В практике переработки термореактивпых прессматериалов в изделия широко известен и распространен способ компрессионно-литьевого прессования в открытых прессформах с обеспечением вытекания избытка при уплотнении материала. Этот способ имеет серьезные недостатки, заключающиеся в наличии увеличенного расхода исходного материала и в получении изделий с гратом.
Для устранения этих недостатков предлагается прессматериал, погруженный в открытую прессформу после замыкания последней, допо.мнительно уплотнять подвижным элементом матрицы или пуансона.
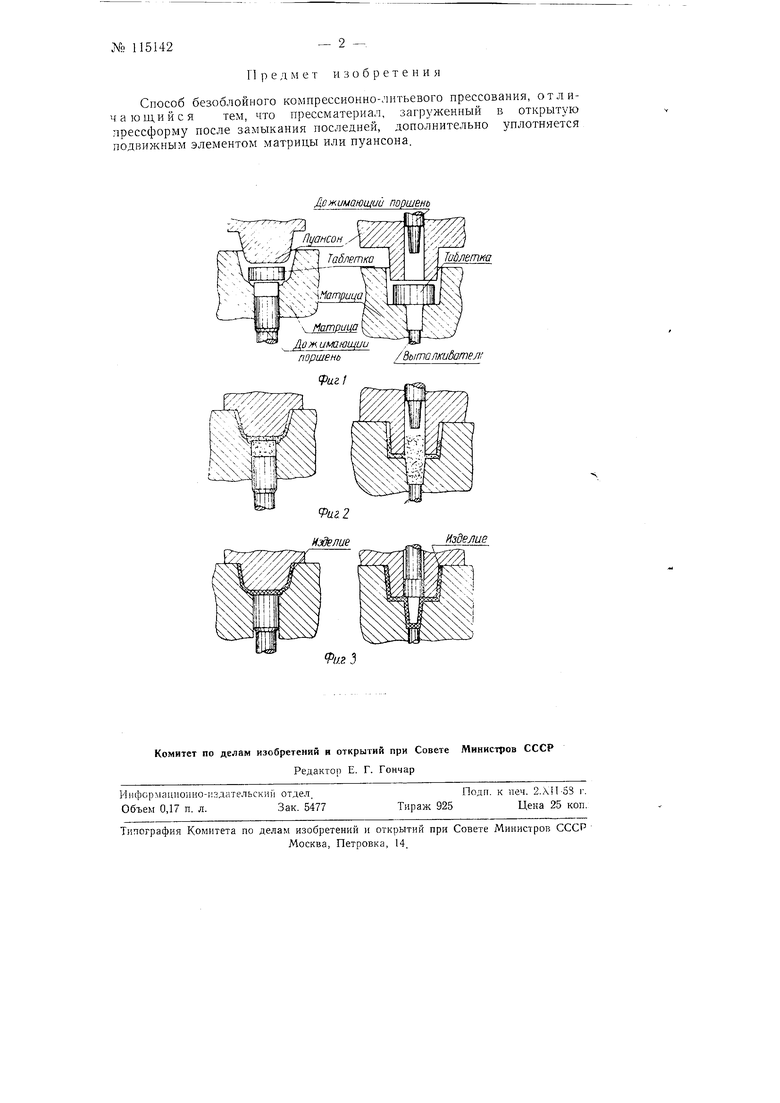
На фиг. 1, 2 и 3 приведена схема прессования изделий.
Сущность способа двойного компрессионного литьевого прессования заключается в следующем.
Предварительно подогретый прессматериал в виде порошка или таблеток загружается в открытую горячую прессформу (фиг. 1.). При замыкании прессформы пуансон, воздействуя на прессматериал, полностью не уплотняя его, заставляет растекаться по оформляющей полости прессформы и дополнительной камеры, образованной телом матрицы или пуансона и дожимающим поршнем (фиг. 2).
Размер дополнительной камеры должен исключить вытекание прессматериала через плоскость разъема прессформы при ее замыкании.
Сразу же после того, как прессформа полностью сомкнулась движением дожимающего поршня, оформляющего часть поверхности изделия, осуществляют окончательное оформление изделия (фиг. 3). В дальнейшем процесс прессования не отличается от известных способов прессования.
Для извлечения отпрессованного изделия из прессформы может быть использован как сам дожимающий поршень, так и специальный выталкиватель.
При предлагаемом методе прессования навеска прессматериа.-ia должна быть равна «номинальному весу прессуемого изделия.
Предмет изобретения
Способ безоблойного компрессионно-литьевого прессования, отличающийся тем, что прессматериал, загруженный в открытую прессформу после замыкания последней, дополнительно уплотняется подвижным элементом матрицы или пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический агрегат для производства изделий из термоактивных прессматериалов | 1958 |
|
SU129009A1 |
| Таблетирующее устройство к прессу для производства пластических изделий | 1958 |
|
SU119676A1 |
| Пресс непрерывного действия для формования изделий из пластмасс | 1958 |
|
SU116652A1 |
| Пресс-форма для переработки термореактивных полимерных материалов способом литья под давлением | 1961 |
|
SU147754A1 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |
| Пресс-форма для литьевых машин и прессов Е.А.Колкунова | 1984 |
|
SU1181876A1 |
| Многоместная прессформа компрессионного прессования | 1975 |
|
SU552203A1 |
| Пресс-форма для литьевых машин и прессов | 1983 |
|
SU1123862A1 |
| Пресс | 1980 |
|
SU903146A2 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФУРНИТУРЫ | 1967 |
|
SU196281A1 |
Дожимающий поршень
Дожимющии поршень/Вытапкидател
Риг1
9ii..
