Изобретение относится к машиностроению, в частности к транспортным устройствам автоматических поточных линий, и может быть использовано для транспортирования, накопления и выдачи изделий, например кассет с электроутюгами.
Известен участок поточной линии перемещения изделий, включающий конвейер для подачи изделий, участок с неравномерным ритмом подачи изделий до участка с равномерным ритмом получения изделий и компенсатор неравномерности ритма подачи в виде подъемника накопителя С ТНедостатком этого участка поточной линии перемещения изделий является сложность процесса точного размещения изделий на участке с равномерным ритмом получения изделий изза установки только одного накопителя и выполнения его в виде подъемника.
Известен участок поточной линии перемещения изделий, включающий конвейер подачи .изделий от участка с неравномерным ритмом подачи изделий до участка с равномерным ритмом получения изделий и компенсатор неравномерности ритма подачи 2.
Однако выполнение компенсатора неравномерности ритма подачи изделий в виде промежуточных буферных линий и автоматических.линий требует использования значительных производственных площадей, а сам участок поточной линии не застрахован от простоя в случае вынужденной остановки предыдущего участка и практически не имеет возможность создавать запас изделий на случай вынужденной остановки последующего участка поточной.линии.
Цель изобретения - сокращение производственных площадей н повьшение производительности.
Указанная цель достигается тем, что в участке поточной линии перемещения изделий, включающем конвейер подачи изделий от участка с неравномерным ритмом подачи изделий до участка с равномерньм ритмом получения изделий и компенсатор неравномерности ритма подачи, последний вьшолнен в виде накопителей, размещенных симметрично с двух сторон конвейера и двух манипуляторов, установленных с возможностью подачи и захвата изделий из каждого накопителя, при этом
конвейер выполнен в виде двух самостоятельных ветвей, состыкованных в зоне размещения накопителей.
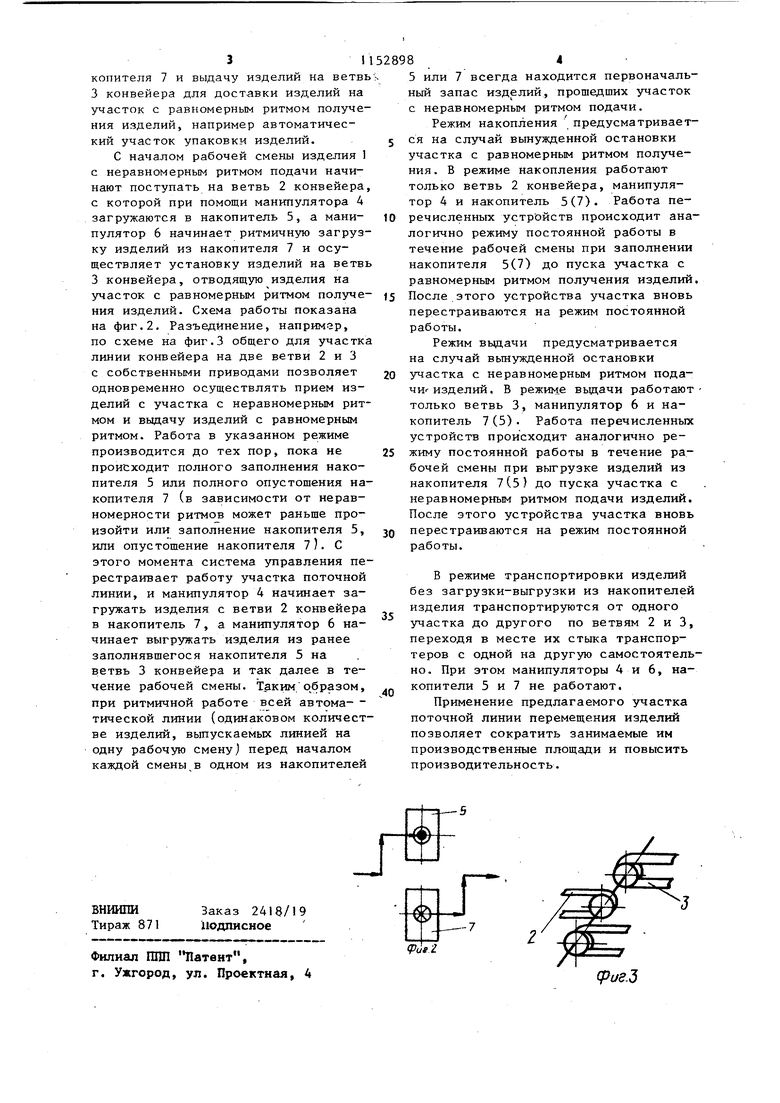
На фиг.1 схематически изображен , предлагаемый участок поточной линии, виц сверху; на фиг.2 - схема одновременной работы накопителей; на фиг.З схем.а разделения конвейеров на две самостоятельные ветви.
o Участок поточной линии для перемещения изделий 1 содержит конвейер подачи изделий I в направлении стрелки А от участка с неравномерным ритмом подачи до участка с равномерным
5 ритмом получения изделий. Конвейер подачи изделия выполнен, например, в виде двух самостоятельных ветвей 2 и 3. Над конвейером расположен манипулятор 4 для загрузки изделий в накопитель 5.
Над конвейером изделий расположен манипулятор 6 для выгрузки изделий из накопителя 7. Конвейер, манипуляторы и накопители имеют привода и систему
5 управления (не показаны ).
Участок поточной линии может работать в следующих режимах: режим постоянной работы в течение рабочей смены; режим накопления (в случае вынужденной остановки участка с равномерным ритмом получения изделий); режим вьщачи (в случае вынужденной остановки с неравномерным ритмом подачи изделий ); режим транспортировки изделий без загрузкивыгрузки из накопителей.
При необходимости может быть осуществлена работа участка поточной линии-в направлении стрелки Б (от
участка с равномерным ритмом подачи изделий до участка с неравномерным ритмом получения изделий ). Режимы работы участка поточной линии в этом случае подобны режимам при работе в
5 направлении стрелки А.
Режим постоянной работы в течение рабочей сменц. Исходное положение следующее: накопитель 5 порожний; накопитель 7 заполнен изделиями 1,
Q прошедшими участок с неравномерным ритмом подачи изделий, например участок ручной сборки электроутюгов; манипулятор 4 и система управления настроены- на снятие изделий с ветви 2 конвейера и на загрузку изделий в накопитель 5 по мере их по- ступления к манипулятору 4; манипулятор 6 и система управления настроены на ритмичное снятие изделий с на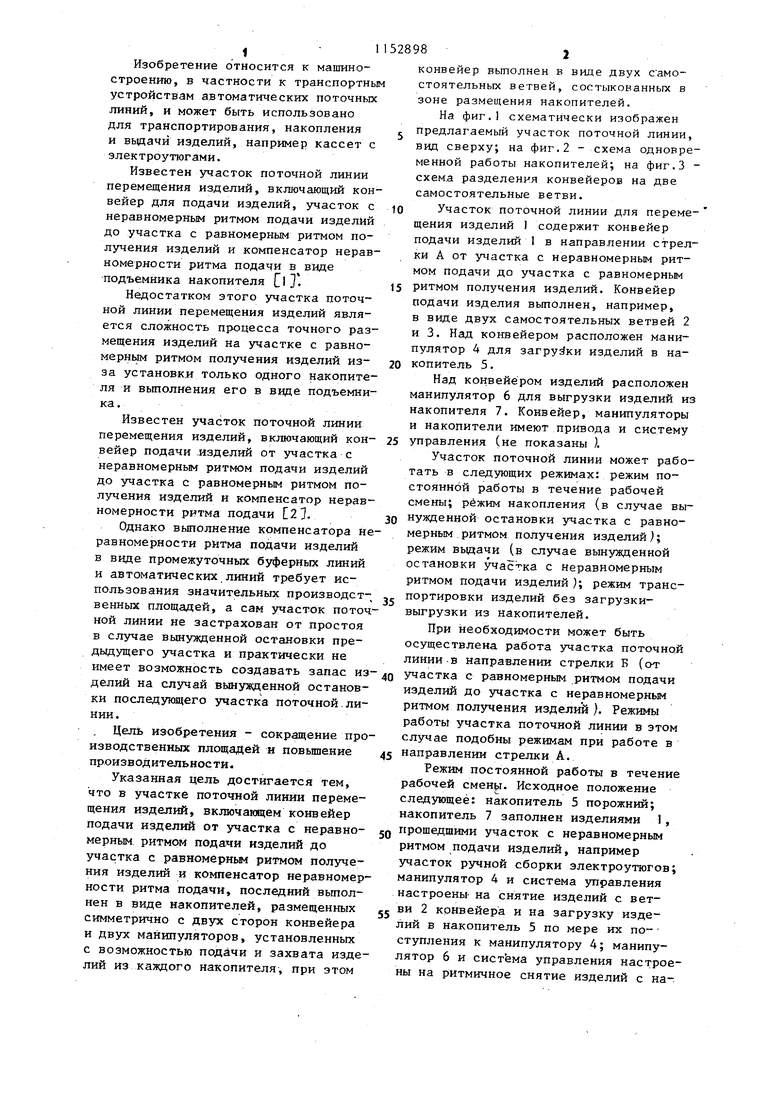
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная сборочная линия | 1985 |
|
SU1306691A1 |
| АВТОМАТИЗИРОВАННЫЙ ПРОИЗВОДСТВЕННЫЙ КОМПЛЕКС ДЛЯ ФОРМИРОВАНИЯ И ЗАРЯДКИ АККУМУЛЯТОРНЫХ БАТАРЕЙ ПРИ ИХ ПОТОЧНОМ ПРОИЗВОДСТВЕ | 2002 |
|
RU2213396C1 |
| ЛИНИЯ МОНТАЖА БУКСОВЫХ УЗЛОВ НА КОЛЕСНЫЕ ПАРЫ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1991 |
|
RU2078704C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Линия мойки посуды, укрепленной на подносах | 1990 |
|
SU1747214A1 |
| Автоматизированный участок | 1980 |
|
SU917911A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАКОЛКИ ШПАЛ И ЗАКРЕПЛЕНИЯ ИХ ОТ РАСТРЕСКИВАНИЯ | 2003 |
|
RU2249645C1 |
| Линия для производства суровых чулок | 1977 |
|
SU735684A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
УЧАСТОК ПОТОЧНОЙ ЛИНИИ ПЕРЕМЕЩЕНИЯ ИЗДЕЛИЙ, вктаочающий конвейер подачи изделий от участка с неравномерным ритмом подачи изделий до участка с равномерным ритмом получения изделий и компенсатор иера номерности ритма подачи, о т л и ч ающийс я тем, что, с целью сокращения производственных площадей и повышения производительиости, компенсатор неравномерности ритма подачи изделий вьшолнен в виде накопителей, размещенных симметрично с двух сторон конвейера и двух манипуляторов, установленных с возможностью подачи и захвата изделий из каждого накопителя, при этом конвейер вьтолнен в виде двух самостоятельных ветвей, состыкованных в зоне размещения накопителей.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ НАКОПЛЕНИЯ ШТУЧНЫХ ГРУЗОВ | 0 |
|
SU337317A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Информационный материал сборочного оборудования фирмы Бош, Bosch Montagetechnik, р Bosch GmbH.,, 205, 1980 (прототип). | |||
