Изобретение относится к электротехнической промышпенности и ыожет быть использовано для сортировки пластин аккумуляторов.
Целью изобретения является повышение производительности и надежности.
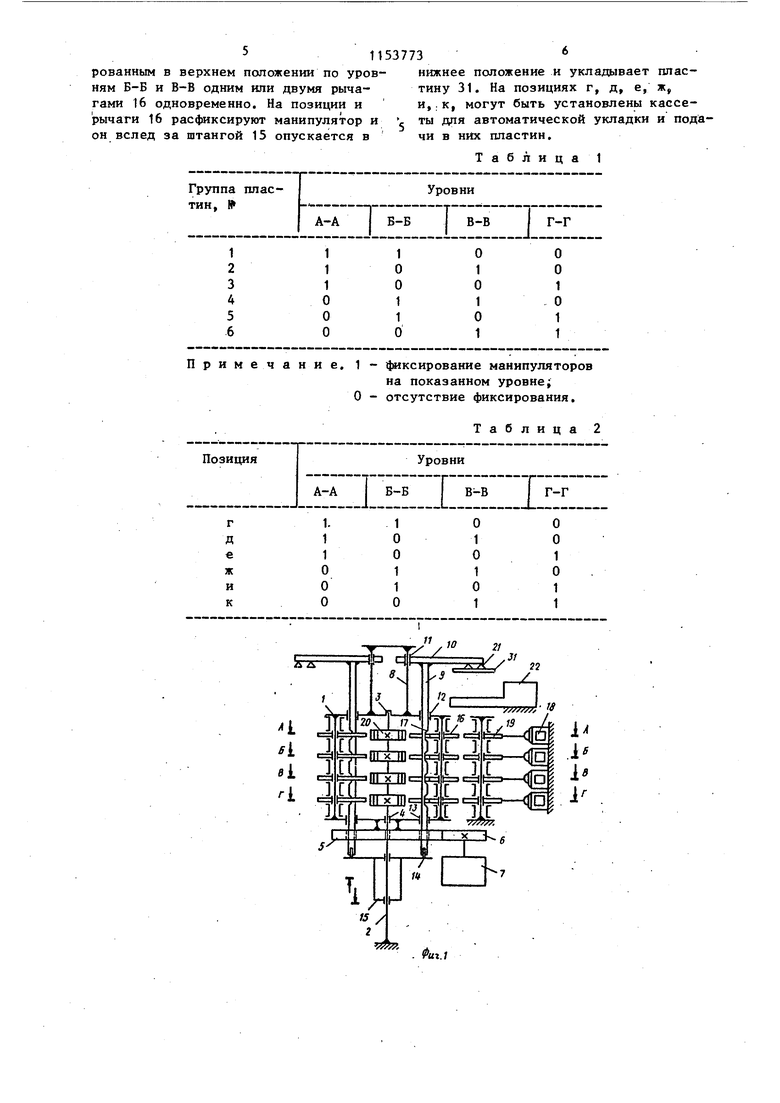
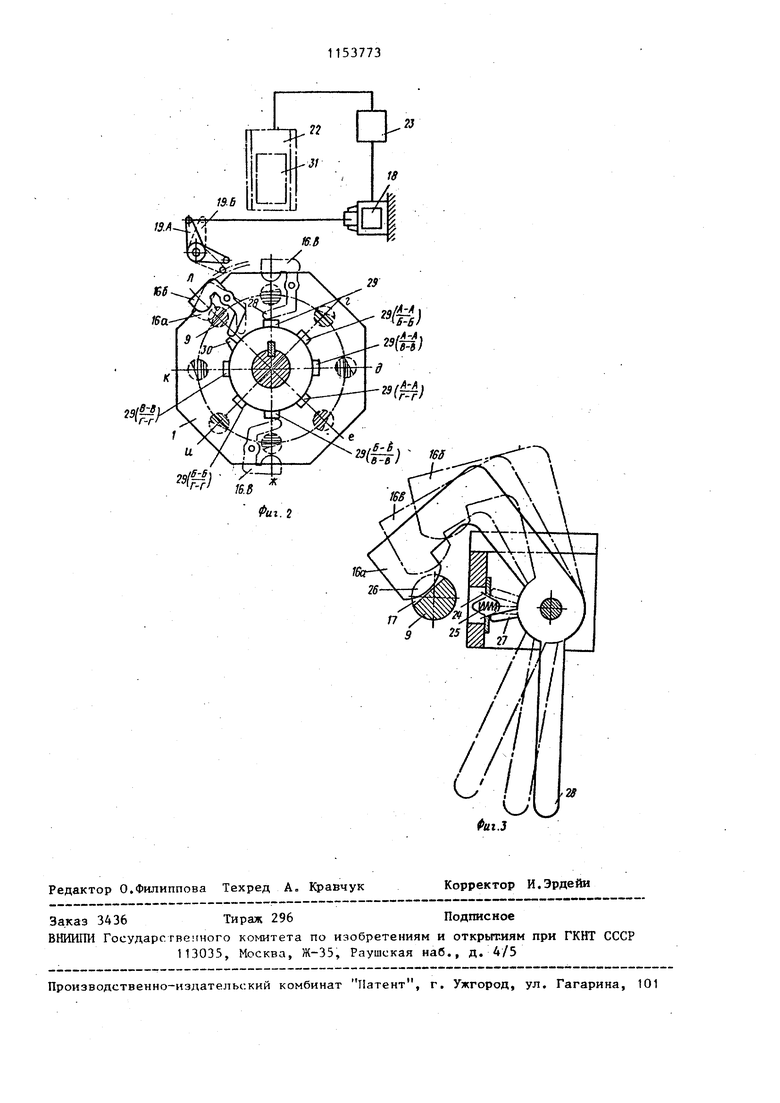
На фиг.1 изображена общая схема предложенного устройства; на фиг.2 то же, вид сверху; на (|мг.З - схема взаимодействия рычага с пазом подвижной стойки манипулятора.
Предложенное устройство содержит барабан 1, установленный на вертикальной оси 2 при .помощи упорного подшипника 3 и радиального подшипника 4. На нижнем венце барабана 1 установлено зубчатое колесо 5, связанное с шестерней 6 привода 7,. обеспечивающего поворот барабана 1 с позиции на позицию. На верхнем торце барабана 1 установлены неподвижные стойки 8, Подвижные стойки 9 с закрепленными на них манипуляторами 10 установлены в подшипниках 11, 12, 13 с возможностью вертикального перемещения. В нижней части каждой стойки 9 установлены ролики 14, опирающиеся на торец штанги 15, совершающей вертикальные возвратно-поступательные движения от привода-; В средней части барабана 1, напротив каждого манипулятора 10, установлены запоминающие узлы с рычагами-фиксаторами 16, совпадающими по количеству и уровням с пазами 17 стойки 9 (в крайнем верхнем ее положении) и с электромагнитами 18 исполнительного механизма, которые переключают фиксаторы через ка чалки 19. В центре барабана по уровням рычагов 16 установлены кулачкиупоры 20, Манипуляторы 10 снабжены захватами 21, узел контроля 22 воздействует на фиксаторы через коммута ционный блок 23. Защелка 2А с пружиной 25 обеспечивает два устойчивых положения а и 6 фиксатору 26.через плечо 27, плечо 28 взаимодействует с одним из упоров 29 или 30, расположенных на позициях г, д, е, ж, и, к по периферии кулачков 20, Упоры 29 предназначены для перевода рычагов в неустойчивое положение , При этом самостоятельный возврат рычага 16 из неустойчивого положения & под дейст вием подпружиненной защелки 24 возможен только в устойчивое положе,ние (Я . Упоры 30, установленные на позиции Л (у всех кулачков 20), пред назначены для перевода всех рычагов в устойчивое положение о , Каждый манипулятор 10 содержитзапоминающий узел, состоящий из четырех рычагов 16. При этом четыре ры чага обеспечивают сортировку на щес групп в результате одновременного включения двух электромагнитов 18 в различных сочетаниях (дпя фиксации подвижных стоек 9 в крайнем верхнем положении) и наличия на позициях г, д, е, ж, и, к, л двух упоров 29 по соответствующим уровням в тех же комбинациях (для рас4мксации манипуляторов и укладки ппастин) Запо минание номеров групп осуществляетс в результате использования различны крмбинаций возможного включения четы рех элементов по два. Фиксирование манипуляторов рычагами в зависимости от номеров групп осуществляется по алгоритму, представленному в табл,1. Алгоритм наличия упоров на позициях сортировки по соответствзпощим уровням представлен в табл,2. На позиции 8 упоры 29 установлены на всех кулачках 20 дпя расфиксации всех манипуляторов независимо от номеров групп. Позиция Л может быть ис пользована также для укладки на ней пластин еще одной группы или пластин, выходящих за пределы допуска по толщине. Запоминание номера этой группы происходит в результате фиксирования манипуляторов тремя или четырьмя рычагами одновременно. Устройство работает следующим образом, В исходном положении штанга 15 совместно со стойками 9 и манипуляторами 10 находится в крайнем верхнем положении, барабан 1 неподвижен, рычаги 16 на позиции л находятся в крайнем положении 5 , электромагниты 18 обесточены, качалки 19 находятся в положении А: Электродные пластины 31 подают поштучно на узел контроля 22 (например, весы или прибор для измерения толщины). После измерения узел контроля 22 выдает управляющий сигнал в соответствии с номером группы измеренного размера путем включения электромагнитов 18 в нужной комбинации. Пример, Измеряемая пластина принадлежит размерной группе 4, В этом случае электромагниты 18 включаются по уровням Б-Б и В-В, а качалки 19 переводятся из положения с| в положение о. Далее привод 7 поворачиваетбарабан 1 (по часовой стрелке) на угол 45 , т.е. на следующую позицию положения манипуляторов. В начале этого поворота рычага 16 на уровнях Б-Б и В-В встречаются с хвостовиками качалок 19 и переводятся ими в фиксированное положение а при ротором фиксатор 26 входит в паз 17 подвижной стойки 9 , т,е. происходит запоминание номера группы пластины. В конце поворота барабана 1 плечо 28 каждого переведенного в положение q рычага встречает упор 29, который переводит эти рычаги в положение Б и выводит фиксаторы 26 из паза 17. По окончании поворота штанга 15 опускается в нижнее положение. Манипулятор 10 захватом 21 берёт электроднуюпластину 31 , а штанга 15 поднимается в крайнее верхнее положение совместно с манипулятором и пластиной. Во время подъема штанги и манипуляторов 10 на узел контроля 22 подается следующая пластина. После ее измерения узел контроля 22 отключает предыдущую пару электромагнитов 18 и включает новую пару, которая соответствует номеру группы вновь измеренной пластины. После этого барабан 1 поворачивается на следующую позицию и цикл повторяется. Манипулятор с первой измеренной йластиной 31 при периодическом повороте барабана на пози1цгях г, д, е, ж, и остается зафиксированным в верхнем положении по уровням Б-Б и В-В одним или двумя рычагами 16 одновременно. На позиции и рычаги 16 расфиксируют манипулятор и он вслед за штангой 15 опускается в
нижнее положение и укладывает пластину 31. На позициях г, д, е, ж, и,.к, могут быть установлены кассеты для автоматической укладки и подачи в них пластин.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки пластин электрических аккумуляторов | 1974 |
|
SU670038A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Устройство для сортировки полупроводниковых приборов по электрическим параметрам | 1980 |
|
SU1014072A1 |
| Устройство для контроля и сортировки полупроводниковых изделий | 1980 |
|
SU1028388A1 |
| Устройство для разбраковки п-образных ферритовых сердечников | 1972 |
|
SU449374A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| Автоматизированная установка для ультразвукового контроля изделий | 1989 |
|
SU1767410A1 |
| СПОСОБ СОРТИРОВКИ ОБЪЕКТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1991 |
|
RU2024333C1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Устройство для контроля и сортировки многогранных пластин | 1981 |
|
SU1079309A1 |
УСТРОЙСТВО ДОЯ СОРТИРОВКИ ПЛАСТИН АККУМУЛЯТОРОВ, содержащее барабан со стойками, установленный на вертикальной оси, манипуляторы, установленные каждый на двух стойках барабана с возможностью вертикального перемещения, штангу, узел контроля с исполнительным механизмом на электромагнитах, запоминающие узлы в виде блока рычагов, установленные на барабане напротив каждого манипулятора, упоры, установленные на позициях сортировки, и привод, ,отличающееся тем, что, с целью повьппения производительности и надежности, одна из стоек каждого манипулятора выполнена подвижной, жестко связана с манипулятором и снабжена пазами, по количеству и уровням расположения совпадающими с рычагами запоминающего, узла, а одно из ппеч каждого рычага запоминающего г узла выполнено в виде фиксатора. k/)
Примечание. 1
фиксирование манипуляторов на показанном уровне; отсутствие фиксирования.
Таблица 2
| АВТОМАТ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ ПО ЛИНЕЙНРАЗМЕРАМ5Ш" | 1972 |
|
SU425671A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Устройство для сортировки пластин электрических аккумуляторов | 1974 |
|
SU670038A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
