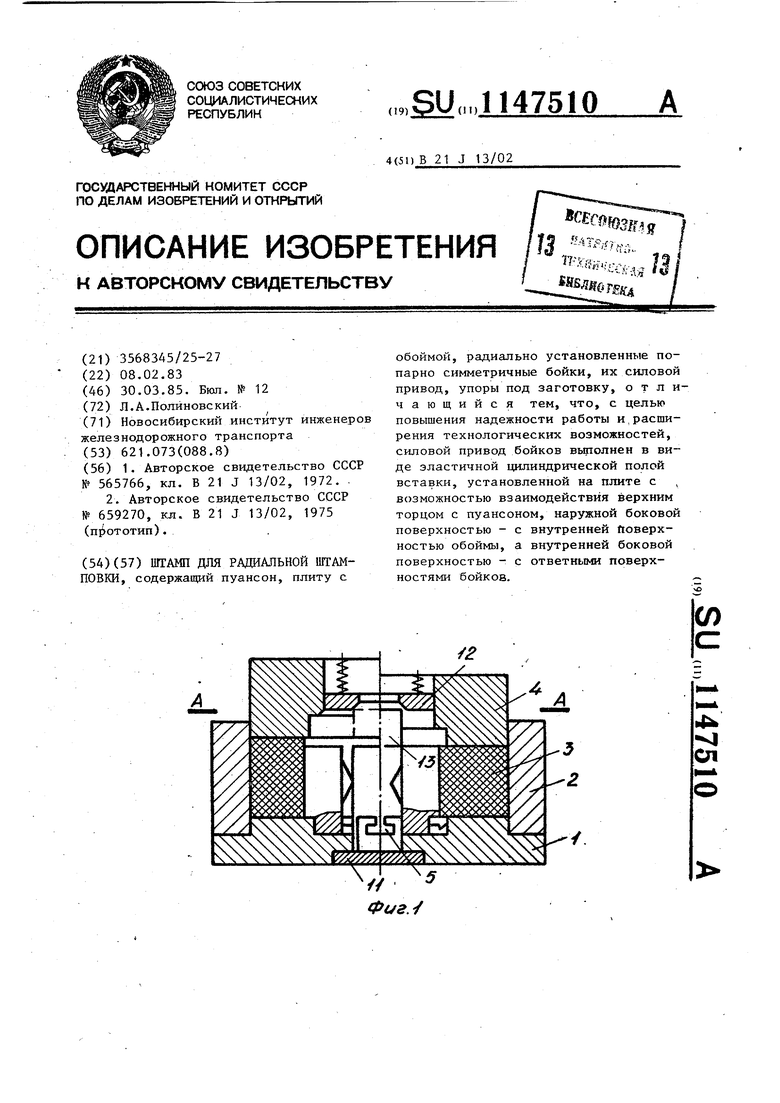
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шмамп для радиальной штамповки | 1972 |
|
SU565766A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для радиальной штамповки | 1977 |
|
SU659270A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
