Изобретение относится к изготовлению составных панелей путем склеивания отдельных элементов панелей и может быть использовано в ряде отраслей техники, требующих применения таких панелей, в частности, в автомобильной, мебельной и других отраслях промышленности.
Известна установка для сборки составных панелей, содержащая последовате тьно расположенные механизм поштучной выдачи и роликовый клеенамазывающий механизм, соединенные между собой первой конвейерной линией, привод и систему управления 1.
Недостатком этой установки является невозможность изготовления на ней задней перегородки кузова транспортного средства, состоящей из основной панели и наклеенных на нее с двух сторон накладок.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является установка для сборки составных панелей, содержащая механизм поштучной выдачи панелей, последовательно расположенные конвейерные линии, кантователи для передачи панелей с одной линии на другую, выполненные в виде приводного вала с поворотными рычагами, и устройство для нанесения клея на различные поверхности панелей, имеющее клеенамазывающие элементы 2.
Недостаток известной установки заключается в том, что она не позволяет изготавливать тонкостенные крупногабаритные панели высокого качества, состоящие, в частности, из основания с фигурными кромками и накладок, так как при нанесении клея на фигурные кромки основания панели возможно коробление панели из-за отсутствия над ней упора. Применение отдельного упора со своей системой управления будет усложнять установку.
Цель изобретения - обеспечение качественного изготовления тонкостенных крупногабаритных панелей, состоящих из основания с фигурными кромками и накладок.
Указанная цель достигается тем, что в установке для сборки составных панелей, содержащей механизм поштучной выдачи панелей, последовательно расположенные конвейерные линии, кантователи для передачи панелей с одной линии на другую, выполненные в виде приводного вала с поворотными рычагами, и устройство для нанесения клея на различные поверхности панелей, имеющее клеенамазывающие элементы, один из кантователей для передачи панелей с одной линии на другую снабжен закрепленными одним концом на приводном .валу дополнительными рычагами, свободные концы которых выполнены в плане по форме рабочих поверхностей клеена мазывающих элементов устройства для нанесения клея на фигурные кромки, основания панели и расположены в одной вертикальной плоскости
С клеенамазывающими элементами, причем устройство для нанесения клея на фигурные кромки основания панели расположено под конвейерной линией напротив кантователя. Кроме того, конвейерные линии снабжены подъемными столами,выполненными в виде основания и смонтированного на нем с возможностью вертикального перемещения настила, размещенного между смежными роликами конвейерных линий.
Такое выполнение установки предотвращает коробление панели в процессе нанесения клея. При этом кантователь с одной стороны обеспечивает передачу основания панели с одной конвейерной линии на другую, а с другой - выполняет роль упора, воспринимающего усилия клеенамазывающих элементов при нанесении клея на фигурные кромки.
На фиг. 1 изображена установка для сборки составных панелей, вид в плане;
0 на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - вид Г на фиг. 4; на фиг. 6 - разрез Д-Д на фиг. 4; на фиг. 7 - разрез Е-Е на фиг. 2; на фиг. 8 - разрез Ж-Ж на фиг. 1; на
5 фиг. 9 - разрез И-И на фиг. 1; на фиг. 10 - собираемая составная панель, вид в плане; на фиг. 11 - разрез К-К на фиг. 10. Установка для сборки составных панелей содержит первую конвейерную линию 1, вторую конвейерную линию 2 и третью
конвейерную линию 3, выполненные из ряда сопряженных между собой секций. С входной секцией 4 первой конвейерной линии 1 сопряжен механизм 5 поштучной выдачи, который обеспечивает подачу оснований панелей на первую конвейерную линию.
5
На секции 6 первой конвейерной лшии установлен клеенамазывающий механизм 7. Выходная секция 8 первой конвейерной линии расположена напротив входной секции
9второй конвейерной линии 2. Между эти0 ми секциями установлен первый кантователь
10для передачи панелей с первой линии на вторую. Выходная секция И второй конвейерной линии 2 расположена напротив входной секции 12 третьей конвейерной линии 3. На секции 3 второй конвейерной
5 линии установлен клеенамазывающий механизм 14. На секциях 15 и 16 конвейерной линии 2 установлены подъемные столы 17 (фиг. 8). Между секцией 11 конвейерной линии 2 и секцией 2 конвейерной
. линии 3 установлен второй кантователь 18 для передачи панеаи со второй линии на третью, а на секции 11 снизу размещено устройство 19 для нанесения клея на фигурные кромки основания панели. На секциях 20 и 21 конвейерной линии 3 установлены подъемные столы, аналогичные также столам 17.
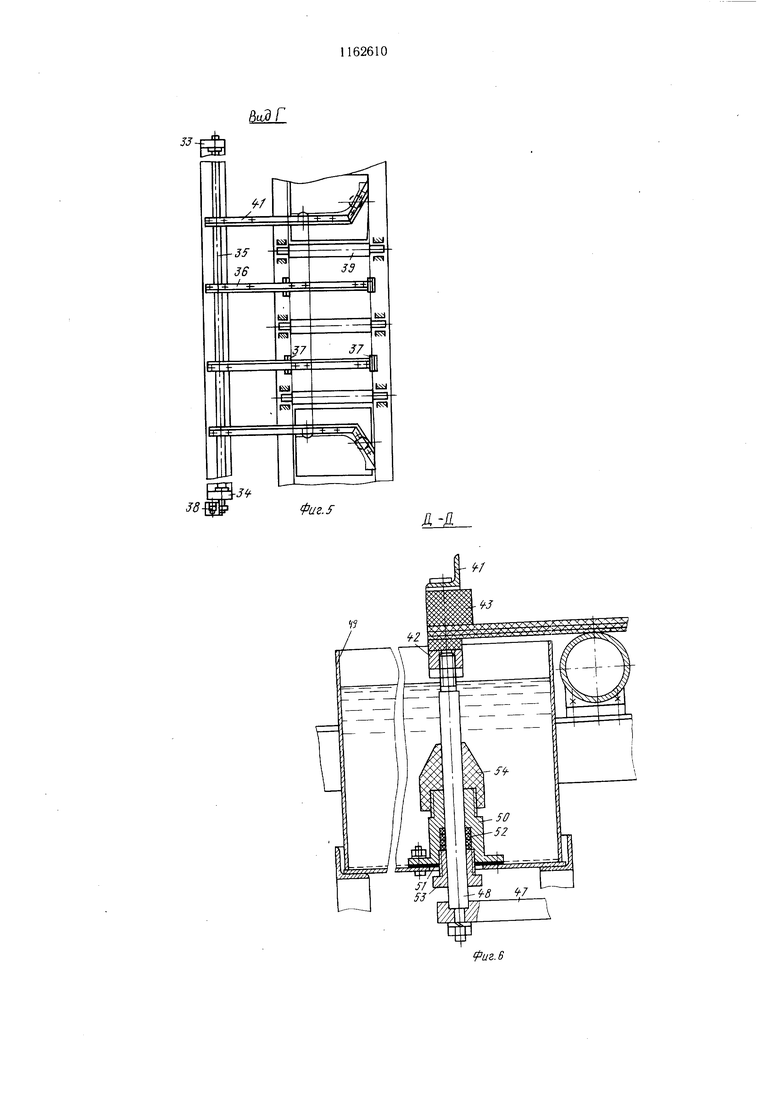
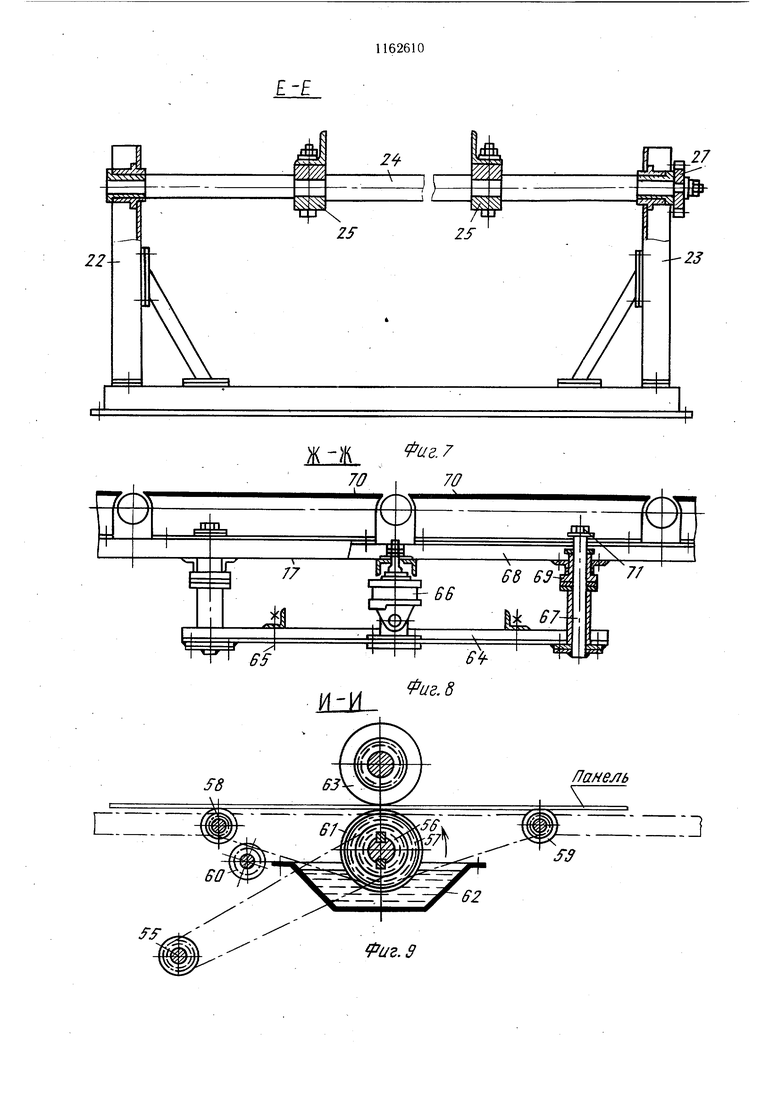
Первый кантователь, служащий для передачи панелей с первой конвейерной лиНИИ 1 на вторую конвейерную линию 2, состоит из пары стоек 22 и 23 (фиг. 2 и 7), в которых поворотно смонтирован вал 24. На валу жестко закреплены параллельные рычаги 25 с захватами 26. На конце вала 24, выступающем из стойки 23, установлена на шпонке шестерня 27, находящаяся в зацеплении с рейкой 28. Последняя закреплена на штоке силового цилиндра 29, установленного на стойке 23. Стойки 22 и 23 (фиг. 2 и 7) и секции конвейеров 8 и 9 (фиг. 1) установлены так, что между рычагами 25 и роликами 30 и 31 конвейерных линий 1 и 2 образуются одинаковые зазоры в плане. Ролики 30 имеют выступающие диски 32, непосредственно поддерживающие панель. Диски 32 при передвижении по ним панели с нанесенным клеем благодаря малой длине контакта с поверхностью не повреждают слой нанесенного клея. Второй кантователь 18, служащий для передачи панелей со второй конвейерной линией 2 на третью конвейерную линию 3, также состоит из пары стоек 33 и 34 (фиг. 5), в которых поворотно смонтирован вал 35. На валу жестко закреплены параллельные рычаги 36 с прихватами 37. Привод осуществляется аналогично первому кантователю от силового цилиндра 38, установленного на стойке 34. Стойки 33 и 34установлены таким образом, что образуются одинаковые зазоры между рычагами 36 и роликами 39 и 40 (фиг. 4 и 5) секций II и 12 конвейеров (фиг. 1). Ролики 40ступенчатые в связи с тем, что накладки панели подгибаются при сборке. С наружной стороны рычагов 36 на валу 35также жестко закреплены дополнительные рычаги 41 (фиг. 5 и 6), служащие опорой панели при нажатии на нее снизу клеенаносящего элемента 42 (фиг. 6) устройства для нанесения клея на фигурные кромки панели. Рабочая поверхность клеенамазывающего элемента и накладка 43 рычагов 41 по конфигурации соответствуют профилю фигурной кромки панели. Рычаги 41расположены в одной вертикальной плоскости с клеенамазывающими элементами 42. Устройство для нанесения клея на фигурные кромки основания панели (фиг. 4 и 6) установлено напротив кантователя 18 и выполнено б виде пары стоек 44, связанных на нижних концах поперечиной 45, к которой прикреплен корпус силового цилиндра 46. Шток силового цилиндра несет на себе траверсу 47 с плунжерами 48, расположенными в резервуаре 49 с клеем. Плунжера проходят через уплотнительную втулку 50, закрепляемую к резервуару болтами через прокладку 51. Во втулке плунжер уплотняется с помощью набивки 52, поджимаемой гайкой 53. На верхний конец втулки закрепляется грязесъемник 54, служащий для снятия крупных частиц клея, т. е. для предохранения от них набивки. Клеенамазывающие элементы 42 находятся в погруженном состоянии и, выходя из клеевого резервуара, по команде управления несут на своей плоскости клей, часть которого при соприкосновении с панелью остается на ней. Секции конвейерных линий I и 2 имеют привод от клеенамазывающих механизмов 7 и 14, а секции конвейерной линии 3 - от отдельной силовой установки (не показана). Привод роликов от клеенамазывающего механизма 14 схематически показан на фиг. 9, где от ведущей звездочки 55 приводится звездочка 56 ведущего вальца, а от звездочки 57, сидящей на валу этого же вальца, приводятся звездочки. .58 и 59 соседних с вальцем роликов, от которых приводятся все остальные ролики, при этом звездочка 60 является натяжной. Роликовый клеенамазывающий механизм (фиг. 9) выполнен в виде нижнего клеенамазывающего вальца 61, приводимого во вращение от ведущей звездочки 55. Валец 61 частично погружен в клеевую ванну 62, а валец 53 является прижимным. Каждый подъемный стол 17 (фиг. 8), расположенный на секциях 15, 16, 20 и 21 конвейерных линий 2 и 3, выполнен в виде основания 64, прикрепленного к раме секции болтами 65. На основании закреплены силовой цилиндр - пневмоцилиндр 66 и направляющие 67, по которым может перемещаться от штока цилиндра рама стола 68 с направляющими втулками 69. К раме стола крепится размещаемый между смежными роликами настил 70. Настил вместе с рамой может перемещаться по вертикали от силового цилиндра, включаемого рабочим или системой управления установки (не показана). Направляющие 67 снабжены упорами 71, фиксирующими верхнее положение настила. Установка работает следующим образом. Механизм 5 пощтучной выдачи перемещает через определенные промежутки времени на конвейерную линию 1 основание 72 па- . нели, которое с помощью роликов подводится к клеенамазывающему механизму 7, пройдя который, попадает на секцию 8, где останавливается упором. В это время рычаги кантователя 10 вращаясь, опускаются на основание панели и поворотом в обратную сторону своими захватами 26 (фиг. 2) перемещают основание панели на секцию 9 конвейерной линии 2. При этом основание укладывается на ролики намазанной клеем стороной вверх. Перемещаясь далее по роликам конвейерной линии 2, основание панели попадает на секции 16 и 15, в которых по команде системы управления пневмоцилиндр 66 (фиг. 8) поднимает раму стола 68 с подъемным настилом 70 выще верхних образующих роликов, что приводит к остановке панели. Затем рабочие наклеивают на основание накладку 73, разглаживают и подгибают ее, работая на подъемном настиле как на обычном столе. Далее панель поступает на секцию 13, где с помощью клеенамазывающего механизма 14 на нее наносится снизу продольные полосы клея под накладки 74, после чего роликами она перемещается на секцию 11, где останавливается упором.
На этой секции после поворота кантователя она прижимается к роликам рычагами 41 кантователя 18 (фиг. 1, 5 и 6) и одновременно снизу против этих рычагов из резервуара 49 с клеем к ней подводятся клеенамазывающие элементы 42. Таким образом, панель оказывается зажатой на короткое время между поверхностями рычагов сверху и поверхностями клеенамазывающих элементов снизу. После этого от системы управления срабатывают последовательно силовые цилиндры 46 (фиг. 4) и 38 (фиг. 5). Панель с помощью рычагов 36 и прихватов 37 поворотом кантователя 18 с обратную сторону переносится на секцию 12 конвейерной линии 3. С этой секции она передвигается роликами намазанной клеем стороной вверх на секции 20 и 21, где останавливается подъемным настилом 70 (фиг. 8), приводимым от пневмоцилиндра 66, включаемого в работу системой управления.
На этом настиле рабочие наклеивают накладки 74 и снимают готовую панель.
Основание 72 панели выполнено из твердого материала, например пластмассы или твердой древесно-волокнистой плиты, а накладка - из мягких материалов, например поролона или иглопробивного полотна.
Предлагаемое устройство обеспечивает качественное изготовление тонкостенных крупногабаритных панелей, в частности задних перегородок кузова автомобиля.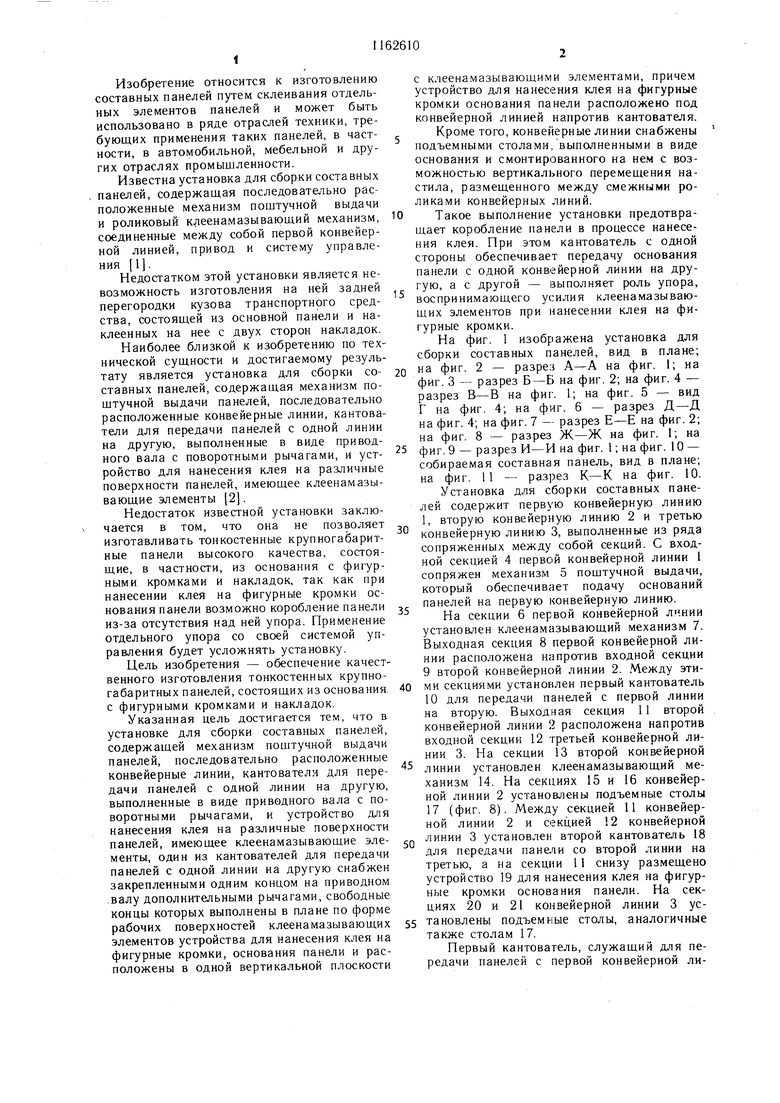


| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ЩИТОВfimn V-- " ; ФУЛй ^ •- ^-• | 1972 |
|
SU424712A1 |
| Линия для изготовления клееных деревянных балок | 1984 |
|
SU1172712A1 |
| Загрузочный ротор | 1990 |
|
SU1780988A1 |
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ КУСКОВОГО ШПОНА и т. п. ЛИСТОВОГО МАТЕРИАЛА В ПОЛНОФОРМАТНЫЕ ЛИСТЫ | 1968 |
|
SU217631A1 |
| Автоматизированный комплекс для обработки листового материала | 1987 |
|
SU1475757A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| КЛЕЕНАМАЗЫВАЮЩЕЕ УСТРОЙСТВО К РВБРОСКЛЕИВАЮЩИМ СТАНКАМ | 1969 |
|
SU246024A1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |

1. УСТАНОВКА ДЛЯ СБОРКИ СОСТАВНЫХ ПАНЕЛЕЙ, содержащая механизм поштучной выдачи панелей, последовательно расположенные конвейерные линии, кантователи для передачи панелей с одной линии на другую, выполненные в виде приводного вала с поворотными рычагами, и устройство для нанесения клея на различные поверхности панелей, имеюш.ее клеенамазывающие элементы, отличающаяся тем, что, с целью обеспечения качественного изготовления тонкостенных крупногабаритных панелей, состоящих из основания с фигурными кромками и накладок, один из кантователей- для передачи панелей с одной линии на другую снабжен закрепленными одним концом на приводном валу дополнительными рычагами, свободные концы которых выполнены в плане по форме рабочих поверхностей клеенамазывающих элементов устройства для нанесения клея на фигурные кромки основания панели и расположены в одной вертикальной плоскости с клеенамазывающими элементами, причем устройство для нанесения клея на фигурные кромки основания панели расположено под конвейерной линией напротив р S кантователя. 2. Установка по п. 1, отличающаяся тем, что конвейерные линии снабжены подъемными столами, выполненными в виде основания и смонтированного на нем с возможностью вертикального перемещения на- . стила, размещенного между смежными роли- В ками конвейерных линий. О) ГС О5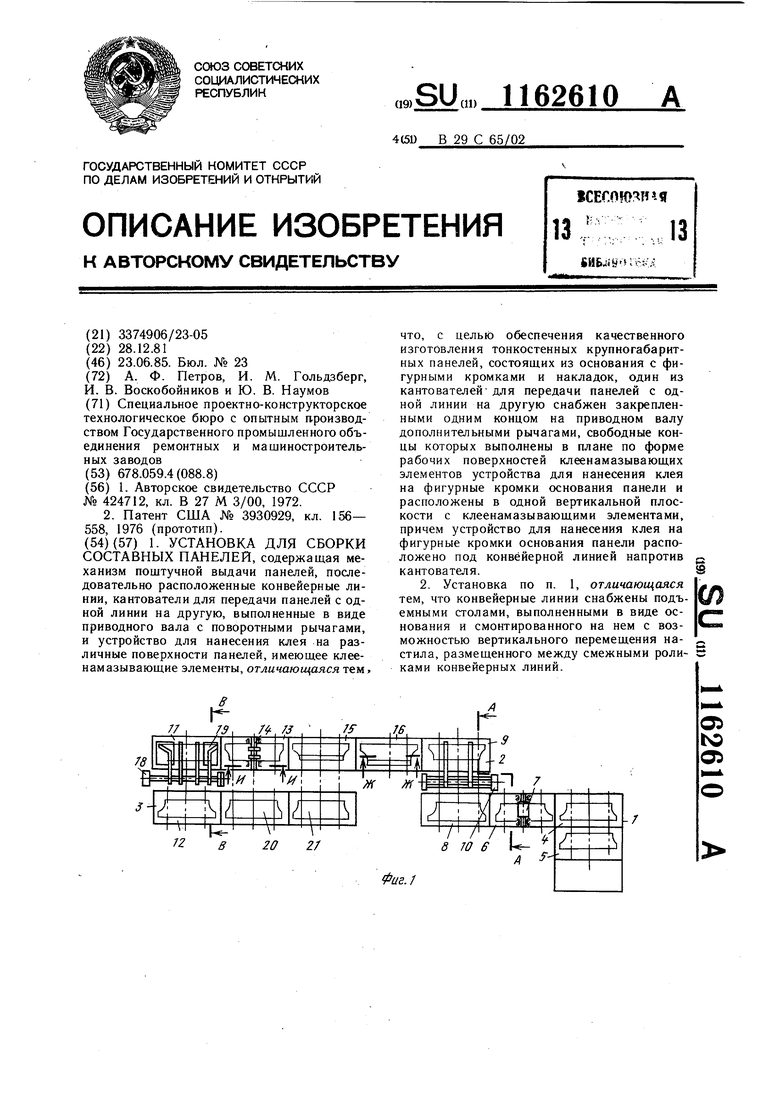
23
az.J
Г
Д
Панель
Панель
0
ya,
.
f
H
J f J- С
Ж-Ж
77
ff
Фиг. 7 70
|
Fk
7/
66 6966
i 676и-и 4%г.
.z::3 fuz.S Панель
К
-1
к Фиг. 10
К-(
Фиг. //
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ЩИТОВfimn V-- " ; ФУЛй ^ •- ^-• | 1972 |
|
SU424712A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3930929, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
