1,11 Изобретение относится к прокатному пронэ водству, в частности к управлению механизмами прокатного стала. По ocJiOBfiOMy апт. св.№ 1036418 известно устропстпо для автоматической настройки прокатной клетн, содержащее фотодатчик металла, выход которото соединен с входом второго элемента И, второй вход которого соедипеп с выходом второго инверто ра, вход которого подключен к выходу компаратора, вход icoToporo соединен с иьходом датчика тока, выход компаратора таючз соедине) с входом элемента ИЛИ, второй вход которого через первъп блок выдержки време51И подсоедппен к выходу второго элемента И, а выход элемента ИЛИ сое;1,инси с входами гкрвого и второго бдоков задс -си, выход второго (5лока задержки через ш 0„ртор соедннеп с нходом первого элемента И, которого подключен к управляющему входу регулятора положения, второй вход которого соед.ннен с выходом блока регудиро вания, вход, которого подключен к выходу измерителя отклонения температуры, один вход которого соединен с выходом фотопирометра а второй (управляющий) вход подключен к выходу первого блока задержки, Ь1ХОД, которого coe/uHiei также с вторым входом элеме5гга И 1. Известное -стройство осущеегвляет настройку межпа;н ового зазора изменением положения нажимных В1П1ТОВ в функдиитемнературы в наузе между прО :аткой отдельных раскатов, Перед П юкаткой в чистовой клети измеряет- ся температура переднего конда раската, онределяется ее откло-Heinje от базовой и вычисляется необходимое изменение межвалкового зазора, обеспеч1шаюг,цего компенсацию влияния температуры на размеры проката, регулятором ноложепия устанавливается новое значение межвалкового зазора, которое сохраняется как нри нрокагке, так и после выхода металла из клети до нр,1{хо/1,а нового раската, после чего весь дикл повторяется заново. Одна1со в некоторых случаях на линейных станах нрокатка в Ч1 сто1юй клети производится в несколько проходов. Иснользование известного устройства, осуществляющего коррекщно межвалкового зазора в последнем чистовом проходе, HapyinaeT настройку клети в предчистовых нроходах, так как величина мелсвалколого зазора в результате произведенной коррек1,ши в чистовом дроходе npi иро- . катке следу а1цег0 раската не соответствует Т}5ебуемой по режиму прокатке. Это приводит к тому, что подкат перед чистовым проходом имеет размеры, изменяшщдеся случай ым образом, что з судшает точность размеров готового проката.
положения нажимн.ьгк винтов. Вход блока 12 Цель изобретения - повыиюние точности размеров проката, увеличение выхода годного, экономия метал,ла путем компенсации влияния температуры на размеры проката. Поставленная нель достигается тем, что устройство для автоматической настройки прокатной клети дополнительно содержит второй блок выдержки времени, вход которого coeдиt eн е выходом первого блока задеряски, а выход - с вторым входом первого элемента И. Такое выполнение устройства обеспечивает восстановле)н1е нервоначальной настройки клети после чистового прохода и прокатку металла в лредчистовых проходах в соответствии с режимом прокатки. Па чертеже представлена блок-схема устройства для автоматической настройки прокатной клети. Устройство состоит из фотодатчика наличия металла, выход которого соединен с первым входом второго элемента И 2. Выход второго элементй И 2 соединен с блоком 3 выдержки времегат. который настраивается таким образом, что сигнал на его выходе держится в течение интервала времени, необходимого для прохождения передт1м концом )аската расстояния от фотодатчика 1 наличия металла до клети. Выход блока 3 выдержки времени соединен с входом элемента ИЛИ 4, пыход которого подключен к входам блоков 5 и 6 задержки. Первый блок 5 задержки реализует- выдержку времени, необходимую для измерения фотопирометром 7 температуры переднего кон.ца раската. Второй блок задержки реализует выдержку времени, необходимую для отработки задания тш перемещение нажимных БИНГО;). Выход первого блока 5 задержки соединен с управляющим входом измерителя 8 отклонения температуры, второй вход которого соедш1ен с выходом фотопирометра 7. Первый вход первого элемента И 2 через -, инвертор 9 подсоединен к выходу второго блока б задержки. Выход первого элемента И 10 соединен с управляющим входом регулятора 11 положения нахсимных винтов. Регулятор положе1Н1я нажимных винтов осуществляет отработку сигнала задания на перемещение нажимных винтов и имеет управляющий вход, кото)ый используется для блокировки регулятора положения { необходим для предотвращения са.мопроизвольдой отработки сигнала задания во время дрокатки металла в клети. Второй вход регулятора 11 нолол ения соединен с выходом блока 12 регулирования, кото-, рый опреде;гяет необходимое соответствие между юменеиием темнературы нодката и изменением

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической настройки прокатной клети | 1982 |
|
SU1036418A1 |
| Устройство для автоматической компенсации износа оборудования при прокатке | 1985 |
|
SU1279693A2 |
| Устройство для автоматического управления скоростью задающей клети при периодической прокатке | 1985 |
|
SU1284631A1 |
| Устройство для автоматической компенсации износа оборудования при прокатке | 1985 |
|
SU1287964A1 |
| Система стабилизации размеров проката | 1984 |
|
SU1186308A1 |
| Предварительно напряженная клеть | 1980 |
|
SU1025471A1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| Система автоматического регулирования толщины полосы при прокате | 1979 |
|
SU865460A1 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1988 |
|
SU1637963A1 |
УСТТОЙСТВО ДЛЯ АВТОМАТИЧЕС КОЙ НАСТГОЙКИ ПГОКАТНОЙ КЛЕТИ по авт. св. 1036418, отлнчающеес я тем, что, с целью повышения точности размеров проката, увеличения выхода годдого, экономии металла путем компенсации влияния температуры на размеры проката, оно дополнительно содержит второй блок выдержки времени, вход которого соединен с выходом первого блока задержки, а выход - с вторым входом первого элемента И.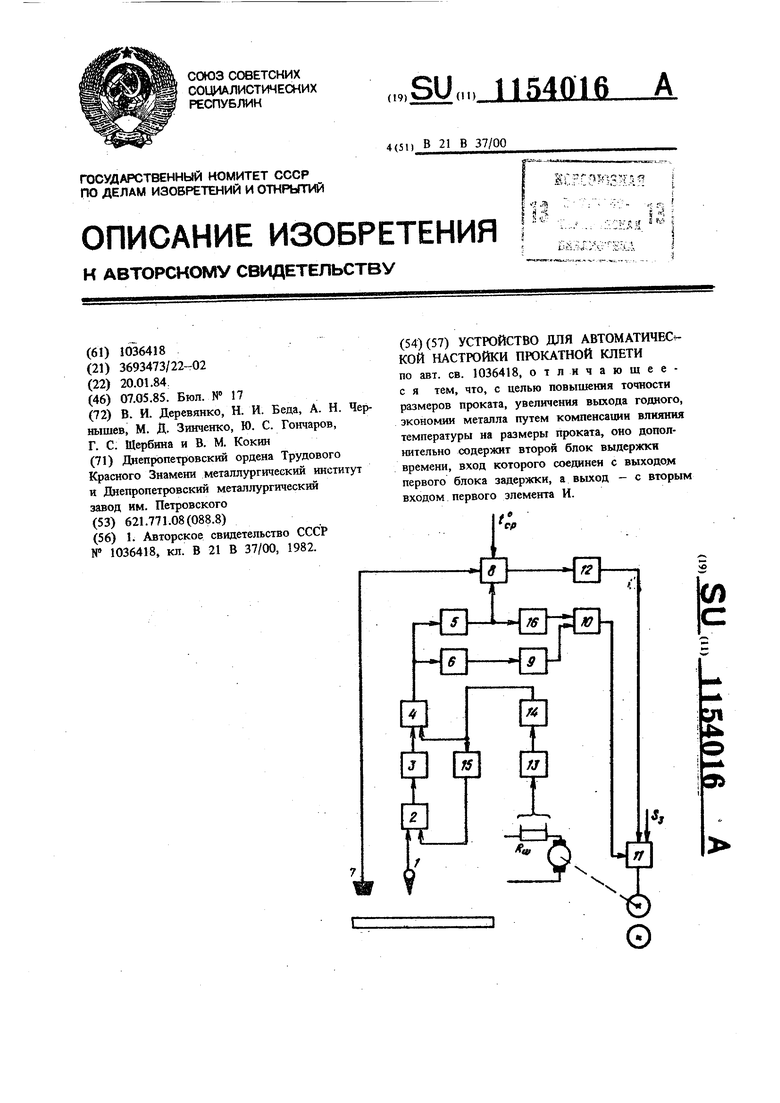
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической настройки прокатной клети | 1982 |
|
SU1036418A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
