{ тго,д СП
. :
f7 м i 1.1 I I I I I I I I I I I I I I I I i i I I pTi 11 I I I I I I I M I I t I I i
7y -/fS
tpue. 7 Изобретение относится к станкостроению, а именно к управляемым от ЭВМ автоматизированньм участкам станков с программным управлением. Известна транспортно-накопительная система участка расположенных в ряд станков, содержащая линейньлй склад-накопитель, два штабелера, транспрртные пути, датчики положения штабелеров, соединенные с устройством управления СО. Недостатком известной транспортно-накопительной системы является то, что при большом количестве станков и малом времени обработки партии деталей имеют место значительные простои станков в ожидании штабелера. Цель изобретения - сокращение простоев станков в ожидании штабелера. Поставленная цель достигается тем, что в транспортно-накопительно системе вдоль ряда станков размеще мы три пути, два из которых - основньк, параллельны складу-накопите лю, а третий выполнен волнообразным в плане и соединяется с ними своими вершинами, у которых установ лены датчики положения штабелеров, соединенные с устройством управлени Кроме того, один из основных путей выполнен волнообразным в плане и расположен оппозитно другому волн образному пути относительно второго основного пути. На фиг. 1 представлена транспорт но-накопительная система, общий вид на фиг. 2 - то же, склад-накопитель расположен между путями и станками-, на фиг. 3 - то же, один «з основных путей выполнен волнообразным. Транспортно-накопительная система содержит склад-накопитель 1, раз мещенный вдоль ряда станков 2-6 с , f , л -1 j и - у|у л7 загрузочно-разгрузочными позициями 7-11. Около склада1 расположены параллельные пути 12 и 13 для быстрого перемещения штабелеров 14 и 15 и между ними - волнообразный путь 16 для медленного перемещения. Своими вершинами 17-20 путь 16 соединяется с путём 12, а вершинами 21-25 - с путем 13. У загрузочно-разгрузочных позиций 7-11, у всех ячеек склада 1 и у всех вершин пути 16 установлены датчики 26 положения штабелеров 14 и 15, соединенные с устройством 27 управления, например ЭВМ (датчики у загрузочно-разгрузочных позиций и у ячеек не показаны). Транспортно-накопительная система работает следующим образом. В исходном положении сигналы о положении штабелеров от соответствукядих датчиков 26 поступают в устройство 27 управления. Если оба штабелера свободны, то при вызове штабелера к любому станку или к любой ячейке склада устройство 27 дает команду на перемещение туда ближайшему штабелеру. Предположив, что, как показано на фиг. t.j штабелёр 15 занят загрузкой-разгрузкой ячейки склада 1 и находится на пути 13 между вершинами 23 и 24. Штабелер 14 свободен и находится на пути 12 между вершинами 18 и 19.-От устройства 27 поступает команда на загрузку штабелера из ячейки склада t между вершинами 24 и 25. По этой Команде Штабелер 14 перемещается последовательно через вершины 19 и 24 к нужной ячейке. Работа транспортно-накопительных систем, представленных на фиг. 2 и 3, осуществляется анс. югйчно. Применение изобретения сократит простои станков в ожидании штабелера.
(риг,2
LIJ
2б13Ш7
И М И t I III III ty tKft fil
Y inn I Mfни 1Г7
- 27
фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий автоматизированный участок | 1986 |
|
SU1542781A1 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| Транспортно-накопительная система | 1984 |
|
SU1199588A1 |
| Автоматизированная транспортно-накопительная система | 1988 |
|
SU1648732A1 |
| АВТОМАТИЗИРОВАННЫЙ ЗАВОД | 1992 |
|
RU2031768C1 |
| Устройство для автоматического управления штабелером | 1975 |
|
SU557375A1 |
| Гибкая производственная система | 1987 |
|
SU1491663A1 |
| Гибкое автоматизированное производство | 1985 |
|
SU1351747A1 |
| Гибкий производственный комплекс | 1985 |
|
SU1349970A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ | 1970 |
|
SU287579A1 |

1. ТРАНСПОРТНО-НАКШЮТЕЛЬНАЯ СИСТЕМА участка станков, содержащая линейный склад-накопитель, два штабелёра, транспортные пути, датчики положения штабелеров, соединенные с устройством управления, о т л и чающаяся тем, что, с целью сокращения простоев, вдоль ряда станков размещены три пути, два из которых - основные, а третий выполнен волнообразным в плане и соединен с ними своими вершинами, у которых установлены датчики положения штабелеров , соединенные с устройством управления. 2. Система по п.1, о тл ич ающ а я с я тем, что один из основных путей выполнен волнообразным в плане и расположен оппозитно другому волнообразному пути относительно второго основного пути.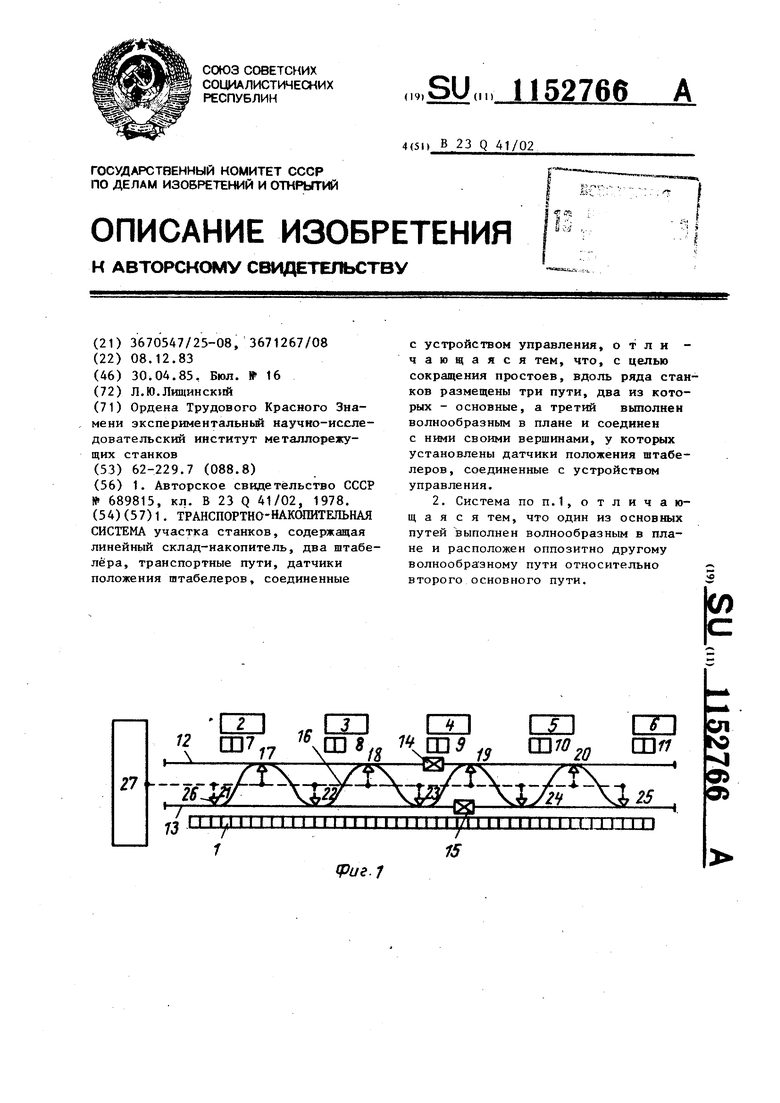
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 689815, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
