г ч - Изобретение относится к порошковой металлургии и может быть использовано для уплотнения порошков перед гидростатическим прессованием. Целью изобретения является повышение плотности засыпки и производительности процесса; . Поставленная цель достигается за счет растягивания эластичного чехла вакуумом с последующим его сжи манием.., . В предварительно раСтянутьй эластичный чехол пресс-формы можно путем свободной засьтки поместить необходимое количество шихты, а в процессе вибрационного уплотнения утрясти шихту при одновременном воздействии на порошок вибрации и статического избыточного давления. На фиг. 1 представлено исходное положение технологической оснастки; на фиг. 2 - чехол растянут, прессформа подготовлена к засьшке шихты; на фиг. 3 - воздействие на шихту на ружного давления в процессе виброутряски. В исходном положении (фиг. 1) эластичный чехол 1 свободно провисае в полости пресс-формы 2. Между корпу сом пресс-формы и чехлом установлен перфорированный стакан 3, ограничиваквцнй объем засыпк;и. Чехол 1 растягивают до соприкосновения со стенками перфорированного стакана 3 за счет создания вакуума с внешней поверхности чехла внутри корпуса пресс формы 2. В полость чехла засьтают шихта А. На фиг. 3 показана виброутряска за счет введения колебаний через крьш1крьш1ку 5 пресс-формы .при одновременном воздействии на внешнюю поверхность чехла 1 статического давления Р газа. Верхний предел сжимшощего давления, воздействуклдего на эластичный чехол, выбирают исходя из прочности конструкции пресс-формы. Нижний предел давления подбирается эмперически и составляет 0,6-1,0 МПа. Пример. Порошок вольфрама марки СТУ-4ЗИМ-114963 массой 10 кг при насьтной плотности 5,2 г/см засыпают в эластичный чехол прессформы, который изменил свой объем под действием вакуума с 500 см до 1500 см. Далее чехол подвергали вибрационной утряске в течение 60 с с одновременным воздействием ста-, тического давления газа 0,8-1,0 МПа. При ручной набивке пресс-формы шихтой вольфрамового порошка увеличивают ее плотность по сравнению со свободной засыпкой примерно на 10%. При использовании предлагаемого способа плотность подобной шихты увеличивается примерно на 30%. Таким об-разом, исключая ручной труд (т.е. заменяя набивку засьткой) предлагаемьй способ позволяет увеличить прирост плотности шихты (до прессования) в три раза.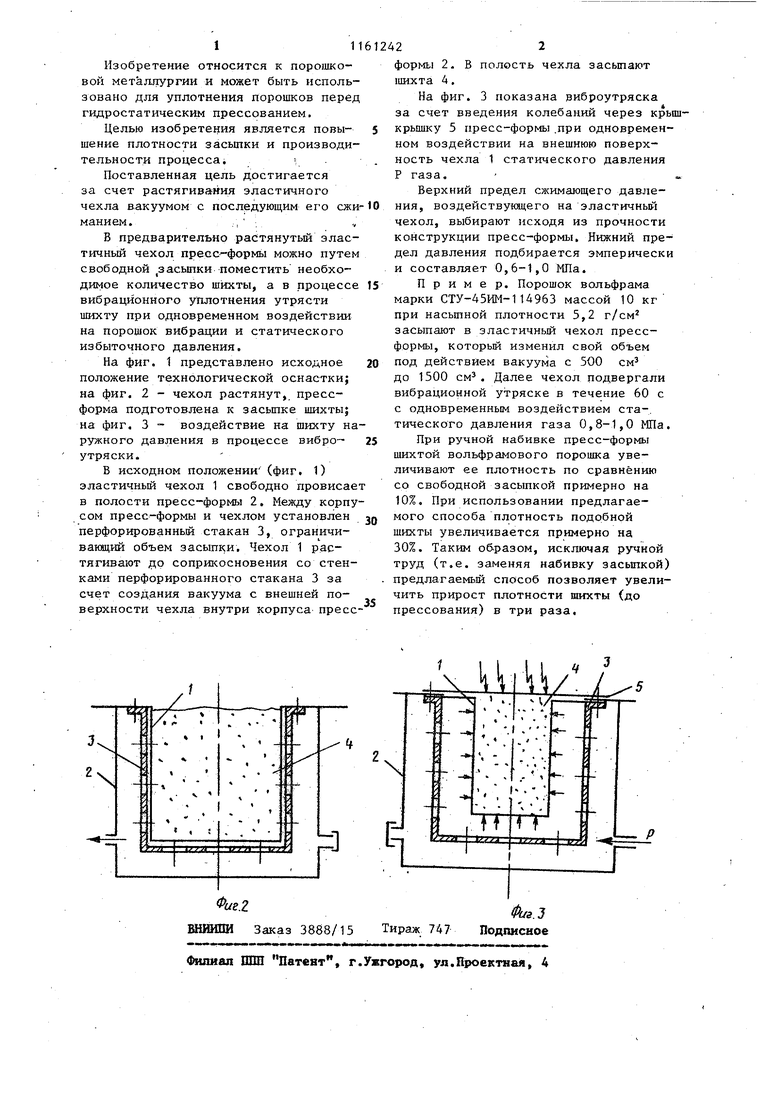
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для гидростатического прессования изделий из порошковых материалов | 1973 |
|
SU461847A1 |
| Пресс-форма для гидростатического прессования изделий из порошков | 1981 |
|
SU980961A1 |
| Пресс-форма для гидростатического прессования порошков | 1981 |
|
SU961858A1 |
| Разъемная пресс-форма для гидростатического прессования металлического порошка | 1983 |
|
SU1138245A1 |
| Пресс-форма для гидростатического прессования порошка | 1981 |
|
SU994111A1 |
| Устройство для гидростатического прессования порошковых материалов | 1989 |
|
SU1676753A1 |
| Устройство для гидростатического прессования полых длинномерных изделий из порошков | 1990 |
|
SU1770084A1 |
| Пресс-форма для гидростатического прессования изделий из порошковых материалов | 1977 |
|
SU631360A1 |
| ПРЕСС-ФОРМА ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙТЕ:-. | 1973 |
|
SU378293A1 |
| Пресс-форма для гидростатического прессования порошков | 1983 |
|
SU1199449A1 |
СПОСОБ УПЛОТНЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ ПЕРЕД , ГИДРОСТАТИЧЕСКИМ ПРЕССОВАНИЕМ, включающий засыпку порошка в эластичный чехол прессформы и вибрационное уплотнение, отличающийся тем, что, с целью повышения плотности засыпки и производительности процесса,. перед засьткой порошка, в пресс-форме создают вакуум у внешней поверхности эластичного чехла, а вибрационное уплотнение осуществляют с одновременным воздействием на чехол сжимающего давления газа, подаваемого в прессформу.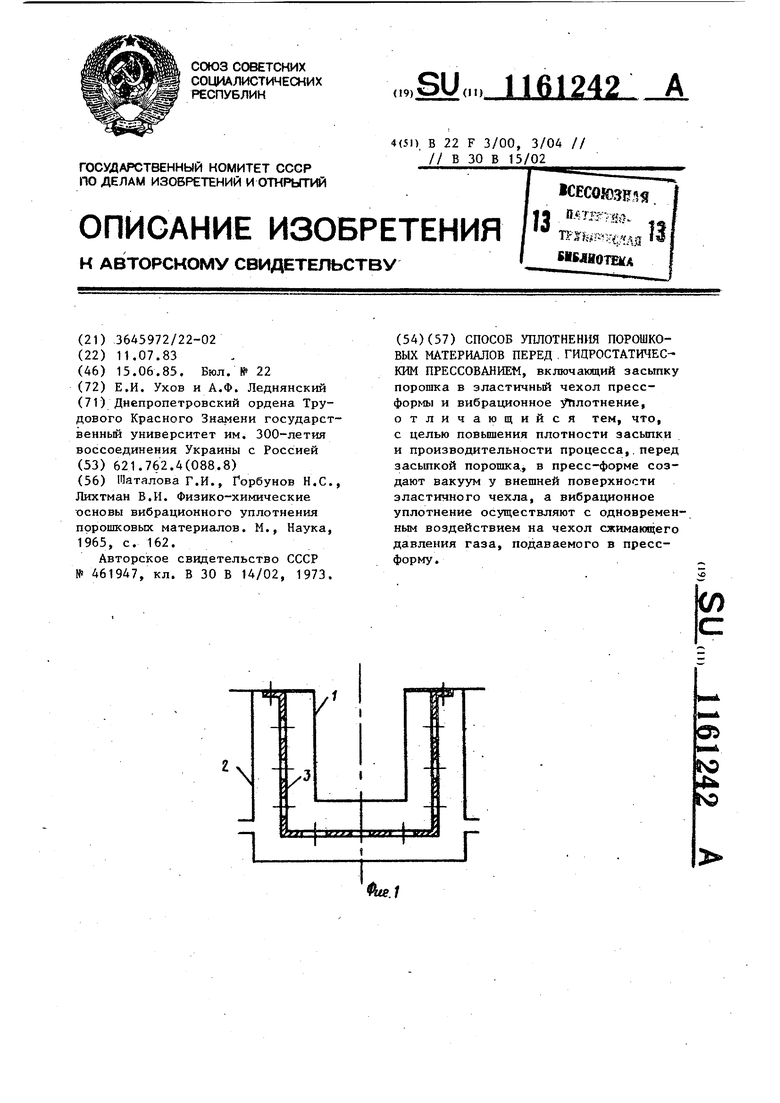
| Шаталова Г.И., Горбунов Н.С., Лихтман В.И | |||
| Физико-химические t CHOBbi вибрационного уплотнения порошковых материалов | |||
| М., Наука, 1965, с | |||
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |
| Способ переплава металлов и сплавов нерасходуемым электродом | 1973 |
|
SU461947A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
