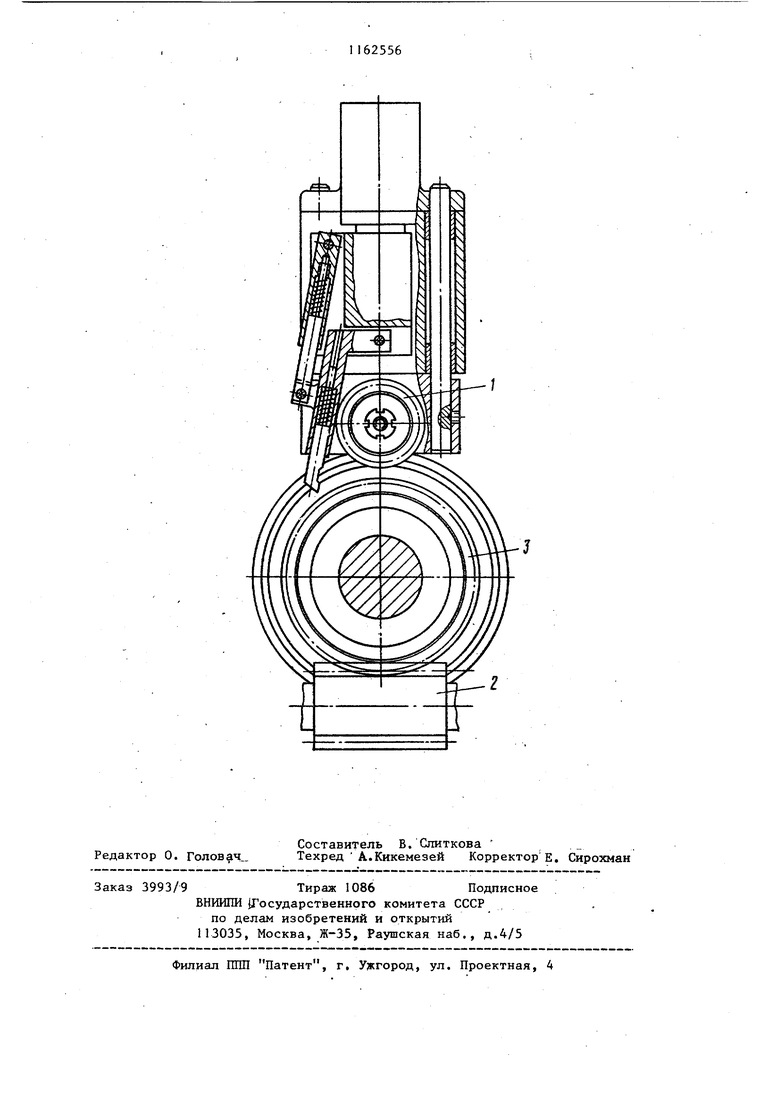
1 Изобретение относится к металлообработке и находит применение при производстве зубчатых колес. Известен способ ориентации зубчатых колес с предварительно полученным зубом относительно червячного инструмента с использованием ориентирующего элемента в виде зубчатого колеса, который кинематически связывают в период обработки с червяч.ным инструментом П . Недостаток известного способа состоит в низкой точности, так как зацеплении обрабатываемое зубчатое колесо - ориентирующий элемент всег да имеется зазор, что сказывается и на точности получаемьпс колес. Цель изобретения - повьшгение точ ности ориентации. Цель достигается тем, что при способе ориентации зубчатых колес с предварительно полученным зубом относительно червячного инструмента с использованием ориентирующего эле мента в виде зубчатого колеса, кото рый кинематически связывают в перио обработки с червячным инструментом, после окончания обработки выбирают зазор в зацеплении обработанное кол со - ориентирующий элемент,производят фиксацию последнего по угловому положению, выводят ориентирующий элемен из зацепления с обработанным колесом, производят замену, после чего подлежащее обработке колесо вводят в зацепление с ориентирующим элементом . На чертеже представлена схема спо соба. Первоначально ориентируклций зубча тый элемент 1 в виде зубчатого коле са устанавливают в требуемое положение относительно червячного инструмента 2 пои наладке. 56 . 2 Подлежащее обработке зубчатое колесо 3 устанавливают на оправку в позицию обработки так, что оно может свободно вращаться, и ориентируют его по зубчатому элементу I, который вводят в беззазорное зацепление с колесом 3. Затем зажимают зубчатое колесо 3. Зубчатый элемент 1 отводят до образования зазора в зацеплении колесо 3 - элемент 1 и раскрепляют последний, давая возможность ему свободно вращаться. Производят обработку зубчатого колеса 3. По окончании обработки выбирают зазор в зацеплении обработанное колесо - ориентирующий элемент, фиксируют его от поворота по угловому положению и отводят его. Снимают обработанное колесо и устанавливают подлежащее обработке на оправку так, что оно. может свободно вращаться. Ориентируют колесо 3 по зафиксированному положению элемента 1 путем ввода его в зацепление. Далее цикл повторяют. При этом в период обработки ориентирующий зубчатый элемент I кинематически связан с червячным инструментом 2. Предложенный способ автоматизирует процесс ориентации зубчатого колеса с предварительно обработанным зубом йтносительно червячной фрезы. Это позволяет на зубофрезерных автоматах использовать заготовки, получаемые методом накатывания зубьев или горячей щтамповки, что повышает производительноть зубофрезерования. При этом снижается отход металла в стружку и повЬппается стойкость инструмента. Наличие кинематической связи в период обработки между ориентирующим элементом и червячным инструментом повышает точность ориентации и соответственно, и точность обрабатываемых коле с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации зубчатых изделий | 1989 |
|
SU1685639A1 |
| Устройство для ориентации и закрепления прямозубых цилиндрических колес | 1990 |
|
SU1808541A1 |
| Устройство для ориентации зубчатых изделий | 1986 |
|
SU1458117A1 |
| Способ ориентации изделий и устройство для его осуществления | 1979 |
|
SU1085716A1 |
| Способ контроля зубчатых колес | 1983 |
|
SU1147921A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1972 |
|
SU428901A1 |
| Способ контроля зубчатых колес перед зубошлифованием | 1983 |
|
SU1147919A1 |
| Способ прокатки зубчатых колес и стан для его осуществления | 1977 |
|
SU732062A1 |
| Устройство для ориентации зубчатых колес | 1977 |
|
SU749585A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
СПОСОБ ОРИЕНТАЦИИ ЗУБЧАТЫХ . КОЛЕС с предварительно полученным зубом относительно червячного инструВССГОЮЗЯ И i3S:U3 ч«к agJuTPh мента с использованием ориентирующего элемента в виде зубчатогоiколеса, который кинематически связывают в период обработки с червячным инструментом, отличающийся тем, что, с целью повьшения точности, после окончания обработки выбирают зазор в зацеплении обработанное колесо - ориентирующий злемент, производят фиксацию последнего по угловому положению, выводят ориентирующий элемент из зацепления с обработанным колесом, производят замену, после чего вводят ориентирующий элемент в i зацепление с подлежащим обработке. зубчатым колесом. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
