Сд
со
05 М Изобретение относится к обработк металлов давлением и может быть использовано при изготовлении деталей из титановых сплавов методом изотер мического деформирования с применением стеклосмазки. Цель изобретения - повышение качества поверхности изделий и снижение усилия деформирования. Указанная цель достигается тем, что согласно способу, при котором перед нагревом на заготовку наносят стеклосмазку вязкостью, определяемой параметрами процесса, вязкость стеклосмазки выбирают по зависимости 1 где ч динамическая вязкость стекл смазки. Па-с; - удельное усилие деформирования. Па; V - скорость деформирования, 1 - эмпирический коэффициент, к (6-13) -10- мм. Предложенная зависимость установлена и обусловлена экспериментально, что подтверждается примерами конкретного осуществления способа (см. таблицу). Штампуют круглые в плане заготовки в виде дисков из титанового сплава ВТЗ-1 диаметром 40 мм и толщиной полотна 2,5 мм. Температура нагрева заготовки и штампа 940±10 С, степень деформаций 60%. Скоростью деформирования и вязкостью стеклосмазки варьируют. Результаты сведены в таблицу. в качестве смазок применяют смеси стеклопорошков № 36, ЭВТ24 и ЭВТ10. Использование изобретения обеспечивает улучшение качества поверхности штампованньк изделий за счет сохранения сплошной смазочной пленки . оптимальной толщины, уменьшение усилия деформирования за счет уменьшения сил тр.ения, облегчение удаления отштампованных деталей из штампа за. счет устранения схватывания деформируемого металла со штампом.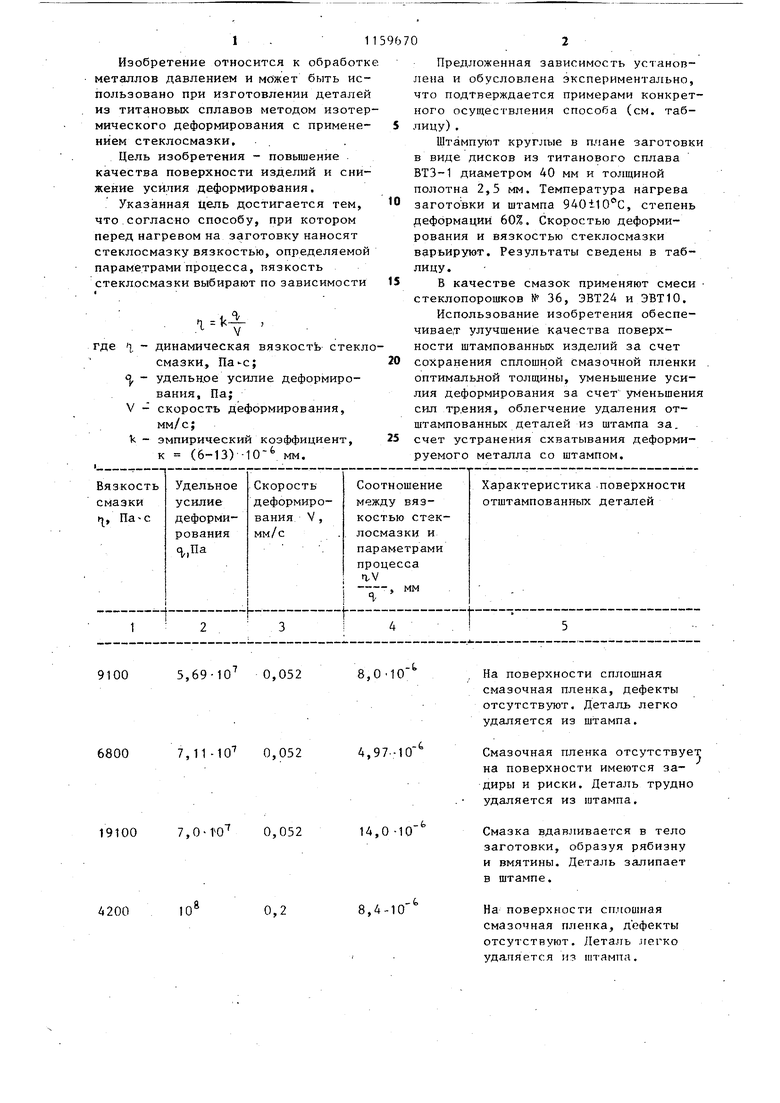
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей изотермической штамповки | 1978 |
|
SU774746A1 |
| Способ горячей изотермической штамповки | 1986 |
|
SU1430167A1 |
| Способ горячей объемной штамповки | 1980 |
|
SU912380A1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
| Смазочная шайба для горючего прессования металлов и сплавов | 1973 |
|
SU442866A1 |
| Смазка для полугорячей штамповки металлов | 1982 |
|
SU1186633A1 |
| Способ горячей изотермической штамповки в закрытых штампах | 1990 |
|
SU1794577A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ДЕФОРМАЦИИ МЕТАЛЛОВ | 2002 |
|
RU2219007C1 |
| СТЕКЛОСМАЗКА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ ИЗ НЕРЖАВЕЮЩИХ МАРОК СТАЛИ | 2024 |
|
RU2837055C1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2028374C1 |
СПОСОБ ИЗОТЕРМИЧЕСКОГО ДЕФОРМИРОВАНИЯ ТИТАНОВЫХ СПЛАВОВ, йри котором перед нагревом на заготовку наносят стеклосмазку вязкостью, определяемой параметрами процесса, отличаюп1Ийся тем, что, с целью повышения качества поверхности изделий и снижения усилия деформирования, вязкость стеклосмазки выбирают по зависимости Л V-fc где t| - динамическая вязкость смазки. Па-с; {, - удельное усилие деформирования. Па; V - скорость деформирования, (Л мм/с; k - эмпирический коэффициент, к 
9100 5,69-10 0,052 6800 7,11-10 0,052 19100 7, 0,052 4200 10 0,2 8,4-10 8,010 4,97--10 14,0 -10 На поверхности сплошная смазочная пленка, дефекты отсутствуют. Деталь легко удаляется из штампа. Смазочная пленка отсутствует на поверхности имеются задиры и риски. Деталь трудно удаляется из штампа. Смазка вдавливается в тело заготовки, образуя рябизну и вмятины. Деталь залипает в штампе. На поверхности сплошная смазочная пленка, дефекты отсутствуют. Деталь лгегко удапяется из штампа.
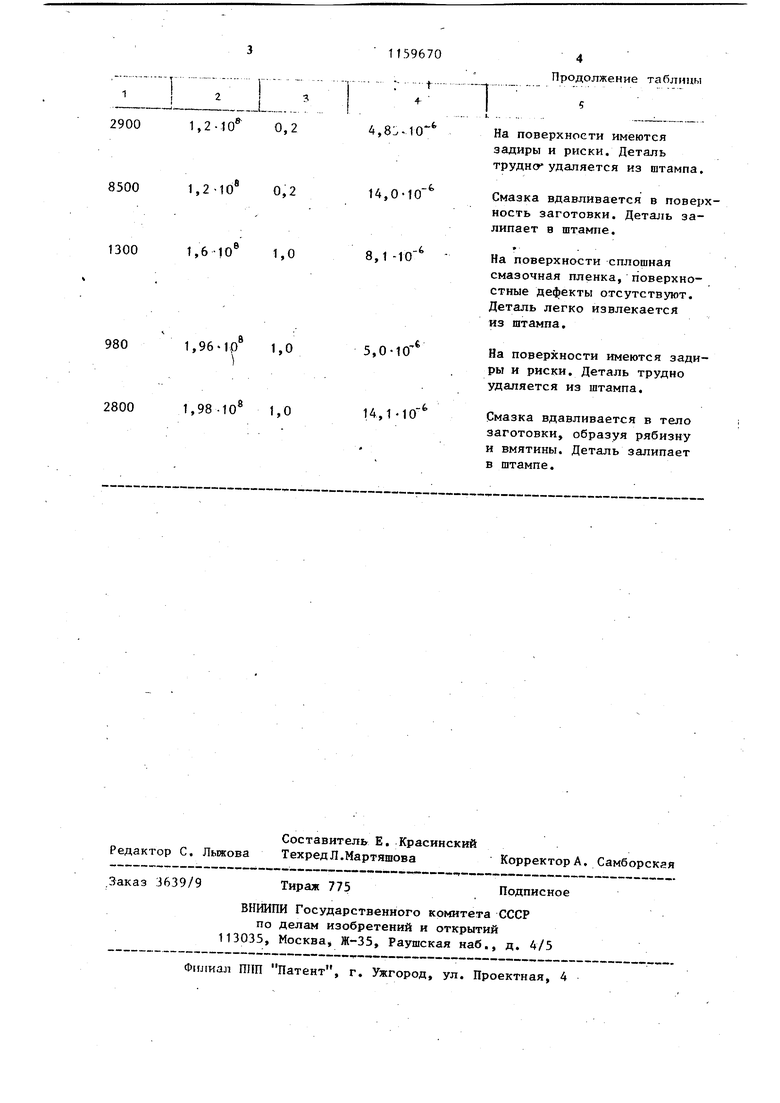
2900
1,2-10 0,2
8500
1,2-10 0,2
1300
1,6-10 1,0
980
1,96-IP 1,0
1,98-10 1,0
2800
t,
10
На поверхности имеются задиры и риски. Деталь труднсг удаляется из штампа.
.-(
10
Смазка вдавливается в поверхность заготовки. Деталь залипает в штампе.
-.
-(
На поверхности сплошная смазочная пленка, поверхностные дефекты отсутствуют. Деталь легко извлекается из штампа.
.-«
На поверхности имеются задиры и риски. Деталь трудно удаляется из штампа.
О
Смазка вдавливается в тело заготовки, образуя рябизну и вмятины. Деталь залипает в штампе.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 0 |
|
SU260382A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гуляев Р.И | |||
| и др | |||
| Прессование стальных труб и профилей | |||
| М., Металлургия, 1973, с | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |
| и др | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., Металлургия, 1978, с | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ горячей изотермической штамповки | 1978 |
|
SU774746A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
