Изобретение относится к листопрокатному производству и может быт:, использовано при производстве полос на непрерывных широкополосных станах (НШС) горячей прокатки.
Цель изобретения - повышение качества прокатываемого металла путем обеспечения планшетности.
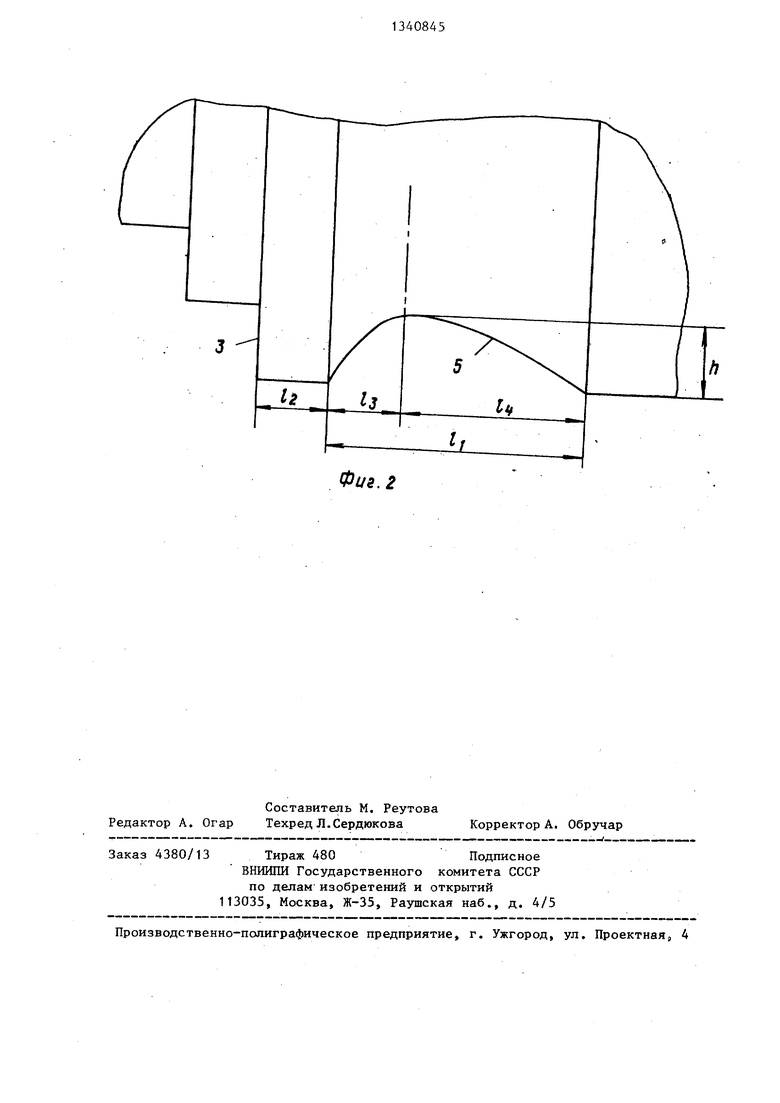
На фиг. 1 изображен валок с давленнымслоем, общий вид; на фиг. 2 - образующей кольцевой проточки по месту нанесения наплавляемого слоя.
LP и
Валок состоит из бочки 1 длиной
шеек 2. Бочка валка имеет переменную износостойкость рабочей поверхности от торцов 3 к середине сечения 0-0. На концах бочки на рассто- янии Ij (О ,05-0, 15)1 J, где 1 - расстояние от торца бочки до проточ
кИу, l- g длина бочки валка, вьшолйены симметрично расположенные относительно ее середины профильные кольцевые проточки 4 с профилем образующей 5, вьшопненным в виде сопряженны гиперболы с параболой таким образом, что длина 14 гиперболической части составляет 3-15 длин 1 пapaбoJ;ичecкoй части. Глубина h кольцевой прото.чки выполнена равной 0,02-0,002 диаметра D валка. Общая ширина 1 проточки составляет 0,1-0,3 длины бочки валка Эти кольцевые проточки заполняются наплавленным металлом, имеющим большую твердос ть, чем основное тело валка.
Валок работает следующим образом.
Полоса, перемещаясь по рольгангу, попадает в межвалковые зазоры, в которых происходит ее деформация. Сопротивляясь деформации, полоса воздействует на валки, вследствие чего они постепенно изнашиваются. .Данный износ происходит неравномерно по длине бочки валка, изменяя профиль образующей бочки. В предлагаемом валке при прокатке кромки полосы контактируют с поверхностью рабочих валков в местах, где выполнены кольцевые проточки, заполненные металлом с твердостью, большей твердости поверхности валка. Таким образом, неравно
Глубина кольцевой проточки выполз няется равной (0,02-0,002) D. Это обусловлено объемом металла, прокатанного валком, до вьшолнения на нем кольцевых проточек, заполненных металлом большей твердости, чем металл валка. Изготовление проточек глубимерность износа по длине бочки валка gg ной менее 0,002 D может привести к
наблюдается в меньшей степени, чем при использовании известных валков, так как величина износа валков под- стуженными кромками становится
тому, что при большем объеме прокаты ваемого металла начнется выработка основного металла, так как износ вал ка за одну лишь кампанию может сое
соизмеримой с износом валка в средней его части.
Ширина кольцевых проточек, заполненных металлом большей твердости, чем твердость поверхности валка, составляет 0,1-0,3 длины бочки валка. Данное соотношение обеспечивает оптимальные условия использования пред- лагаемого валка. При ширине проточки меньше О,1 длины бочки не гарантируется, что вся кромка полосы будет прокатываться металлом большей твердости, так как при различных допусках по щирине полоса своими кромками может не попадать на этот металл, при этом кромка полосы прокатывается основным металлом валка. Таким образом, износ валка будет неравномерным по длине бочки, что приводит к ухудшению планшетности полосы. При гиирине проточки больше, чем 0,3 длины бочки, кольцевые проточки, заполненные твердым металлом, размещаются на большей части , чем основной металл вал- ка. В результате не обеспечивается равномерность износа бочки валка, что также приводит к ухудшению планшетности полосы.
Проточки на валке отстоят на расстоянии 0,05-0,15 длины бочки от ее торца. Эти параметры обусловлены
тем, что бочка валка на расстоянии порядка 100 мм от ее края не контактирует с прокатываемой полосой и уменьшение расстояния от края бочки до проточки менее 0,05длины бочки может привести лишь к снижению прочности валка. Увеличение этого расстояния более 0,15 длины бочки приводит к тому, что при прокатке кромка полосы контактирует с валками за пределами наплавленного металла. Это ска- зьгоается на неравномерности износа валка по длине и, следовательно, приводит к ухудшению планшетности прокатываемой полосы.
Глубина кольцевой проточки выполз няется равной (0,02-0,002) D. Это обусловлено объемом металла, прокатанного валком, до вьшолнения на нем кольцевых проточек, заполненных металлом большей твердости, чем металл валка. Изготовление проточек глубиной менее 0,002 D может привести к
тому, что при большем объеме прокатываемого металла начнется выработка основного металла, так как износ валка за одну лишь кампанию может соетавить 0,001 и. Это приводит к неравномерности изЕюса валка по его длине и ухудшению планшетности полосы. Лишь на валках, которые заваливаются в клеть последний раз, после чего они будут списаны, возможно выполнение проточек с минимальной глубиной проточки, т.е. 0,002 D. Выполнение
15
20
25
30
проточек глубиной более 0,002 D неце- Q чении ширины проточки возрастает ко- лесообразно, потому что глубина рабочего слоя валка составляет (0,02- 0,03) D, а при выработке порядка 0,02-0,025 D валок списывается, т.е. выполнение проточек глубиной более 0,02 D приводит к увеличению затрат на его изготовление.
Соотношение гиперболической и параболической частей длины проточки выбираются из соотношения 1 (3-15) 1,, где 1 - длина гиперболической части; 1, - длина параболической части. Это обусловлено тем, что при соотношении этих длин больше 15 форма профиля кольцевой проточки имеет ярко выраженную пикообразную форму, где максимальная толщина наплавляемого слоя расположена на узком участке. Поскольку кромка полосы подстужена на пшрине 50-250 мм, то выработка валка происходит на более широком участке, чем участки, где расположена максимальная толщина наплавленного слоя. Таким образом, это приводит к тому, что при длительной эксплуатации предлагаемого валка может начаться выработка основного тела валка. Это вызывает неравномерность износа бочки по длине, и, следовательно, ухудшение планшетности полосы. Кроме того, это соотношение не следует увеличивать более 15, потому что при прокатке полоса перемещается по длине бочки и, следовательно, увеличивает ширину участка максимальной выработки, что приводит к результатам, аналогичным описанным. При соотношении этих длин менее 3 область максимальной глубины находится ближе к середине проточки и, следовательно, уменьшается расстояние между этими областями двух проточек, что приводит к необходимости прокатывания более узких полос, чем предусмотрено возможностями стана.
Предлагаемый валок может быть использован при прокатке полосы в чистовой группе клетей, например семи- клетьевой, НШС 1700 горячей прокатки (LJ. 1700 мм, D 700 мм). При этом
робоватость. При уменьшении ширины проточки до минимальной увеличивается волнистость кромки. При граничных значениях во всех случаях предлагаемый валок обеспечивает более высокое качество, чем известный.
ПредЛагаемьй валок обеспечивает повьш1ение качества прокатываемого ме- талла путем обеспечения планшетности, которая достигается тем, что При прокатке полос износ поверхности бочки такого валка происходит более равномерно, чем у валков без кольцевых проточек, заполненных металлом с твердостью, большей твердости поверхности валка, потому что в местах более интенсивного износа (в местах контакта с кромкой полосы) поверхности бочки валка находится металл большей твердости, который подверга-. ется износу медленнее, чем основное тело валка. Таким образом, износ бочки валка по всей длине происходит равномерно, что и обеспечивает п анщет- ность полосы на период всей кампании эксплуатации валков.
Формула изобретения Валок клети листопрокатного стана, состоящий из шеек и бочки с переменной износостойкостью рабочей поверхности от торцов к середине, о т л и- чающийся тем, что, с целью повьш1ения качества прокатываемого металла путем обеспечения планшетное- 45 ти, по концам бочки, отстояпрм на
0,05-0,15 длины бочки от ее края, выполнены симметрично расположенные относительно ее середины профильные кольцевые проточки, заполненные наплавленным металлом с твердостью, большей твердости поверхности валка, а профиль образующей кольцевой проточки - в виде сопряженных гиперболы с параболой, при этом длина гиперболической части-составляет 3-15 длин параболической части, глубина кольце- вой проточки равна 0,02-0,002 диаметра валка, Ш1{рина проточки составляет 0,1-0,3 длины бочки валка.
35
40
50
55
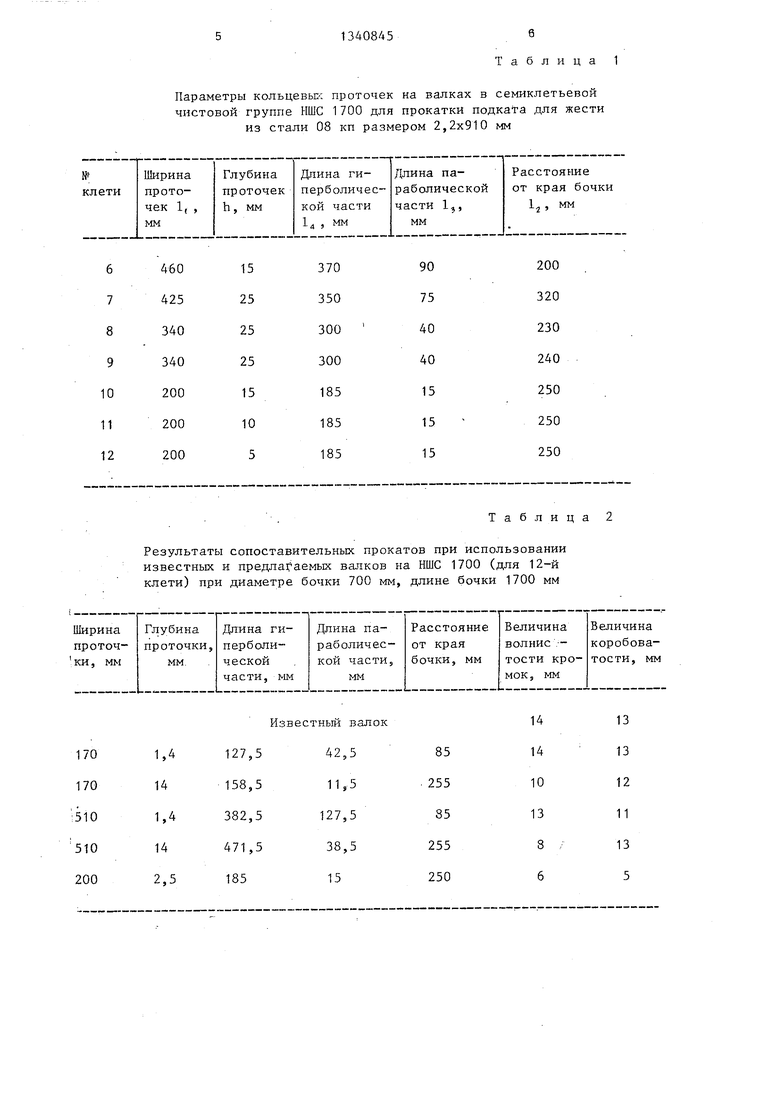
валки изготовляются с параметрамиколь- цевых проточек, представленными в табл.1
Как видно из табл. 2, при минимальном расстоянии проточек от края бочки увеличивается величина волнистости кромок, при максимальном значении этого расстояния значительно увеличивается коробоватость. При увели5
0
5
0
Q чении ширины проточки возрастает ко-
робоватость. При уменьшении ширины проточки до минимальной увеличивается волнистость кромки. При граничных значениях во всех случаях предлагаемый валок обеспечивает более высокое качество, чем известный.
ПредЛагаемьй валок обеспечивает повьш1ение качества прокатываемого ме-. талла путем обеспечения планшетности, которая достигается тем, что При прокатке полос износ поверхности бочки такого валка происходит более равномерно, чем у валков без кольцевых проточек, заполненных металлом с твердостью, большей твердости поверхности валка, потому что в местах более интенсивного износа (в местах контакта с кромкой полосы) поверхности бочки валка находится металл большей твердости, который подверга-. ется износу медленнее, чем основное тело валка. Таким образом, износ бочки валка по всей длине происходит равномерно, что и обеспечивает п анщет- ность полосы на период всей кампании эксплуатации валков.
Формула изобретения Валок клети листопрокатного стана, состоящий из шеек и бочки с переменной износостойкостью рабочей поверхности от торцов к середине, о т л и- чающийся тем, что, с целью повьш1ения качества прокатываемого металла путем обеспечения планшетное- 5 ти, по концам бочки, отстояпрм на
0,05-0,15 длины бочки от ее края, выполнены симметрично расположенные относительно ее середины профильные кольцевые проточки, заполненные наплавленным металлом с твердостью, большей твердости поверхности валка, а профиль образующей кольцевой проточки - в виде сопряженных гиперболы с параболой, при этом длина гиперболической части-составляет 3-15 длин параболической части, глубина кольце- вой проточки равна 0,02-0,002 диаметра валка, Ш1{рина проточки составляет 0,1-0,3 длины бочки валка.
5
0
0
5
Параметры кольцевьп-: проточек на валках в семиклетьевой чистовой группе НШС 1700 для прокатки подката для жести из стали 08 кп размером 2,2x910 мм
Результаты сопоставительных прокатов при использовании известных и предлагаемых валков на НШС 1700 (для 12-й клети) при диаметре бочки 700 мм, длине бочки 1700 мм
Таблица 1
Таблица 2
Фт.2
Редактор А. Огар Заказ 4380/13
Составитель М, Реутова Техред Л.Сердюкова
Корректор А.
Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А. Обручар
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
| Рабочий валок листопрокатного стана | 1985 |
|
SU1306611A1 |
| ОПОРНЫЙ ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2081716C1 |
| Рабочий валок чистовой клети непрерывного листового стана горячей прокатки | 1986 |
|
SU1388126A1 |
| Комплект рабочих валков | 1986 |
|
SU1349815A1 |
| Способ профилирования рабочих валков листопрокатной клети | 1985 |
|
SU1268225A1 |
| ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2218219C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2202422C2 |
| Опорный валок листопрокатной клети кварто | 1987 |
|
SU1479152A1 |
Изобретение относится к листопрокатному производству и может быть использовано при производстве полос на широкополосных станах. Цель изобретения состоит В обеспечении повышения качества проката путем улучшения планшетности полосы. Это решается тем, что в валке клети листопрокатного стана, состоящем из шеек 2 и бочки 3 с переменной износостойкостью рабочей поверхности от торцов 3 к середине, по концам бочки, отстоящим на 0,05-0,15 длины бочки от края ее, выполнены симметрично расположенные относительно ее середины: профильные кольцевые проточки 4, заполненные наплавленным металлом с твердостью, большей твердости поверхности бочки, причем профиль образующей кольцевой проточки вьшолнен в виде сопряженных гиперболы с параболой так, что длина гиперболической части составляет 3-15 длин параболической, а глубина кольцевой проточки вьшолнена равной 0,02-0,002 диаметра .валка, при этом ширина кольцевой проточки составляет 0,1-0,3 длины бочки валка. Величина износа валков подстуженными кромками становится соизмеримой с износом валка в средней его части,т.е. неравномерность износа по длине бочки валка умен1--- ртся. 2 ил., 2 табл. о fS W со 4 О 00 4 сл Фиг. 1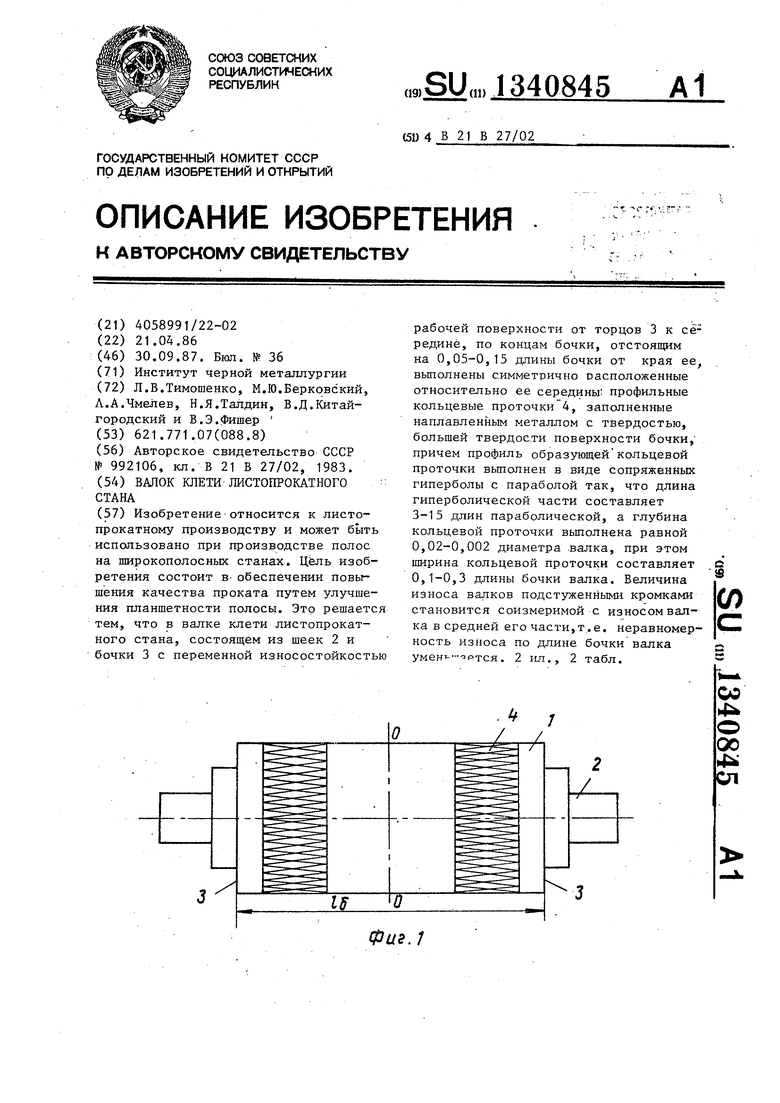
| Валок прокатного стана | 1980 |
|
SU992106A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
