Известно приспособление к станку для двухстороннего сверления (или зенкования) отверстий, например, контровочных отверстий в гайках, закрепленных на поворотной цанге кондуктора.
Описываемое приспособление позволяет автоматизировать поворот гайки для обработки ее граней.
С этой целью поворотная цанга кондуктора помегцена в расположенной между призматическими губками зажимного механизма станка втулке, на которой насажена крестовина, находящаяся под воздействием кулачка распределительного вала, разводящего призматические губки
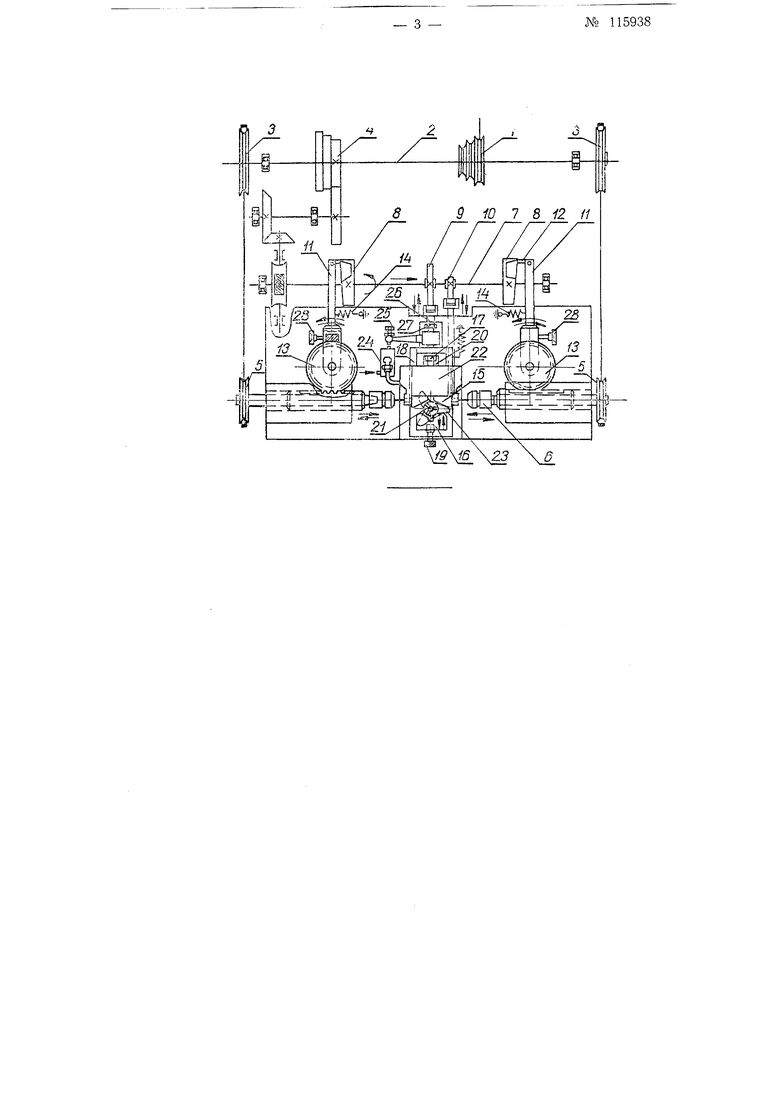
На чертелсе изображена кинематическая схема станка для двухстороннего сверления (или зеиковакия) отверстий, например, контровочных отверстий в гайках, с описываемым присиособлением.
От электродвигателя через трехступенчатый шкив 1 передается вращение валу 2, на котором насажены шкивы 3 и блок 4 шестерен.
Через шкивы 3 w. 5 сообщается вращение двум шпинделям 6.
Блок 4 шестерен передает движение распределительиому валу 7 станка, на котором насажены копиры 8 и кулачки 9 и 10. Копиры 8 через рычаги // осуществляют подвод режущего инструмента, закрепленного в шпинделях 6 посредством цанговых патронов. Под воздействием копиров 8 ролики 12 рычагов 11 частично поворачивают шестерни 13, связанные с рейками пинолей шпинделей. Поджим рычагов // к копирам 8 производится пружииами 14.
Зажим обрабатываемой детали осуществляется призматическими губками 15 и 16 зажимного механизма станка. Губка 15 имеет механическую регулировку в направлении, перпендикулярном зенковке, а в процессе работы станка является упором для детали. Регулировка необходима при наладке станка и осушествляется посредством винта 17.
Губка 16 смонтирована на подвижной рамке 18 и имеет регулировку при помощи винта 19, необходимую при переналадке станка на больший или меньший шестигранник, круг и т. п.
№ 115938
Для быстрого определения положения губки 16 на ней нанесены риски с указанием номера шестигранника.
Подвижная рамка 18 под действием двух пружин, вставленных одна в другую к заключенных в цилиндрическом корпусе 20, постоянно стремится сблизить губку 16 с губкой 15.
Обрабатываемая деталь (гайка) закрепляется на поворотной цанге 21 сменного позиционного кондуктора 22. Поворотная цанга 21 расположена между губками 15 и 16 -R поворотной , на которой насажена крестовина 23.
Крестовина 23 вращается через систему рычагов от дискового к}лачка 10 и осуществляет автоматический поворот цанги 21, на которой устанавливается обрабатываемая деталь. Автоматический поворот цанги с обрабатываемой деталью (гайкой) молсет быть осуществлен на любой угол в частности на угол 120°. При об)аботке каждой грани детали она автоматически обдувается из золотника 24 сжатым воздухом, количество которого регулируется винтом 25.
Освобождение обработанной детали осуществляется посредством кзлачка 9, который взаимодействует со щтоком толкателя 26.
Толкатель 26 снабжен двумя упорами 27, один из которых воздействует на подвижную рамку, несущую губку 16, и другой на ползун поворотной втулки с цангой 21.
Тиким образом, под воздействием кулачка Р, толкателя 26 и упоров 27 губки 15 и 16 разводятся одна от другой и деталь освобождается, после чего происходит автоматический ее поворот для обработки следующей грани.
Винты 2S предназначены для подводки режущего инструмента до уровня вертикальной прорези в губке 15, равной по щирине перемычке грани детали.
Предмет изобретения
Приспособление к станку для двухстороннего сверления (или зенкования) отверстий, например, контровочных отверстий в гайках, закрепленных на поворотной цанге кондуктора, отличающееся тем, что, с целью автоматизации поворота гайки для обработки ее граней, поворотная цанга кондуктора номещена в расположенной между призматическими губками зажимного механизма станка втулке, на которой насажена крестовина, находящаяся под воздействием кулачка ра|Спределительного вала, разводящего призматические губки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат для сверления | 1975 |
|
SU509350A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ ЭЛЕКТРОДОВ | 1936 |
|
SU52381A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Станок для сверления контровочных отверстий в гайках | 1979 |
|
SU870001A1 |
| Роторный сверлильный автомат | 1979 |
|
SU772742A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| Переналаживаемый кондуктор | 1986 |
|
SU1388198A1 |
| Автоматическая линия спутникового типа | 1985 |
|
SU1505757A1 |
| Устройство к токарному автоматудля СВЕРлЕНия ОТВЕРСТий | 1979 |
|
SU804212A1 |