Од СдЭ
со о
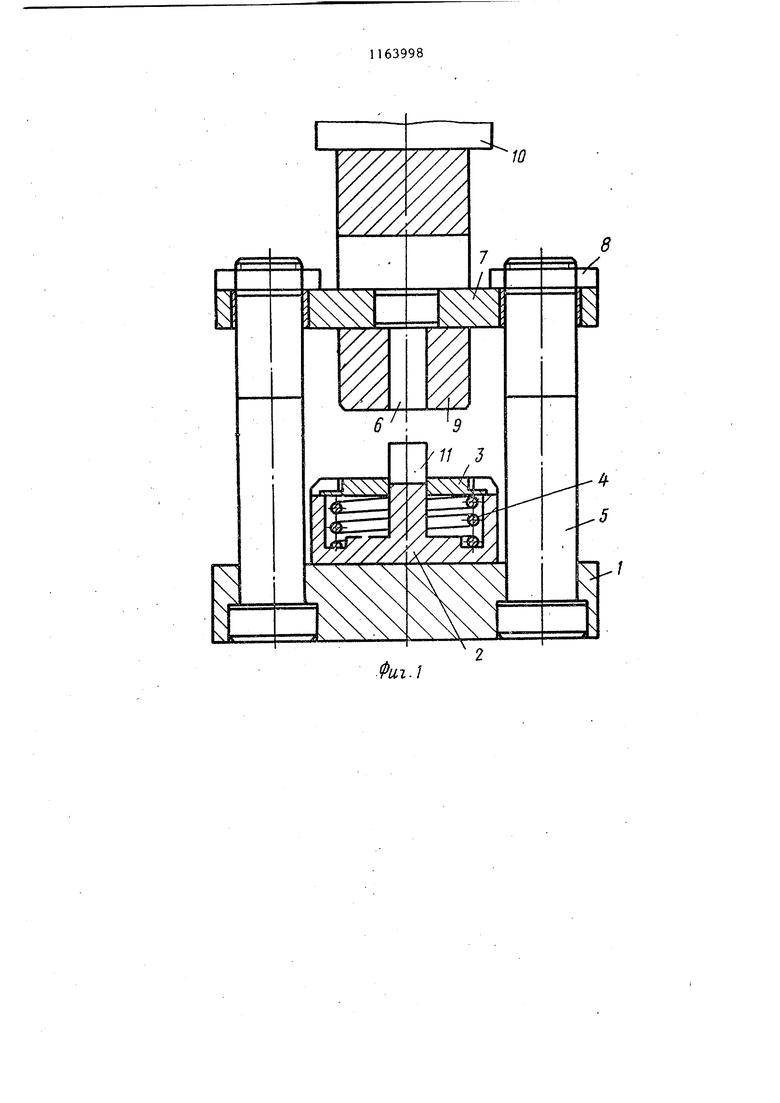
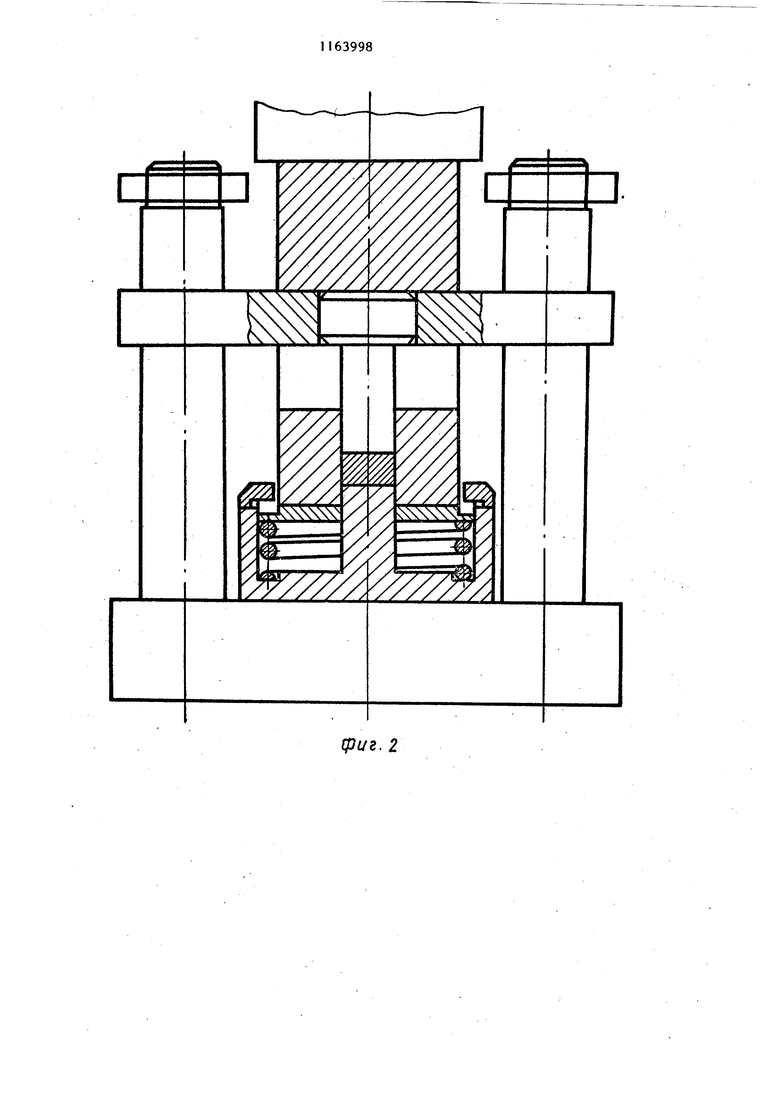
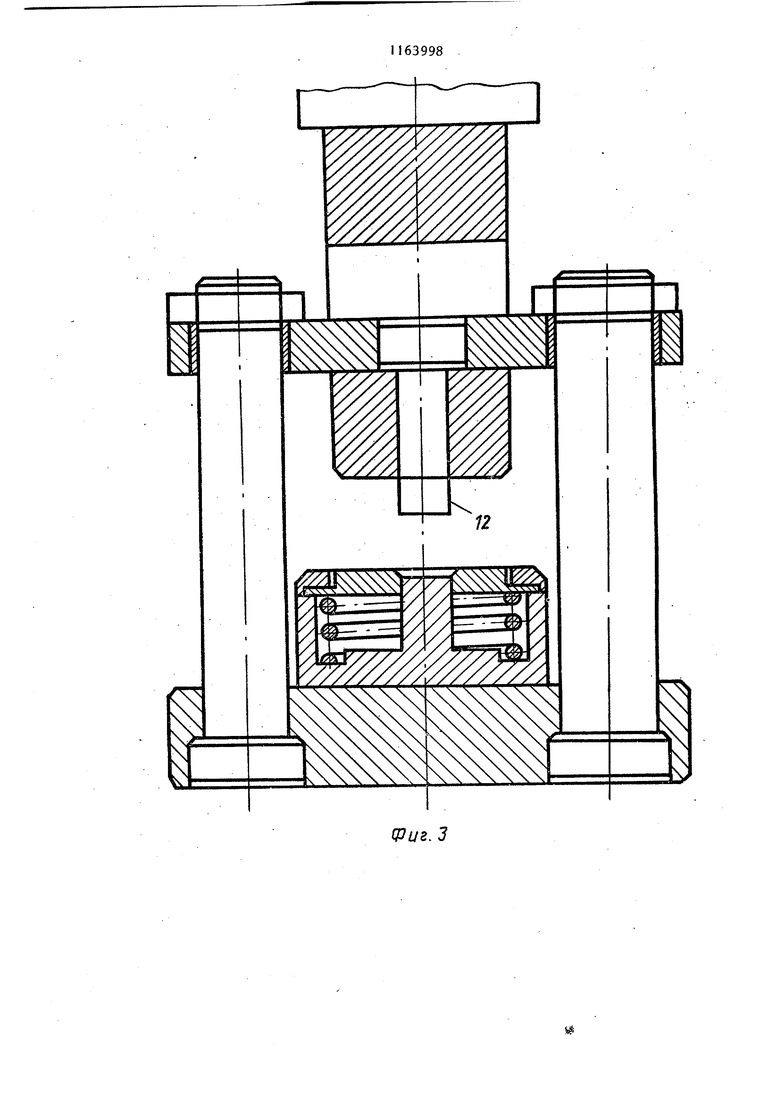
00 Изобретение относится к порошковой металлургии, в частности к устройствам для изготовления деталей динамическим горячим прессованием. Цель изобретения повышение производительности и расширение тех нологических возможностей за счет улучшения температурного баланса формующей полости и создания уело- ВИЙ для формования мелких, нетеплоемких деталей. На фиг. 1 изображен штамп для динамического горячего прессования, исходное положение; на фиг. 2 стадия окончания формования детали; на фиг. 3 удаление сформованной детали. Штамп содержит нижнюю плиту 1, матрицу 2, закрепленную на нижней шште I и вьтолненную в виде упора и подставки 3 с пружиной 4, направля кпще колонки 5,жестко закрепленные в нижней плите I, пуансон 6, закрепленный в верхней плите 7, упорные гайки 8, формующий пуансон 9, ук репленный на ползуне 10. Штамп работает следующим образом Ползун 10 пресса находится в верХ нем положении. Нагретая заготовка 11 подается в матрицу 2, укрепленную на нижней плите 1, на подстав су 3 с пружиной 4. Ползун 10 пресса вместе с жесткозакреплеаным в нем формую щим пуансоном 9 перемещается вниз и в момент начала уплотнения пуансоно 6заготовка 11 находится в полости формующего пуансона 9, тем самым обе спечивается осадка заготовки и формо вание детали (.фиг. 2). При обратном ходе ползуна 10 прес са вверх перемещается верхняя плита 7до упора в гайки 8 направляющих ко лонок 5. Формующий пуансон 9 продолжает двигаться вверх относительно уже неподвижного пуансона 6. Этим обеспечивается вьшрессовка детали I2 из полости формующего пуансона 9, которая удаляется из зоны прессования толкателем. Операция повторяется. Проведенные испытания показали высокую надежность штампа в работе. Изт готовление партии постоянных магнитов с использованием данного штампа динамического горячего прессования позволило получить качество поверхно сти сформованных деталей RziIO, что исключает необходимость последующей обработки шлифованием. Изобретение позволяет расширить технологические возможности метода динамического горячего прессования- отсутствие теплопередачи от нагретой заготовки к формующей полости пуансона за период времени между загрузкой заготовки и прессованием. Автоматическое удаление деталей из формующей полости при обратном ходе ползуна пресса позволяет снизить передаваемое количество теплоты от нагретой заготовки к инструменту до минимума, что существенно улучшает температурный баланс формующей полости пуансона, т.е. позволяет повысить такт прессования (производительность) до 600 деталей в час производительность штампа - прототипа - до 200 дет/ч ) без затрат времени на охлаждение инструмента, а также формовать мелкие, нетеплоемкие детали. Прессование детали в отличие от штампа-прототипа происходит по прогрессивной схеме, где перемещение осаживаемых слоев заготовки соответствует перемещению формующей полости пуансона в том же направлении между поверхностными слоямн заготовки и стенками формующей полости и способствует снижению усилия прессования на 20-25%.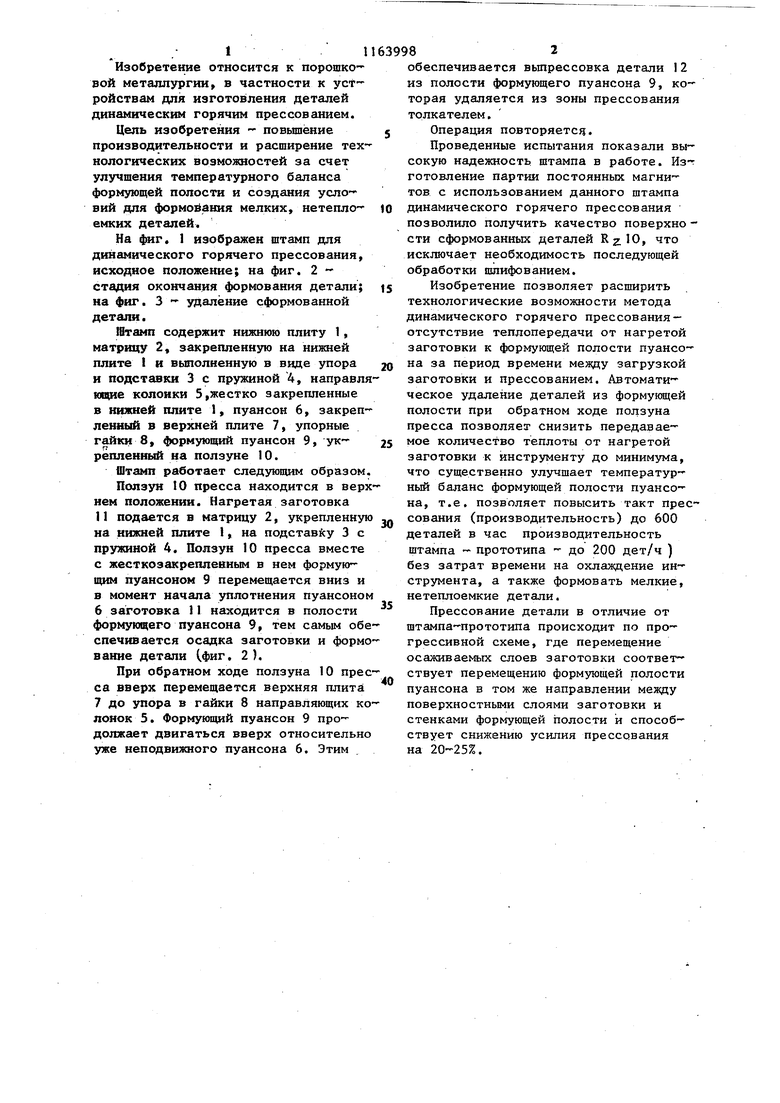
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для динамического горячего прессования спеченных деталей | 1980 |
|
SU908527A1 |
| Штамп для динамического горячего прессования изделий из порошков | 1982 |
|
SU1026959A1 |
| Устройство для динамического горячего прессования порошков | 1980 |
|
SU880629A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Установка для динамического горячего прессования деталей из порошковых заготовок | 1981 |
|
SU984682A1 |
| Штамп для горячей штамповки порош-КОВыХ зАгОТОВОК | 1979 |
|
SU846108A1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Способ изготовления комбинированных изделий | 1979 |
|
SU904894A1 |
| Способ изготовления высокоплотных спеченных изделий (его варианты) | 1982 |
|
SU1049184A1 |
ШТАМП ДЛЯ ДИНАМИЧЕСКОГО ГОРЯЧЕГО ПРЕССОВАНИЯ ПОРОШКОВЫХ ЗАГОТОВОК, содержащий матрицу, пуан . сон, верхнюю и нижнюю плиты и направляющие колонки, о т л и ч а ю щ и и с я тем, что, с целью по- вышения производительности и расширения технологических возможностей, штамп снабжен дополнительным пуансоном с формующей полостью, а матри- ца выполнена в виде упора и подставки.
сриг. 2
| Штамп для динамического горячего прессования металлических порошков | 1980 |
|
SU1016073A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Авторское свидетельство СССР | |||
| Штамп для динамического горячего прессования изделий из порошков | 1982 |
|
SU1026959A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
