Манометрическая пружина применяется как чувствительный элемент в манометрах и других .приборах, измеряющих давления газов, жидкостей и т. д., и представляет собою металлическую трубку эллиптического сечения, изогнутую по дуге в плоскости малой оси эллипса.
Из большого числа известных способов изготовления манометрических пружин практически используются два: гибка на вальцах с наполнителем и гибка на оправке с применением стального вкладыша.
В первом случае внутренняя полость трубки предварительно заполняется песком или поваренной солью и концы заготовки сплющиваются; затем производится гибка на вальцах, ,после чего сплющенные концы отрезаются и удаляется песок или соль,
Во втором случае изготовление пружин производится на специальных станках с применением оправки и ролика.
Предлагается гибочно-отрезной кулачковый станок, предназначенный для выполнения совмещенных операций гибки и отрезки при изготовлении манометрической пружины.
Преимуществом предлагаемого станка является автоматизация технологического процесса, высокая производительность и сокращение отходов цветных металлов.
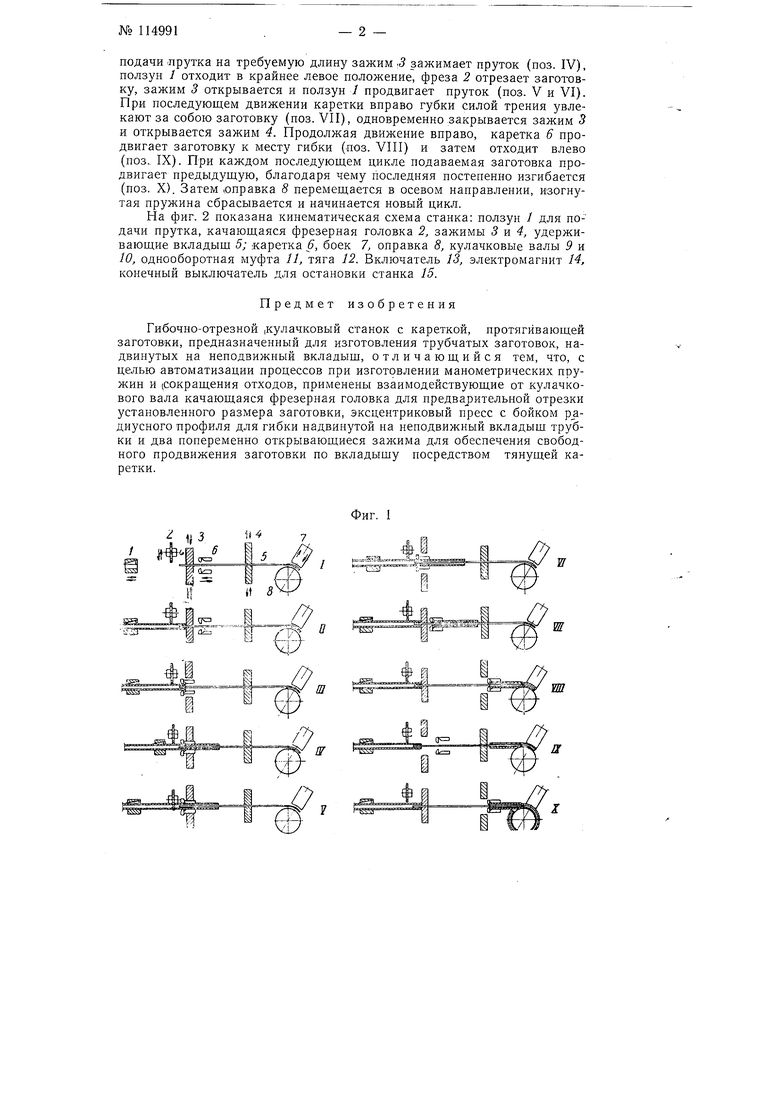
Па фиг. 1 дана технологическая схема изготовления пружины; на фиг. 2-кинематическая схема станка.
Ползун / с клиновым зажимом предназначен для подачи прутка (трубки). Отрезка заготовки производится фрезой 5. Зажимы 3 и 4 удерживают вкладыщ 5 в неизменном положении. Каретка 6, состоящая из двух независимых .губок, перемещает отрезанную заготовку к месту гибки. Гибка производится бойком 7 и оправкой 8 (поз. I).
Заправкапрутка производится вручную, при этом пруток продвигается сквозь отверстие в ползуне / и одевается на конец вкладыша (поз. П). После включения электродвигателя лри вращении кулачкового вала зажим 3 раскрывается и пропускает каретку ( (поз. П1), после
подачи лрутка на требуемую длину зажим .5 зажимает пруток (поз. IV), ползун 1 отходит в крайнее левое положение, фреза 2 отрезает заготовку, зажим 3 открывается и ползун / продвигает пруток (поз. V и VI). При последующем движении каретки вправо губки силой трения увлекают за собою заготовку (поз. VII), одновременно закрывается зажим 5 и открывается зажим 4. Продолжая движение вправо, каретка 6 продвигает заготовку к месту гибки (поз. VIП) и затем отходит влево (поз.. IX). При каждом последующем цикле подаваемая заготовка продвигает предыдущую, благодаря чему последняя постепенно изгибается (поз. X). Затем «оправка 8 перемещается в осевом направлении, изогнутая пружина сбрасывается и начинается новый цикл.
На фиг. 2 показана кинематическая схема станка: ползун / для подачи прутка, качающаяся фрезерная головка 2, зажимы 3 vi 4, удерживающие вкладыш 5; каретка 6, боек 7, оправка 8, кулачковые валы 9 и 10, однооборотная муфта 11, тяга 12. Включатель 13, электромагнит 14, конечный выключатель для остановки станка 15.
Предмет изобретения
Гибочно-отрезной кулачковый станок с кареткой, протягивающей заготовки, предназначенный для изготовления трубчатых заготовок, надвинутых на неподвижный вкладыш, отличающийся тем, что, с целью автоматизации процессов при изготовлении манометрических пружин и (Сокращения отходов, применены взаимодействующие от кулачкового вала качающаяся фрезерная головка для предва)ительной отрезки установленного размера заготовки, эксцентриковый пресс с бойком р адиусного профиля для гибки надвинутой на неподвижный вкладыш трубки и два попеременно открывающиеся зажима для обеспечения свободного продвижения заготовки по вкладышу посредством тянущей каретки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРЯМОЙ И ПРОФИЛЬНОЙ ОТРЕЗКИ МЕРНЫХ ТРУБ ДВУМЯ РЕЗАКАМИ | 1970 |
|
SU271285A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Автомат для гибки проволоки | 1976 |
|
SU604612A1 |
| Автоматический отрезной станок для разрезки металлических, в частности, ферроникелевых, трубок | 1951 |
|
SU96009A1 |
| Автоматическая линия для обработки длинномерных трубчатых деталей | 1990 |
|
SU1710301A1 |
| Автоматический отрезной станок для разрезки металлических, в частности, ферроникелевых трубок | 1951 |
|
SU103265A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Отрезной станок | 1981 |
|
SU1038117A2 |
| Штамп для резки пруткового материала | 1980 |
|
SU870016A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ ФРЕЗ | 2012 |
|
RU2596545C2 |

I
- i4-- У /7.-„.
sl
tJ./.| -
ж
7У--1
