Изобретение относится к технологическому оборудованию для заливки ко- роткозамкнутых роторов электрических машин и может быть использовано в электротехнической промышленности.
Цель изобретения - повышение производительности и улучшение качества залитых роторов путем уменьшения дефектов на их наружной поверхности.
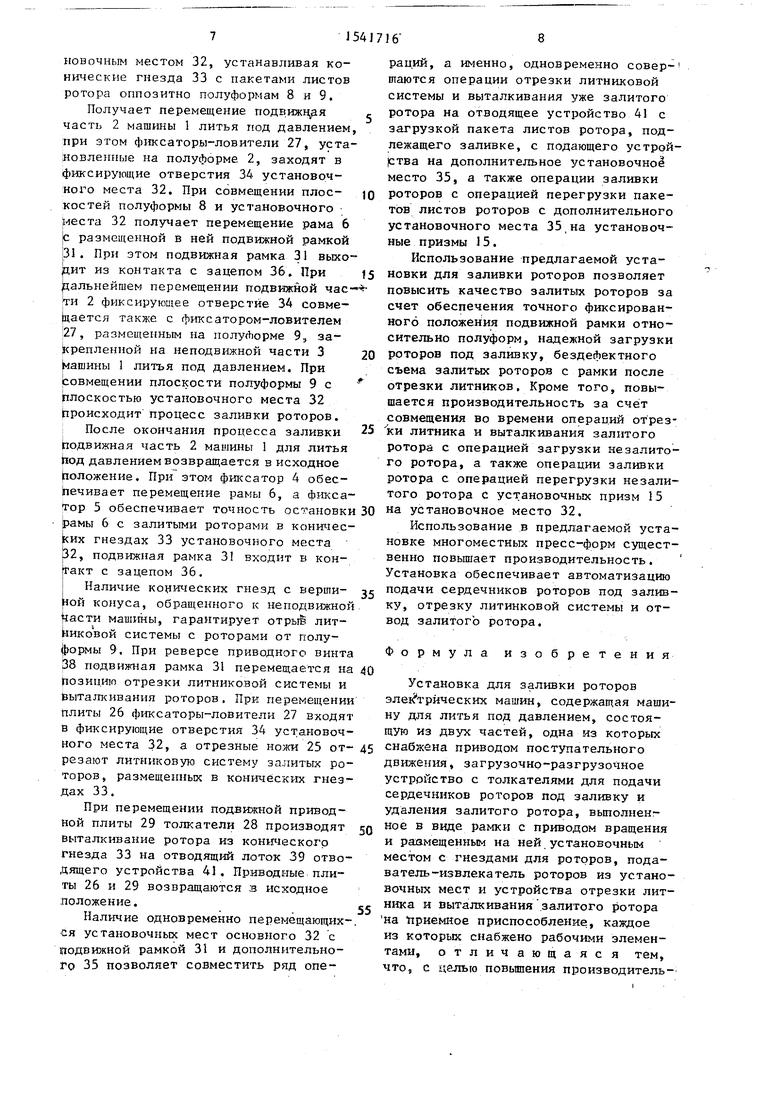
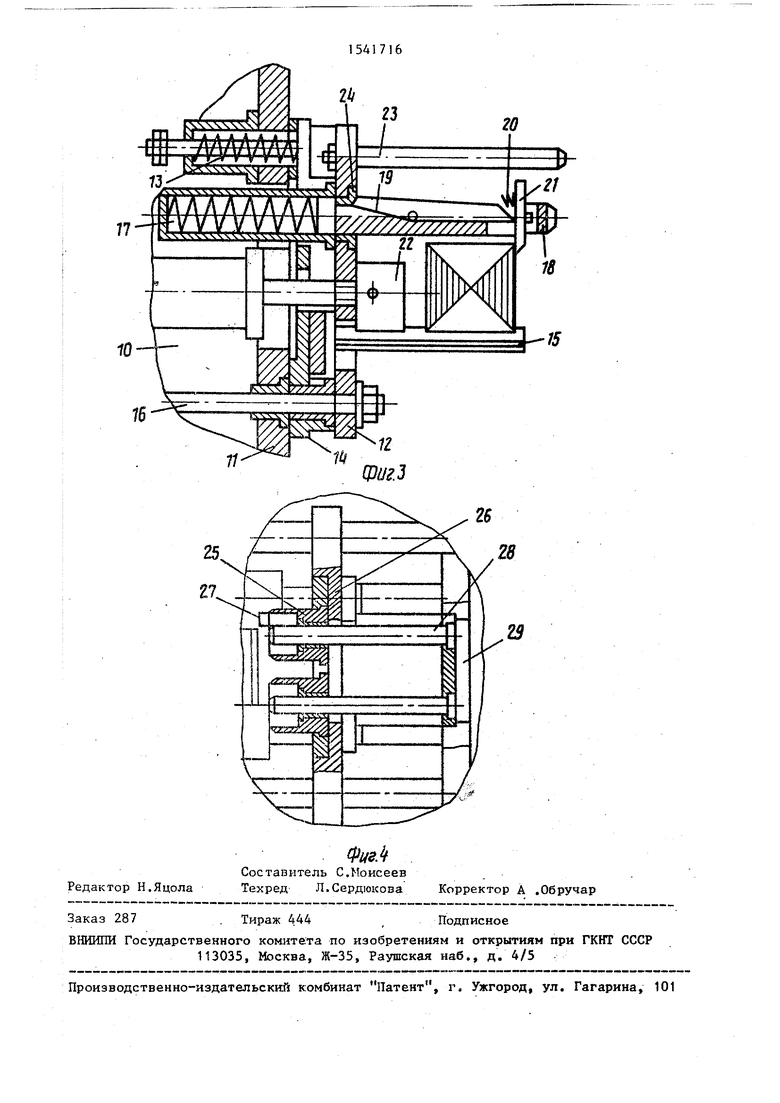
На фиг.З изображена кинематическая схема установки; на фиг,2 - элементы машины литья под давлением, вид сбоку; на фиг.З - загрузочно-разгруэоч- ное устройство, вид сбоку; на фиг,4 - устройство для отрезки гштника, вид сбоку.
Установка содержит машину 1 для литья под давлением, включающую подвижную часть 2 и неподвижную часть 3, снабженную фиксаторами 4 и 5, раму 6, установленную подвижно на колонках 7 машины 3 для литья под давлением. На подвижной 2 и неподвижной 3 частях установлены полуформы 8 и 9,
Загрузочно-разгрузочное устройст- во для подачи сердечтгков роторов под заливку и удаления залитого ротора содержит подавателъ-извлекатель 10 роторов, имеющий основание 11, приводную плиту 12, поджатую пружиной 13 и плиту 14, снабженную установочными призмами 15. Плиты 32 и 14 установлены на направляющих 16. Приводная плита 12 имеет подпружиненные пружинами 17 штыри 18, в которых располо- жены рычаги-копиры 19, связанные пружинами 20 с собачками 21. Приводная плита 2 имеет также упоры-сталкиватели 22 роторов, а также фиксаторы- ловители 23 и направляющие втулки 24.
Загрузочно-разгрузочное устройство включает также элементы для отрезки литника и удаления залитого ротора, содержащие отрезной нож 25, расположенный на подвижной плите 26, а также фиксатор-ловитель 27. Толкатели 28 установлены на подвижной приводной плите 29, на которой также установлены толкатели 30 устройства перегрузки. Кроме того, загрузочно-разгрузоч- ное устройство содержит подвижную ; рамку 3J с установочным местом 32, имеющим конические гнезда 33 и фиксирующие отверстия 34. Подвижная рамка 31 снабжена дополнительным установочным местом 35 с зацепом 36 для их периодической связи. Дополнительное установочное место 35 содержит приводную гайку 37, связанную с приводным винтом 38. Установка также содержит отводящие лотки 39, подающее устройство 40 роторов под заливку и отводящее устройство 4J залитых рото- ров.
Технологический цикл, реализуемый на предлагаемой установке, состоит из
следующих операций: загрузка подлежащих заливке роторов на установочное место 35; подача сердечников роторов под заливку, которая осуществляется в два приема, сначала пакет переносится с ус тановочно-го места 35 на установочные призмы 15, а затем с помощью рамки 3-1 , на которую переносятся пакеты с установочных призм 15, пакеты подаются в литейную машину, рамка 33 совместно с установочным местом 32 выполняет помимо функции транспортного средства еще и роль конструктивной части линейной машины; отрезка литниковой системы; выталкивание залитых роторов на отводящее устройство 41.
Оба установочных места 32 и 35 могут занимать три положения.
Положение 1 (исходное). Дополнительное установочное место 35 и установочное место 32,занимают положения
5 15 соответственно напротив толкателей 30 и 28. На установочном месте 35 за гружен незалитый ротор, установочное место 32 пустое. Это имеет место в начале цикла автоматического режима работы линии.
Положение 2. Установочное место 32 с рамкой 31 установлено оппозитно позиции перегрузки. Незалитый ротор ос- тается на дополнительном установочном месте 35.
Положение 3. Рамка 31 в зоне литейной машины (цикл для заливки).
Производится перегрузка незалито- го ротора на штыри 18. Далее производится возврат установочных мест 32 и 35 в исходное положение (положение 1). Заканчивается первый (подготовительный) цикл работы, В результа- те первого цикла в автоматическом режиме производится размещение незалитого ротора на перегружатели - установочные призмы 15.
Далее начинаются рабочие циклы.
Положение 1. Загрузка дополнительного установочного места 35 незалиты- ми роторами.
Положение 2. Подача незалитого ротора, размещенного в первом цикле на установочных призмах 15 в установочное место 32 с рамкой 31.
Положение 3. Передача рамки 31 в зону заливки, заливка роторов и одновременная перегрузка незалитого ротора с установочного места 35 на установочные призмы 15.
Далее происходит возврат установочных мест 32 и 35 в исходное положение с размещением установочного места 32 с рамкой 31 оппозитно ножам 25 и толкателям 28 для отрезки литника и перемещения залитого ротора на отводящее устройство 41.
В результате второго цикла (рабочего) производится размещение незалитого ротора на установочных призмах 15 и заливка ротора на литейной машине. Остальные циклы - рабочие, аналогичны второму циклу.
Установка работает следующим образом .
Скрепленные пакеты листов под заливку передают с подающего устройства 40 роторов под заливку толкателями 30 для загрузки роторов на дополнительное установочное место 35 за счет движения подвижной приводной
,п
jr 20
25
30
,Q
сп
35
45
5
166
плиты 29. Последняя возвращается в исходное положение.
При вращении приводного винта 38 приводная шайка 37 перемещает дополнительное установочное место 35 и устанавливает его оппозитно установочным призмам 15. Получает перемещение приводная плита 12 с направляющими 16 совместно с подпружиненной к ней пружинами 13 г. итой 14, установочные призмы 15 упираются в дополнительное установочное место 35. При дальнейшем перемещении приводной плиты 12 собачки 21 отклоняются пакетом листов, растягивая пружину 20. В конце хода приводной плиты 12 собачки 21 проходят пакет листов ротора и разворачиваются пружинами 20. Установочное место 32 при этом размещено в зоне литейной машины. При обратном ходе приводной плиты 12 пакет листов ротора собачками 21, закрепленными на штырях 18, перемещают с дополнительного установочного места 35 на установочную призму 15.
При обратном ходе установочных мест 32 и 35 вращением приводного винта 38 приводная гайка 37 через зацеп 36 перемещает подвижную рамку 31 с установочным местом 32, устанавливая конические гнезда 33 оппозитно с установочными призмами 15 с размещенными на них пакетами листов ротора.
При перемещении приводной плиты 12 с направляющими 16 совместно с подпружиненными к ней пружинами 13 плитой 14 фиксаторы-ловители 23 центрируют установочное место 32 Аикси- рующими отверстиями 34. Установочные призмы 15 упираются в установочное место 32, при этом плита 14 останавливается, штыри 18 также упираются в установочное место 32, рычаги-копиры J9 утапливаются, сжимая пружины 17, и поворачиваются направляющими втулками 24, при этом собачка 21 выводится из зацепления с пакетом листов ротора. При дальнейшем перемещении при- водной плиты 12 упоры-сталкиватели 22 роторов перемещают пакет листов ротора в конические гнезда 33. Приводная плита 12 возвращается в исходное положение.
При прямом ходе установочных мест 32 и 35 вращением приводного винта 38 приводная гайка 37 через зацеп 36 перемещает подвижную рамку 31 с устаПОБОЧНЫМ местом 32, устанавливая конические гнезда 33 с пакетами листов ротора оппозитно полуформам 8 и 9.
Получает перемещение подвижцаячасть 2 машины 1 литья под давлением, при этом фиксаторы-ловители 27, установленные на полуформе 2, заходят в фиксирующие отверстия 34 установочного места 32. При совмещении плос- костей полуформы 8 и установочного Места 32 получает перемещение рама 6 |с размещенной в ней подвижной рамкой 31. При этом подвижная рамка 31 выхо- |цит из контакта с зацепом 36. При
(дальнейшем перемещении подвижной час- ти 2 фиксирующее отверстие 34 совмещается также с фиксатором-ловителем 27, размещенным на полуАорме 9 за- |крепленной на неподвижной части 3
|машины 1 литья под давлением. При совмещении плоскости полуформы 9с плоскостью установочного места 32 (происходит процесс заливки роторов.
После окончания процесса заливки Подвижная часть 2 машины 1 для литья под давлением возвращается в исходное (положение, При этом фиксатор 4 обеспечивает перемещение рамы 6, а Фиксатор 5 обеспечивает точность остановки рамы 6 с залитыми роторами в коничес- их гнездах 33 установочного места (32, подвижная рамка 31 входит в кон- |гакт с зацепом 36.
i Наличие конических гнезд с верши- рой конуса, обращенного к неподвижной |1асти машины, гарантирует отрыв литниковой системы с роторами от полуформы 9, При реверсе приводного винта 38 подвижная рамка 31 перемещается на позипию отрезки литниковой системы и Выталкивания роторов. При перемещении плиты 26 фиксаторы-ловители 27 входят В фиксирующие отверстия 34 установочного места 32, а отрезные ножи 25 от- резают литниковую систему залитых роторов, размещенных в конических гнездах 33.
При перемещении подвижной приводной плиты 29 толкатели 28 производят Выталкивание ротора из конического гнезда 33 на отводящий лоток 39 отводящего устройства 41. Приводные плиты 26 и 29 возвращаются л исходное положение.
Наличие одновременно перемещающихся установочных мест основного 32 с Подвижной рамкой 31 и дополнительного 35 позволяет совместить ряд операций, а именно, одновременно север- шаются операции отрезки литниковой системы и выталкивания уже залитого ротора на отводящее устройство 41 с загрузкой пакета листов ротора, подлежащего заливке, с подающего устрой- ртва на дополнительное установочно место 35, а также операции заливки роторов с операцией перегрузки пакетов листов роторов с дополнительного установочного места 35,на установочные призмы 15.
Использование предлагаемой установки для заливки роторов позволяет повысить качество залитых роторов за счет обеспечения точного фиксированного положения подвижной рамки относительно полуформ, надежной загрузки роторов под заливку, бездефектного съема залитых роторов с рамки после отрезки литников. Кроме того, повышается производительность за счет совмещения во времени операций отрезви литника и выталкивания залитого ротора с операцией загрузки незалитого ротора, а также операции заливки ротора с операцией перегрузки незалитого ротора с установочных призм 15 на установочное место 32.
Использование в предлагаемой установке многоместных пресс-форм существенно повышает производительность. Установка обеспечивает автоматизацию подачи сердечников роторов под заливку, отрезку литинковой системы и отвод залитого ротора.
Формула изобретения
Установка для заливки роторов электрических машин, содержащая машину для литья под давлением, состоящую из двух частей, одна из которых снабжена приводом поступательного движения, загрузочно-разгрузочное устройство с толкателями для подачи сердечников роторов под заливку и удаления залитого ротора, выполненное в виде рамки с приводом вращения и размещенным на ней установочным местом с гнездами для роторов, подаватель -извлекатель роторов из установочных мест и устройства отрезки литника и выталкивания залитого ротора на приемное приспособление, каждое из которых снабжено рабочими элементами, отличающаяся тем, что, с целью повышения производительности и улучшения качества залитых роторов путем уменьшения дефектов на их наружной поверхности, машина для литья под давлением снабжена фиксаторами положения , закрепленными на обоих частях, рамка снабжена дополнительным установочным местом с гнездами, а каждое гнездо обоих установочных мест выполнено коническим и обращено вершиной к другой части машины для литья, рамка установлена с возможностью взаимодействия установочными местами с машиной для литья, поданатель-извлекатель роторов выполнен в виде основания с двумя параллельно установленными плитами, одна из которых снабжена направляющими
4I7J610
элементами, подпружиненными штырями, в которых установлены рычаги-копиры с подпружиненными к ним собачка- ми, упорами-сталкивателями роторов и фиксаторами-ловителями, другая плита снабжена установочными призмами для роторов, подпружинена к основанию и имеет возможность перемещения
JQ по направляющим элементам , устройство для отрезки литника снабжено фиксаторами-ловителями, а его рабочие элементы выполнены в виде отрезных ножей, рамка выполнена с фиксирующими
15 отверстиями для захода фиксаторов-ловителей устройства для отрезки литника, при этом рабочие элементы устройства выталкивания установлены соосно с отрезными ножами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья под низким давлением роторов электродвигателей | 1987 |
|
SU1458074A1 |
| Машина для центробежной заливки роторов электродвигателей с вертикальной осью вращения | 1980 |
|
SU919807A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU821050A1 |
| Устройство для литья под давлением роторов электродвигателей | 1973 |
|
SU553716A1 |
| Установка для литья под давлением роторов электродвигателей | 1982 |
|
SU1066736A1 |
| Кокильная машина | 1987 |
|
SU1588494A1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 1995 |
|
RU2100140C1 |
| Машина для литья под низким давлением роторов электродвигателей | 1983 |
|
SU1161239A2 |
| Пресс-форма для литья под давлением | 1989 |
|
SU1733188A1 |
| Машина для центробежной заливкиРОТОРОВ элЕКТРОдВигАТЕлЕй C ВЕРТиКАльНОйОСью ВРАщЕНия | 1979 |
|
SU793705A1 |
Изобретение относится к технологическому оборудованию для заливки короткозамкнутых роторов электрических машин и может быть использовано в электротехнической промышленности. Цель изобретения - повышение производительности и качества залитых роторов, путем уменьшения дефектов на их наружной поверхности. Установка содержит машину для литья под давлением 1, включающую первичную часть 2 и неподвижную часть 3, снабженную фиксаторами 4 и 5, раму 6, установленную подвижно на колонках 7 машины 1. На подвижной 2 и неподвижной 3 частях установлены полуформы 8 и 9. Загрузочно-разгрузочное устройство содержит подаватель-извлекатель роторов 10, имеющий основание 11, приводную ленту 12, поджатую пружиной 13, плиту 14, снабженную установочными призмами 15. Плиты 12 и 14 установлены на направляющих 16. Приводная плита 12 имеет подпружиненные пружинами 17 штыри 18. В штырях 18 расположены рычаги-копиры 19, связанные пружинами 20 с собачками 21. На приводной плите 12 находятся упоры-сталкиватели роторов 22, фиксаторы-ловители 23 и направляющие втулки 24. Элементы для отрезки литника выполнены в виде отрезного ножа 25 и расположены на подвижной плите 26. На подвижной рамке 31 имеются установочное место 32 с коническими гнездами 33 и фиксирующими отверстиями 34 и дополнительное установочное место 35 с зацепом 36. Дополнительное установочное место 35 содержит при
Фиг.1
25
26
| Розенберг Б.Е | |||
| Машины для литья под давлением | |||
| - М.: Машиностроение, 1973, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
