Изобретение относится к обработке металлов давлением, в частности к устройствам для прокатки зубчатых колес о
Целью изобретения является повышение качества прокатанных колес за счет снижения радиального биения инструмента и повышение стойкости инструмента.
На чертеже представлен предлагаемый инструмент, общий вид.
Инструмент содержит смонтированные на втулке 1 зубчатый валок 2 и обкатной валок 3 с ограничительными ребордами 4-6, обкатной валок 3 имеет цилиндрический участок 7 с разъемом 8.
При этом разъем целесообразно располагать не в середине калибра, а ближе к его верхней реборде 5 для того, чтобы повысить жесткость нижней части обкатного валка. Наиболее изнашивающимся частями обкатного валка являются торцовые поверхности 9 и 10 реборд 5 и 6.
Крутящий момент на втулке 1 передается через шпонку 1I от вала 12 обкатной валок 3 опирается на бурт 13 втулки.«
Комплект валков с ребордами стягивается нажимным звеном, вьтолнен ным в виде конической шайбы 14, установленной в пазу 15 втулки 1 кольца 16с коническим отверстием, контактирующим с конической поверхностью шайбы 14 и нажимных винтов 1 7, равномерно размещенных по окружности кольца 16. Между нижней 18 и верхней 19 оправками устанавлрша- ют заготовку 20.
Инструмент работает следующим образом.
Предварительно перед прокаткой при стягивании комплекта валков за счет сопряжения кольца 16 и шайбы 1 появляется радиальная составляющая действующая на верхнюю часть втзшки и сжимающая эту часть до плотного охвата вала 12. От осевого усилия затяжки, действующего на бурт 13 втулки, появляется момент, щий и нижний край втулки 1 до плотного охвата им вала 12. От осевого усилия затяжки, действующего на бурт 13 втулки, появляется момент, сжимающий и нижний край втулки 1 до плотного охвата им вала 12 Таки образом, обеспечивается соосная установка валков относительно вала
12 и прокатка заготовки без радиального биения, что повышает качество прокатных колес.
Для того, чтобы снять комплект
валков необходимо ослабить нажимные винты 17. Втулка 1 занимает свое исходное положение и образуется зазор между валом 12 и втулкой 1. Втулка с комплектом валков свободно
снимается с вала.
Большое усилие затяжки, которое достигается при помоет нажимных винтов, обеспечивает плотное прилегание зубчатого валка к ребордам.
5 Нагревая ТВ4 до 1000-1100°С заготовка 20 деформируется обкатными валками 3 и принимает размеры и форму, необходимую для прокатки на ней зубьев. Затем заготовку передают
0 на позицию для накатки зубьев, где осуществляют ее подогрев и прокатку зубчатыми валками 2.
Затем поднимают верхнюю оправку 19 и заготовку и выгружают из стан5 ка.
Большие усилия, действующие на торцовые поверхности 9 и 10 реборд 5 и 6 обкатного валка, а также большое 0 относительное скольжение прокатьшае- мого металла по торцовым поверхностям приводят к интенсивному износу этих поверхностей.
С целью повьшения срока службы обкатных валков их сделали составными из двух частей с разделением по цилиндрическому участку гладкого калибра.
Для восстановления изношенного обкатного валка производят шлифовку его торцовы с поверхностей 9 и 10 реборд 5 и 6.
При этом увеличивается осевой размер калибра, чтобы его сохранить в прежних размерах производят подшли- фовку разъема 8. Обкатной валок, выполненный по данной схеме, позволяет осуществить 10-15 переточек, что по- вьш1ает его срок службы.
Применение Новой конструкции нажимного звена, позволяющей обеспечить стягивание комплекта валков большим осевым усилием, а также охват втулкой вала и безударное соединив втулки с валом позволяет обеспе5
40
45
50
55
чить соосное расположение втулки и вала, прокатку без радиального биения валков, что повьшает точность прокатки.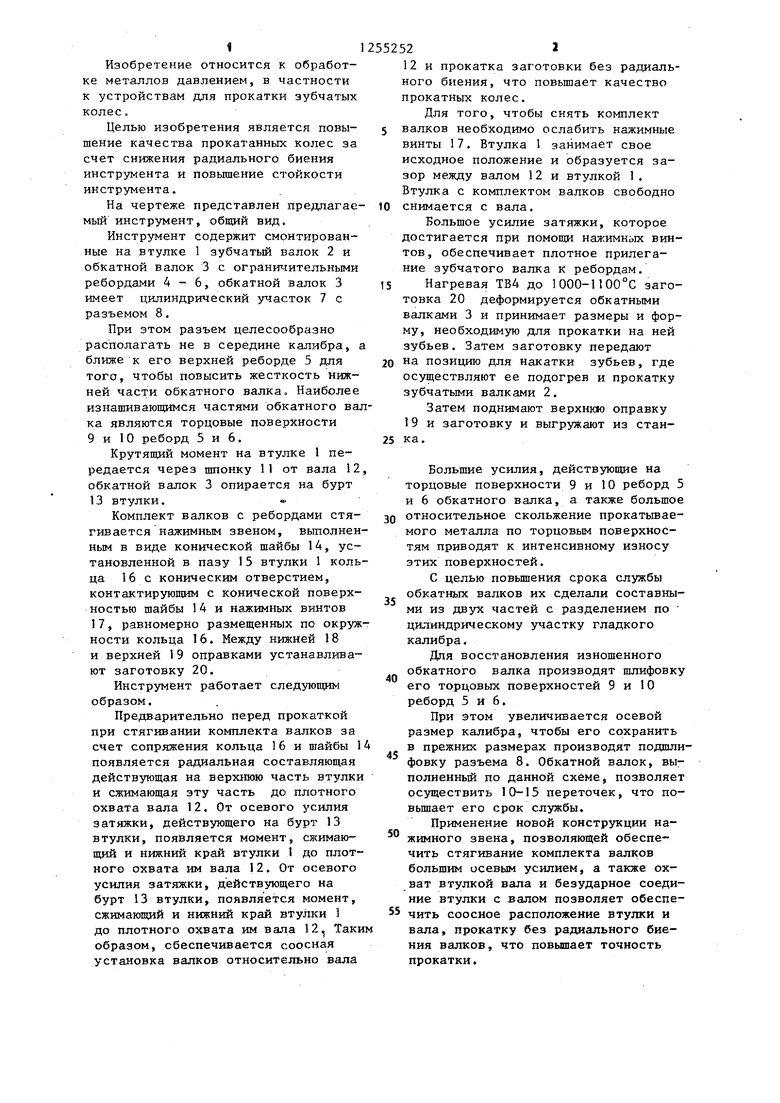
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплект инструмента для накатки цилиндрических зубчатых колес | 1980 |
|
SU927399A1 |
| Устройство для накатывания зубчатых колес | 1984 |
|
SU1225659A1 |
| Инструмент для накатки зубчатыхКОлЕС | 1979 |
|
SU841746A1 |
| Устройство для прокатки зубчатых колес | 1986 |
|
SU1323189A1 |
| Инструмент для прокатки профильных кольцевых изделий | 1977 |
|
SU637182A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Устройство для прокатки зубчатых колес | 1989 |
|
SU1697959A1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| Комплект валков для горячего накатывания зубчатых колес | 1988 |
|
SU1625570A1 |

| Целиков А.И | |||
| и др | |||
| Специальные прокатные станки.-М., 1971, с | |||
| Ледорезный аппарат | 1921 |
|
SU322A1 |
| Заслонка для русской печи | 1919 |
|
SU145A1 |
