1
Изобретение относится к прокатному производству и может быть использовано при производстве полос и листов на листопрокатных станах.
Цель изобретения - увеличение выхода годного проката при прокатке узких полос и листов.
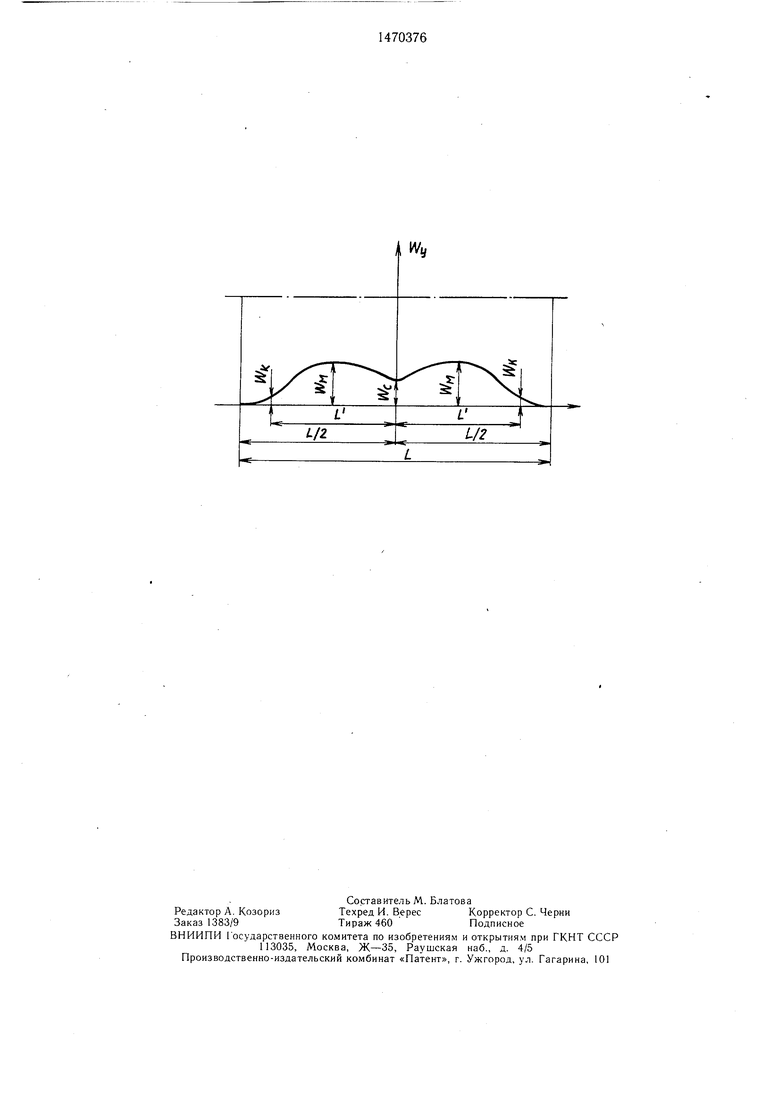
На чертеже показан профиль бочки рабочего валка, общий вид.
На бочке валка длиной L симметрично вертикальной оси W,,, делящей бочку на равные части длиной L/2, выполняется вогнутость по уравнению
W.
г :11 V
- (L/2) exp(K2 L/2)
X()Yl) exp K2(-|y|).
(1)
Величина вогнутости на середине бочки составляет We. На расстоянии L /2 от середины бочки (где L - длина рабочего участка бочки валка, определяемая технологическими параметрами: максимальной шириной полосы в сдвоенном виде и допуском на перемещение полосы вдоль бочки палка вогнутость равна W. Максимальная вогнутость WM выполняется симметрично на середине половины длины рабочего участка бочки. Численные значения W, к и WM определяются в конкретном случае обеспечения заданной выпуклости поперечного профиля полосы, прокатывае.мой в с.чвоен- ном виде, с учетом теплового профиля B;;.,I- ков и их упругого прогиба по известным методикам (упругое сплющивание валкоа np:.i горячей прокатке допустимо не учитывать). В общем виде значения указанных IUMKV метров определяются следующими выражениями:
(AS/-Д5ир),0;(2)
(AS,-AS.p), (3)
W« -(AS,-ASnp + 6h) (4)
где AS/, ASnp - составляющие изменения межвалкового зазора за счет
С
О CQ
О
теплового расширения валков и упругого прогиба, ео ответствующие координатам
т 1
бН - заданная величина выпуклости поперечного профиля полосы.
определения текущей величины вогобразующей бочки при станочном ровании W,, уравнения (1) с поначений W, W и WM для конкретвий определяются значения коэффиKi и К2, соответственно равные
Р, WM
, W W,
Ki
еи
(2L-L
(5)
4L(L-L ;
1 JW«r 21: |WcH2L-L )J /
(6)
Границы рекомендуемого диапазона расположения максимальной вогнутости симметричных участков относительно середины бочки выбраны исходя из соотношения щи- рины узких и широких полос Б сортаменте стана. Так как коэффициент использования длины бочки валков на листовых и полосовых станах находится в пределах 0,5-0,9, половина длины рабочего участка бочки при прокатке полос в сдвоенном виде соответственно составляет (0,25-0,45) L. Тогда максимальная вогнутость, обеспечи. вающая симметричный профиль выпуклого поперечного профиля полосы должна нахо0,25-0,45,„.,.
диться на расстоянии i.u,izo0,225)L от середины бочки. Это условие заложено в уравнениях (3) и (6) и автоматически обеспечивает соответствие
w,/,.., WM.
Пример. Для последней чистовой клети широкополосного стана 2000 горячей прокатки с длиной бочки валка мм определяют значения текущей вогнутости станочной образующей, обеспечивающей в процессе прокатки получение полосы щириной 800 мм с выпуклостью поперечного профиля ,05 мм. В сдвоенном виде щирина полосы составляет 1600 мм. Принимают длину рабочего участка бочки валка П равной
х(-1У
чХ1
(-|У|),
где W,, We - соответственно текущая вогнутость и вогнутость на середине бочки валка, мм; 45L - длина бочки валка, мм;
jy| - модуль, текущей координаты длины бочки валка относитель но его середины; Кь К2 - коэффициенты;
ширине полосы. Изменения межвалкового за- а максимальная вогнутость участков распо
„,.-,.,-1.,.-, г-.л 1гтт1.гчп(1гт1 1-1 г-ч-чJW л,1,.лтгл чп-1nrit QnllUl-lf r l f 1ЛиЯ n Pi TOflHVJl
зора за счет теплового расширения по результатам экспериментальных исследований
ложена от середины бочки на расстоянии 0,125-0,225 ее длины.
0376
4
составляют: ASj/y o 0,12 мм; ASr/y,| 0,10 мм; AS(/y,L 0,04 мм. Величина упругого прогиба валков, учитывая парабо
10
лический закон его изменения при силе прокатки 900 т и жесткости валковой системы на изгиб, равной 15000 т/мм соответствующих сечений, равна А5мр/у о 0,06 мм; ASniy.,L:.. 0,05 мм; Д5пр/,,ь. 0,02 мм.
15
Значения коэффициентов Ki и К2, рассчитанные по выражениям (5) и (6) с учетом We, W и WM, определенных соответственно по выражениям (2), (3) и (4), равны 3,6 и -0,0059.
Текущие значения вогнутости, рассчитанные по уравнению (1), составляют:
у, мм: О 100 200 300 400 500 600 700 800 900 1000
Wy мм: 0,06 0,074 0,087 0,097 0,10 0,093 20 0,075 0,048 0,02 0,0065 О
Экономическая эффективность рабочего валка, обеспечивающего прокатку узких полос и листов, заключается в повыщении производительности стана и снижении расхода металла за счет сокращения боковой об- рези на подкате для последующей холодной прокатки.
Формула изобретения
25
0
Рабочий валок для прокатки полос и листов, состоящий из бочки с образующей в виде участков волнистых кривых, отличающийся тем, что, с целью увеличения выхода годного проката при прокатке узких полос и листов, образующая бочки выполнена с двумя симметричными относительно середины бочки валка вогнутым участками по формуле
W.
W,,
(L/2) f exp(K2 L/2)
X
40
х(-1У
чХ1
(-|У|),
где W,, We - соответственно текущая вогнутость и вогнутость на середине бочки валка, мм; 45L - длина бочки валка, мм;
jy| - модуль, текущей координаты длины бочки валка относительно его середины; Кь К2 - коэффициенты;
а максимальная вогнутость участков распо
а максимальная вогнутость участков распо
л,1,.лтгл чп-1nrit QnllUl-lf r l f 1ЛиЯ n Pi TOflHVJl
ложена от середины бочки на расстоянии 0,125-0,225 ее длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий валок листопрокатной клети | 1983 |
|
SU1158262A1 |
| Рабочий валок листопрокатного стана | 1983 |
|
SU1135507A1 |
| Рабочий валок чистовой клети непрерывного листового стана горячей прокатки | 1986 |
|
SU1388126A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
| Способ профилирования рабочих валков листопрокатной клети | 1985 |
|
SU1268225A1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1555003A1 |
| Способ подготовки рабочих валков широкополосного стана горячей прокатки | 1988 |
|
SU1600881A1 |
| Способ подготовки к работе прокатных валков листовых станов | 1986 |
|
SU1380820A1 |
Изобретение относится к прокатному производству и может быть использовано при производстве полос и листов на листопрокатных станах. Цель изобретения - увеличение выхода годного проката. На бочке рабочего валка симметрично вертикальной оси, делящей бочку на равные части, выполняется вогнутость, величина которой определяется по эмперической зависимости. Такое выполнение рабочего валка, обеспечивающего прокатку узких полос и листов, позволяет увеличить выход годного проката за счет сокращения боковой обрези на подкате для последующей холодной прокатки. 1 ил.
| Рабочий валок листопрокатного стана | 1983 |
|
SU1135507A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 0 |
|
SU293646A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
