Изобретение относится к холодной обработке металлов давлением и может быть использовано для перемещения материала к прессу.
Цель изобретения - расширение функциональных возможностей устройства.
На фиг. 1 изображено устройство для перемещения материала к прессу; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство состоит из линеек 1 и 2 подвижной рамы 3 с ходовыми роликами 4 (осями) и силового цилиндра 5, закрепленного на плите 6 штампа. Шток 7 цилиндра 5 соединен с подвижной рамой 3 шарниром 8. Линейки 1 и 2 имеют нижнюю 9 и верхнюю 10 направляющие дорожки качения. Верхняя дорожка 10 имеет участки
11и 12. Участок 11 предназначен для переднего ролика рамы, а участок
12для заднего. На каждой линейке и 2 установлены на осях 13 стрелки 14 - 17. Пары стрелок 14 и 15 установлены в начале участков верхних дорожек качения, стрелок 16
и 17 - в конце участков верхних Дорожек качения. Стрелки 14 и 15 находятся в опущенном положении под действием собственной силы тяжести, а стрелки 16 и 17 - в поднятом положении за счет противовеса 18.
Позицией 9 обозначена заготовка материала, позицией 20 - изделие. Рама 3 выполнена из планок 21, связанных между собой стяжками 22, стрелки выполнены в виде собачек, имеющих форму клина.
Устройство работает следующим образом.
Заготовка 19 укладывается на выступающую за пределы пресса часть подвижной рамы 3. При пуске воздуха в левую полость силового цилиндра 5 подвижная рама 3 начинает перемещаться вправо. Ее ходовые ролики 4 п стрелкам 14 и 15 перекачиваются на верхнюю дорожку 10 линеек 1 и 2.
Рама 3 с заготовкой 19 поднимается вверх, снимая одновременно с штампа ранее отштампованные изделия 20.
При дальнейшем движении рамы 3 изделие 20 выносится за пределы пресса, а заготовка 19 заносится в штамп
Ролики 4 рамы 3 подходят к стрелкам 16 и 17 и, поворачивая их на осях 3, отпускают. По ним рама 3 переходит на нижнюю дорожку 9 линеек 1 и 2, заготовка 19 при зтом опускается на штамп. Перейдя на дорожку 9, рама 3 освобождает стрелки 16 и
17и они под действием противовесов
18поднимаются вверх. Изделие 20 снимается с рамы 3.
При подаче воздуха в правую полость силового цилиндра 5 рама 3 возвращается в исходное положение по нижней дорожке 9, проходя под заготовкой 19, не задевая ее.
В дальнейшем операции повторяются в том же порядке.
Изобретение позволяет механизировать тяжелый труд по загрузке штампов, повысить производительность, сократить габариты и упростить конструкцию.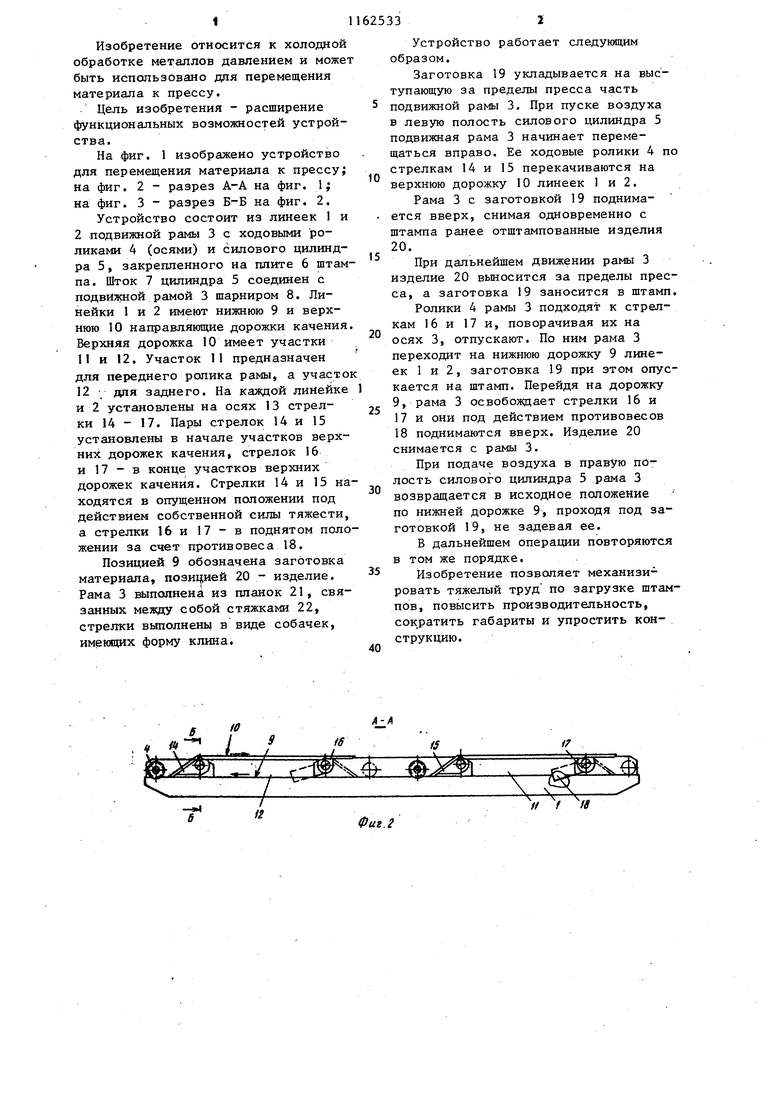
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок-штамп последовательной штамповки | 1980 |
|
SU1009580A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Устройство к прессу для смены технологической оснастки | 1989 |
|
SU1669764A1 |
| Грейферное подающее устройство | 1972 |
|
SU471933A1 |
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Агрегат для формовки и закалки изделий из полосового материала | 1977 |
|
SU682573A1 |
| Устройство для съема с рольганга и поперечной передачи длинномерных изделий | 1975 |
|
SU568488A1 |

УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ МАТЕРИАЛА К ПРЕССУ, содержащее смонтированные на основании линейки для перемещения материала, механизм перемещения материала, имеющий подвижные в направлении перемещения планки, по меньшей мере две собачки, шарнирно закрепленные с возможностью поворота вокруг горизонтальной оси, перпендикулярной направлению подачи, отличающееся тем, что, с целью расширения возможностей, оно снабжено роликами, установленными на осях, параллельных осям собачек, и размещенными на планках, в линейках выполнены по меньшей мере две направляющие, расположенные одна над другой, ролики размещены с возможностью перемещения по направляюощм, одна собачка смонтирована с возможностью взаимодействия с нижней направляющей и роликами, а другая смонтирована с возможностью взаимодействия с роликами и нижней направляющей и снабжена прот ивот«есом.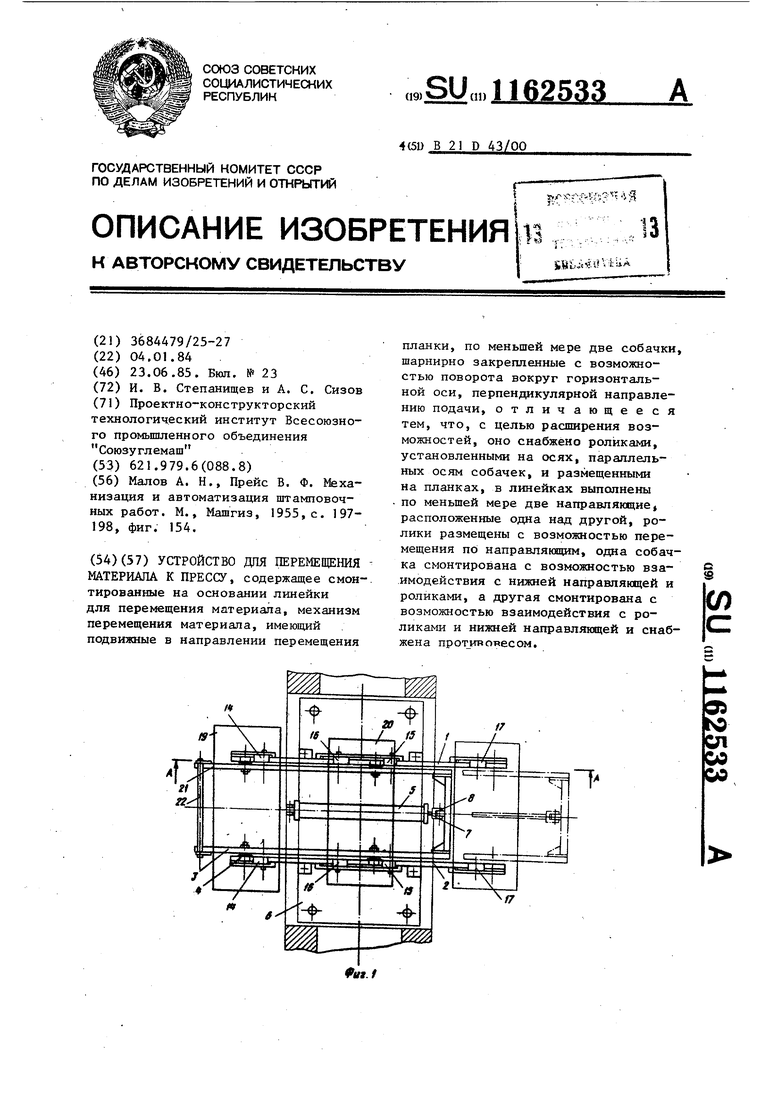
V V Фиг. г v#
Фиг.З
| Малов А | |||
| Н., Прайс В | |||
| Ф | |||
| Механизация и автоматизация штамповочных работ | |||
| М., Машгиз, 1955, с | |||
| СЕЙСМИЧЕСКИЙ МЕХАНОТРОИНЫЙ ДАТЧИК | 0 |
|
SU197198A1 |
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
