Изобретение относится к машиностроению и может быть использовано при автоматизации процессов обработки деталей типа валов. Цель изобретения - расширение технологических возможностей за счет регулирования бункерных тележек по длине и диаметру деталей. На фиг. 1 изображена схема технологического комплекса, вид сверху; на фиг. 2 - транспортно-накопительное устройство, обш,ий вид. Технологический комплекс состоит из металлорежущего станка 1, манипулятора загрузки станка 2, транспортно-накопительного устройства, состоящего из бункерных тележек 3 и шагового стола 4. Бункер-тележка выполнена из левой половины 5 и правой половины 6, соединенных телескопическими соединениями 7, регулируемых посредством винта 8 и фиксируемых посредством зажимных сухарей 9. Панели 10 и 11 с призмами регулируются в соответствии диаметру шеек обрабатываемых деталей 12 посредством гаек 13. Штанга шагового стола 14 соединена с приводом перемещения 15, имеет отверстия 16 для установки упоров 17 соответственно длине бункер-тележек. На направляющих шагового стола 18 для гравитационного останова бункер-тележки напротив манипулятора парой колес 19 (бункер-тележки) предусмотрены лунки 20. На бункер-тележках смонтированы собачки 21, взаимодействующие с упорами 17. В составе технологического комплекса транспортно-накопительная система обеспечивает подачу заготовок в месте захвата их манипулятором станка для последующей загрузки в станок, приема от манипулятора станка обработанных деталей и их накопления. Технологический комплекс работает следующим образом. Заготовки обрабатываемых деталей 12 укладываются в призмы бункер-тележек 3 на 3-х верхних уровня, нижний уровень предназначен для укладки обработанных деталей. Бункер-тележка 3 автоматически перемещается в позицию напротив манипулятора станка по направляющим 18 шагового стола 4 посредством привода 15, при этом штанга 14 упором 17 цепляет за собачку 21 бункер-тележки 3. Пара колес 19 попадает в лунки 20, фиксируя положение бункертележки. Манипулятор станка 2 захватывает заготовку с призмы бункер-тележки, расположенную во втором уровне от пола, заменяют в станке 1 обработанную деталь на заготовку, укладывают обработанную деталь на призмы нижнего уровня бункертележки. Манипулятор, укладывая обработанные детали на призмы свободного ряда и захватывая заготовки со следующего ряда, освобождает его для следующей группы обработанных деталей. После замены в бункер-тележке заготовок на обработанные детали бункер-тележка автоматически заменяется на следующую. Бункер-тележки с обработанными деталями накапливаются на шаговом столе и переталкиваются скалкой с упорами на шаговый стол следующего технологического комплекса. При замене обрабатываемых деталей бункер-тележка настраивается на их длину перемещением правой половины 6 относительно левой половины 5 посредством винта 8 в телескопических соединениях 7 с последующей фиксацией телескопических соединений посредством зажимных сухарей 9. Наладка по высоте положения призм в зависимости от диаметра шеек обрабатываемых деталей осушествляется перемещением панелей 10 и 11 посредством гаек 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
| Станок для обработки цилиндрическихиздЕлий | 1977 |
|
SU848109A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ СЛИТКОВ ТИПА ТЕЛ ВРАЩЕНИЯ НА ЗАГОТОВКИ И ИХ ТРАНСПОРТИРОВКИ | 1996 |
|
RU2108187C1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Автоматизированный участок | 1983 |
|
SU1183351A1 |
| Устройство для смены,фиксации и зажима приспособлений-спутников | 1980 |
|
SU867604A1 |
| Автоматизированный участок механической обработки деталей | 1980 |
|
SU921790A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
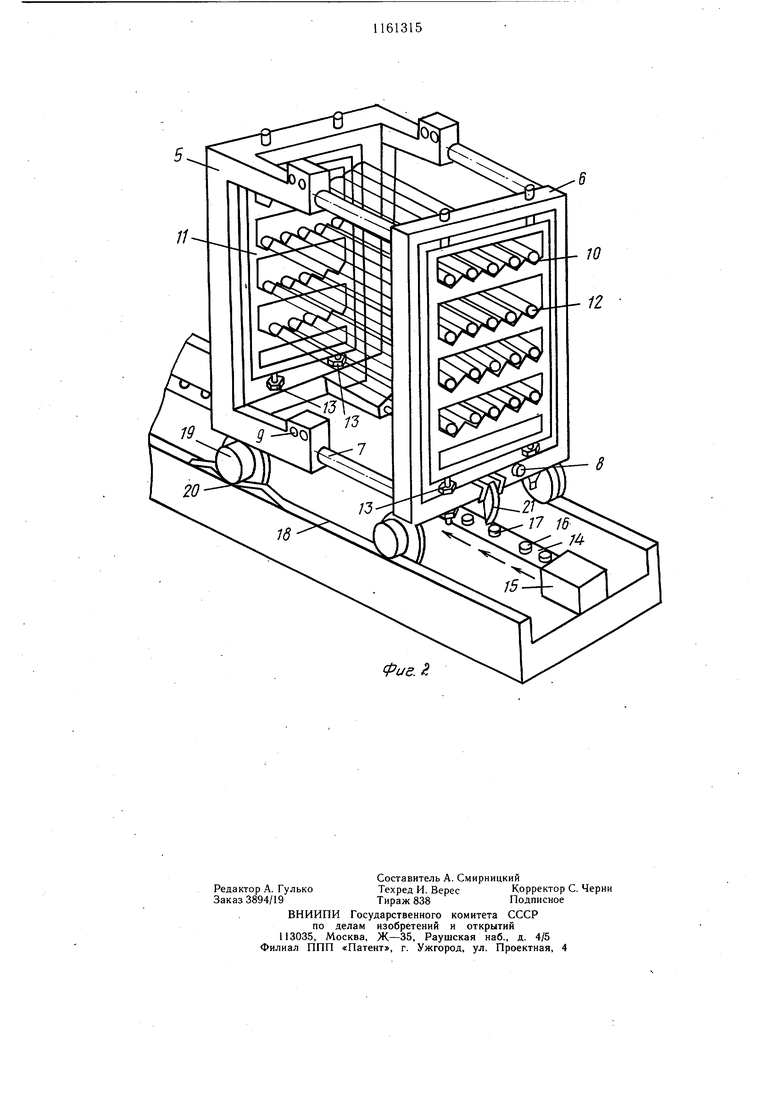
1. ТРАНСПОРТНО-НАКОПИТЕЛЬНОЕ УСТРОЙСТВО технологического комплекса для передачи и приема обраба тываемых деталей типа ступенчатых валов, содержащее перемещаемые по направляющим бункерные тележки с жесткими прямоугольными рамами и многоярусными поддонами с призмами для установки деталей и механизм продольной щаговои подачи, отличающееся тем, что, с целью расщирения технологических возможностей, две боковые стенки тележки установлены с возможностью регулирования их положения относительно друг друга посредством дополнительно введенного в устройство телескопического соединения, при этом многояурсные поддоны с призмами размещены на дополнительно введенных в устройство панелях, установленных на упомянутых боковых стенках с возможностью регулировки их положения в вертикальной плоскости относительно последних, а механизм продольной шаговой подачи выполнен в виде штанги с упорами, размещенными с возможностью регулировки шага межд,у ними, и собачки, § (Л закрепленной на тележке. 2. Транспортно-накопительное устройство по п. 1, отличающееся тем, что направляющие выполнены с лунками. 05 СО СЛ
| Чертеж технологического комплекса EMITKOOOOOBO Краснодарского СКВ АЛ. |
