Изобретение относится к машиностроению и может быть использовано для ручной подналадки инструмента при обработке отверстий по методу притирки, хонингования, алмазного развертывания.
Цель изобретения - сокращение времени настройки.
Грубая и тонкая настройка подачи инструмента осуществляется с помощью гильзы, поочередно связывающей элементы механизмов.
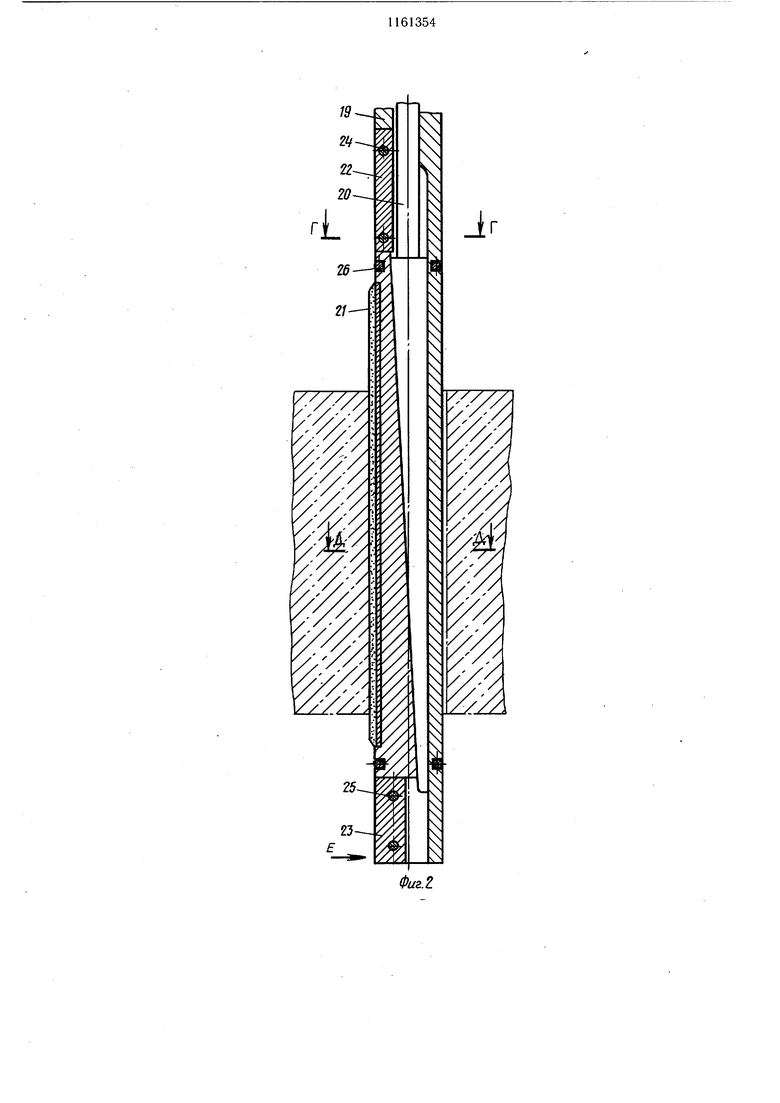
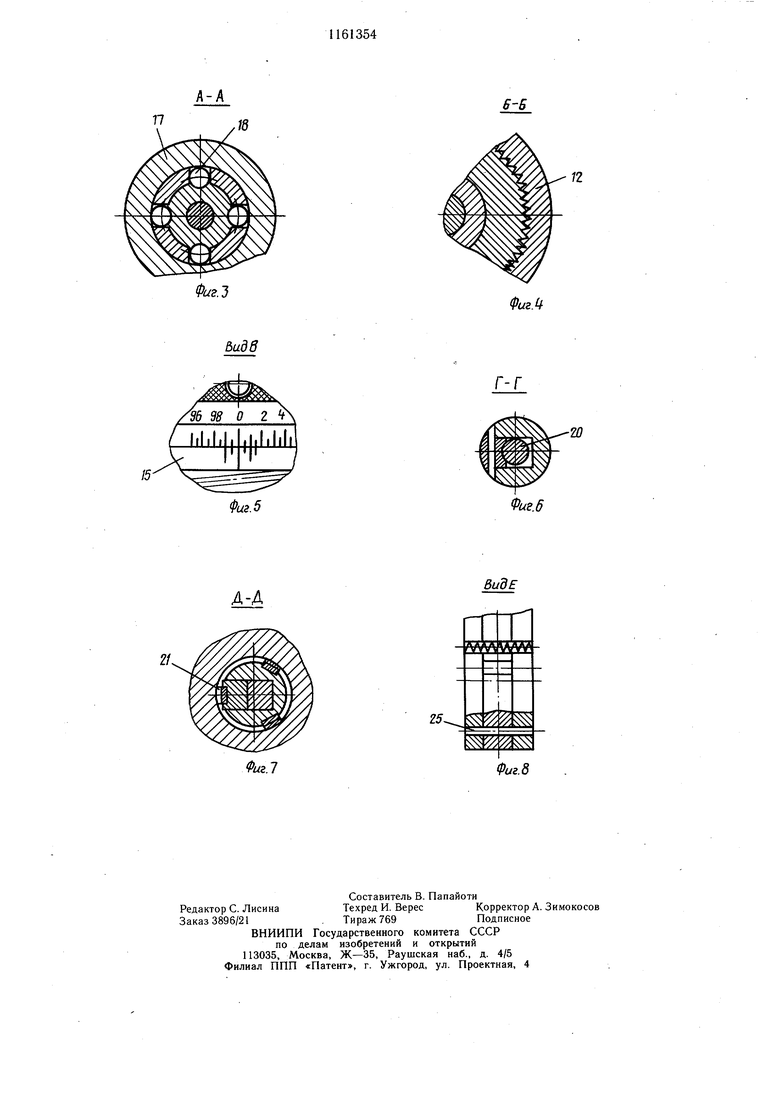
На фиг. 1 схематически изображен механизм перемещения щтока, продольный разрез, общий вид; на фиг. 2 - осевой инструмент, продольный разрез; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 1; на фиг. 5 - вид В на фиг. 1; на фиг. 6 - сечение Г-Г на фиг. 2; на фиг. 7 - сечение Д-Д на фиг. 2; на фиг. 8 - вид Е на фиг. 2.
Устройство состоит из корпуса 1, в котором вдоль по оси установлена тяга 2. Последняя через щтифт 3 соединена с винтом 4, который посредством резьбы с щагом Sj связан с гайкой 5. Последняя посредством резьбы с щагом Sa в свою очередь связана со ступенчатой втулкой 6, которая в осевом направлении ограничена кольцами 7 и 8, но может свободно вращаться на корпусе. На наружной поверхности гайки, ступенчатой втулки и упора 9 на корпусе выполнена резьба мелкого щага. Упор 9 жестко закреплен на щпинделе 10 станка посредством щтифта 11. Гильза 12 имеет внутреннюю резьбу мелкого щага и прижата пружиной 13 к упору 9. К гайке 5, имеющей лимб, прижимается пружиной 14 нониус 15, установленный на корпусе 1. Поворот нониуса 15 ограничен щтифтом 16.
К нижней части корпуса с помощью резьбы крепится накидная гайка 17, которая запирает в корпусе 1 посредством щариков 18 корпус инструмента 19, внутри которого находится щток 20, соединенный с тягой резьбой. На шток 20 опираются бруски 21. В осевом направлении брусок зафиксирован вкладышами 22 и 23, закрепленными в корпусе инструмента щтифтами 24 и 25. В радиальном направлении брусок связан с корпусом инструмента пружинами 26.
Устройство работает следующим образом. В режиме тонкой поднастройки (фиг. 1) при вращении гайки 5 на один оборот она перемещается вверх на шаг S г относительно ступенчатой втулки 6, а винт 4 перемещается вниз на щаг Si. В результате тяга 2 перемещается относительно неподвижного корпуса 1 на разность шагов S S -Sg. Грубая поднастройка осуществляется следующим образом. Опуская рукой гильзу 12,
0 связывают посредством резьбы мелкого шага ступенчатую втулку 6 и гайку 5. Ступенчатая втулка 6 свободно вращается на корпусе 1, но не перемещается вдоль его оси. При вращении гайки 5 винт 4 перемещается относительно неподвижного корпуса 1. За один оборот гайки 5 винт 4 перемещается на щаг S.1Величйна подачи брусков при поднастройке определяется по формуле
Д .K,
К. -конусность щтока;
S - разность щагов или щаг резьбы в зависимости от вида подналадки;0 - угол поворота гайки.
Г
J
77
Фиг.:}
6-В
ФигМ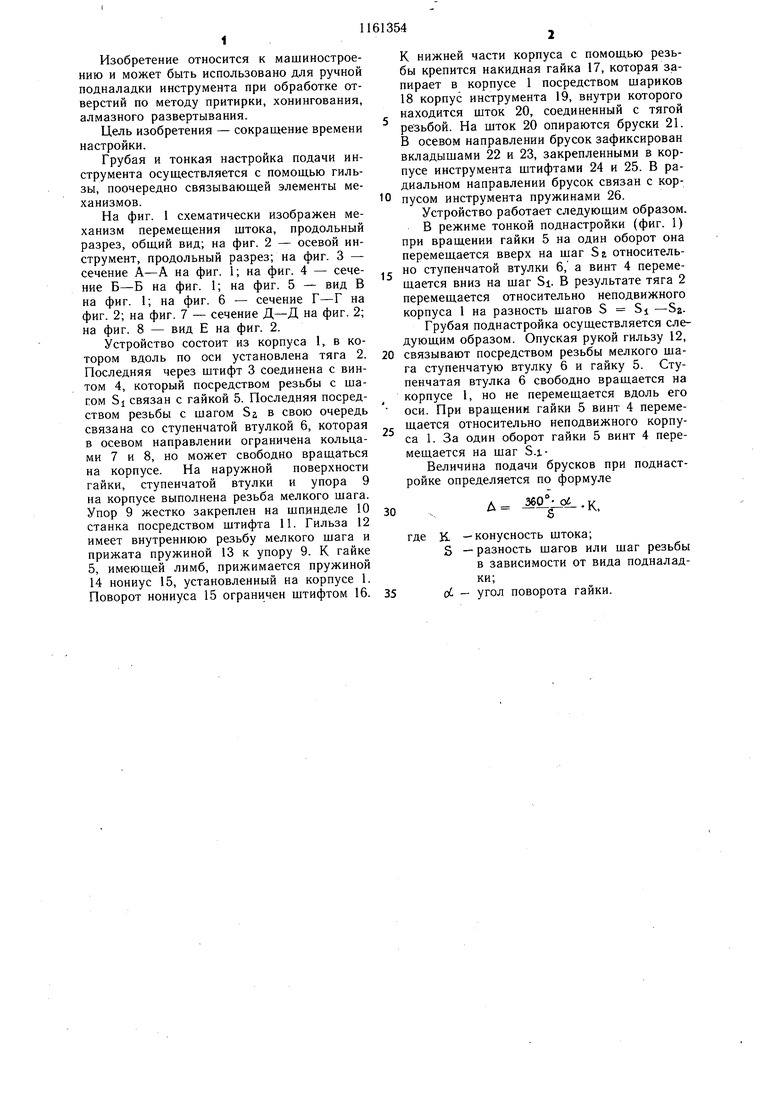
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подналадки осевого инструмента | 1983 |
|
SU1117199A1 |
| Устройство для автоматической подналадки резца | 1977 |
|
SU737133A1 |
| Узел боковых роликов профилегибочного стана | 1977 |
|
SU743753A1 |
| Устройство для автоматической подналадки резца | 1974 |
|
SU516471A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1978 |
|
SU776769A1 |
| Устройство для разжима брусков хона | 1977 |
|
SU722741A2 |
| Винтовой домкрат | 1974 |
|
SU522129A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1993 |
|
RU2042477C1 |
| Устройство для обработки отверстия | 1981 |
|
SU1046074A1 |
| Устройство размерной настройки деревообрабатывающего станка | 1980 |
|
SU935275A1 |
УСТРОЙСТВО ДЛЯ НАСТРОЙКИ ОСЕВОГО ИНСТРУМЕНТА, содержащее корпус, на котором с возможностью осевого перемещения посредством гайки расположен винт, соединенный через тягу механизма регулирования с механизмом разжима, причем последние размещены в корпусе, отличающееся тем, что, с целью сокращения времени настройки, устройство снабжено гильзой с резьбой мелкого щага на внутренней поверхности, а механизм регулирования - ступенчатой втулкой, на ступенях которой выполнена резьба разного щага, установленой на корпусе фиксировано в осевом направлении, с возможностью вращения и контакта с дополнительной резьбой, выполненной на внутренней поверхности гайки, причем шаг наружной резьбы на корпусе, гайке и одной из резьб втулки соответствует шагу резьбы на гильзе. (Л О5 СО сл 4
/96 98 О 2
Д-А
ВидЕ
VNWW
25,
sst
| Куликов С | |||
| И | |||
| и др | |||
| Хонингование | |||
| Справочное пособие | |||
| М.: Машиностроение , 1973, с | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
