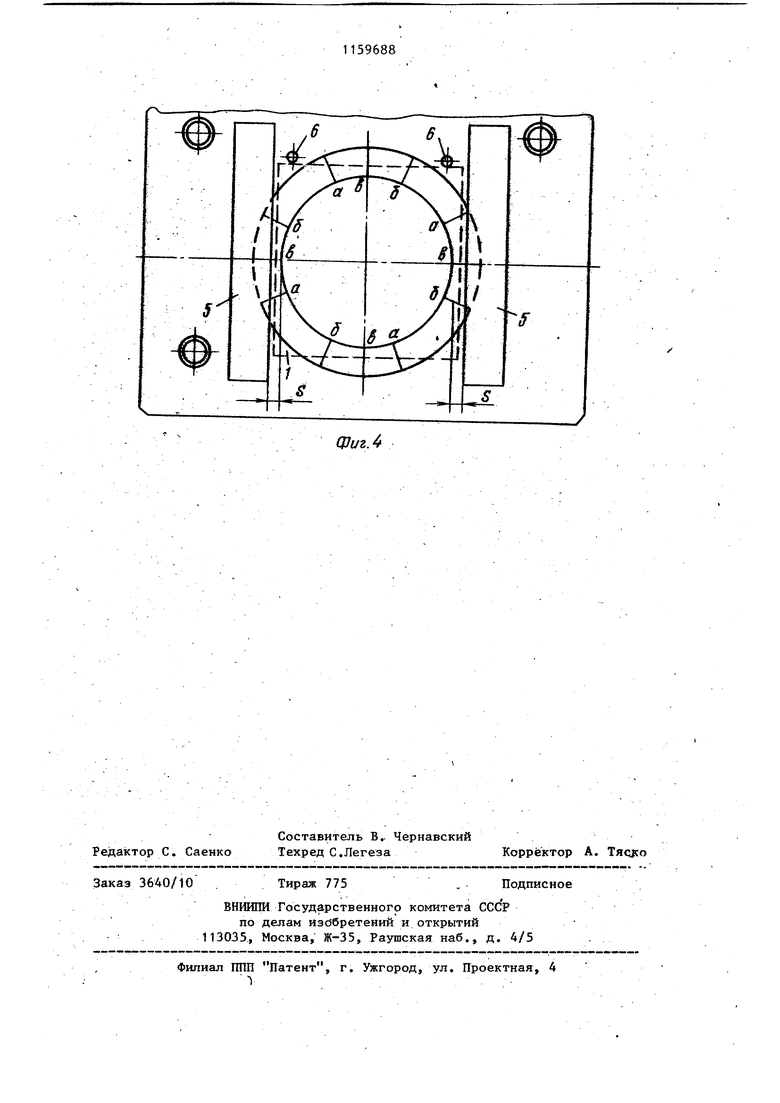
I Изобретение относится к .обработк металлов давлением, в частности к способам вьфубки деталей типа диско и колец из листового материала в штампах со скошенными режущими кром ками. Цепь изобретения - повьшение качества получаемых деталей, экономия материала и повышение стойкости инструмента, : Поставленная цель достигается тем, что согласно способу вырубки отделение отхода начинают на участках контура, включающих максимальны сечения отхода, за каичивают в точка контура, принадлежащих минимальным сечениям отхода, причем границей участков контура является точка, расположенная в сечении отхода, величина которого равна минимально допустимой при вырубке в штампах с параллельнь0 ш режущими кромками. На фиг. 1 изображена схема разме щения заготовки относительно матриц на фиг. 2 - развертка профиля матри цы; на фиг. 3 - штамп для осуществления способа; на фиг. 4 - неподвиж ная часть штампа, вид сверху. Вырубку детали из квадратной листовой заготовки 1 осуществляют при помощи матриць 2 со скошенными режущими кромками и пуансона 3. Рабочий кЬитур матрицы образован чередующимися выступающими участкам об 8 Участок отхода имеет максимальнь ечения, а S - минимальное сечение тхода. Направляющие 5 и упоры 6 опредеяют положение заготовки 1 относи-, тельно матрицы 2. Обозначен также ловитель 7. Способ осупествляется следующим образом. Заготовку 1 располагают на зеркале матрицы 2 и производят последовательное отделение отхода от детали за один ход пуансона 3.. При этом разделение начинают на участках dtf контура, включающих максимальные сечения отхода, и заканчивают в точках в контура, принадлежащих минимальным сечениям оТхода. Границей участков контура является точка, расположенная в сечении отхода, величина которого равна минимально допустимой при вырубке в штампах с параллельными режущими кромками. Производили вырубку дисков диаметром 690 мм из квадратной .листовой заготов ки с размерами 750x750 из стали 65Г толщиной 12 мм. При этом были получены диски t хорошим качеством поверхности реза. Предложенный способ позволяет повысить качество по.лучаемых,деталей, стойкость инструмента и уменьшает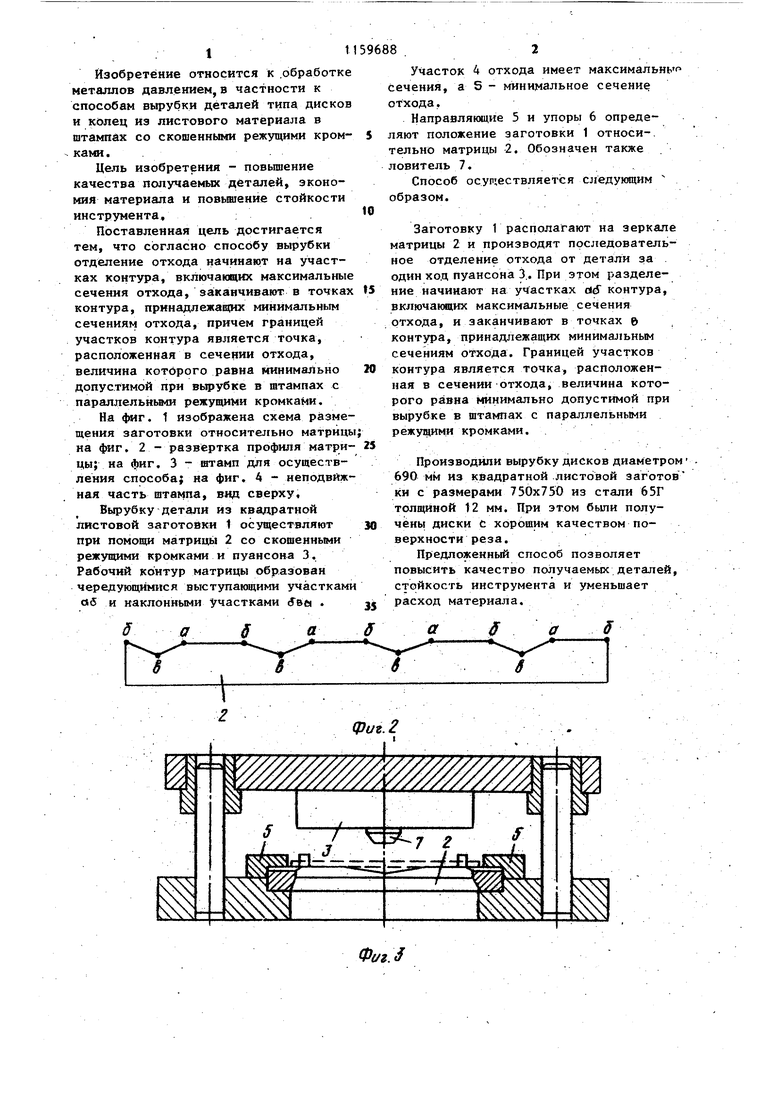
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ эксплуатации штампов для вырубки-пробивки | 1984 |
|
SU1310072A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
| Штамп для вырубки круглых деталей | 1986 |
|
SU1433565A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕКЛОРЕЗНЫХ НОЖЕЙ | 1996 |
|
RU2096120C1 |
| Способ изготовления полых деталей | 1984 |
|
SU1240489A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
СПОСОБ ВЫРУБКИ деталей типа дисков и колец из листовой заготовки в штампах со скошенными режущими кромками путем последовательного отделения отхода от детали за один ход инструмента, отличающийся тем, что, с целью повьнпения качества получаемых деталей, экономии материала и повьш1ения стойкостиинстрзмента, отделение отхода начинают на участках контура, включающих максимальные сечения отхода, заканчивают в точках контура, принадлежащих минимальньм сечениям отхода,причем границей участков контура является точка,расположенная в сечении отхода, величина которого равна минимально допустимой при вырубке в штампах с параллельными режущими кромками.5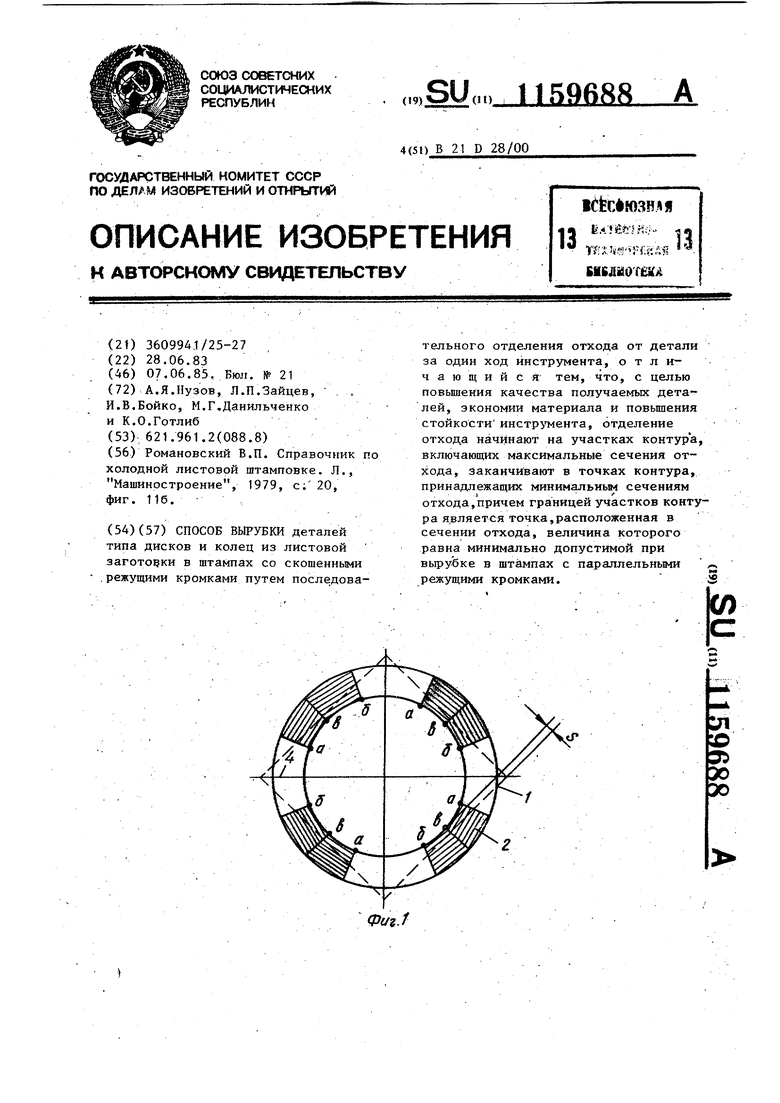
| Романовский В.П | |||
| Справочник по холодной листовой штамповке | |||
| Л., Машиностроение, 1979, с; 20, фиг | |||
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
