(54) УСТАНОВКА ДЛЯ ОБРАБОТКИ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий впОлыХ дЕТАляХ | 1978 |
|
SU841723A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Штамп последовательного действия | 1984 |
|
SU1196083A1 |
| Штамп-автомат для выдавливания пустотелых деталей на прессе | 1989 |
|
SU1669620A1 |
| Штамповочный комплекс | 1981 |
|
SU1015991A1 |
| Механизированная линия резки проката | 1974 |
|
SU499061A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU205799A1 |
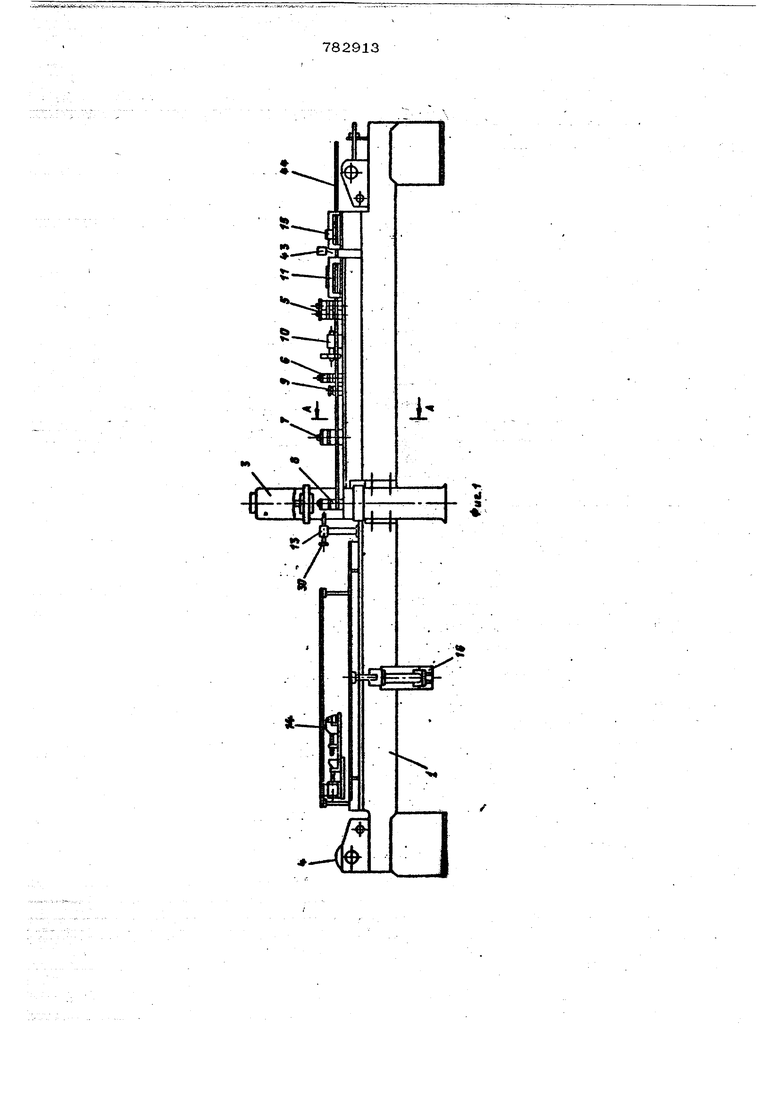
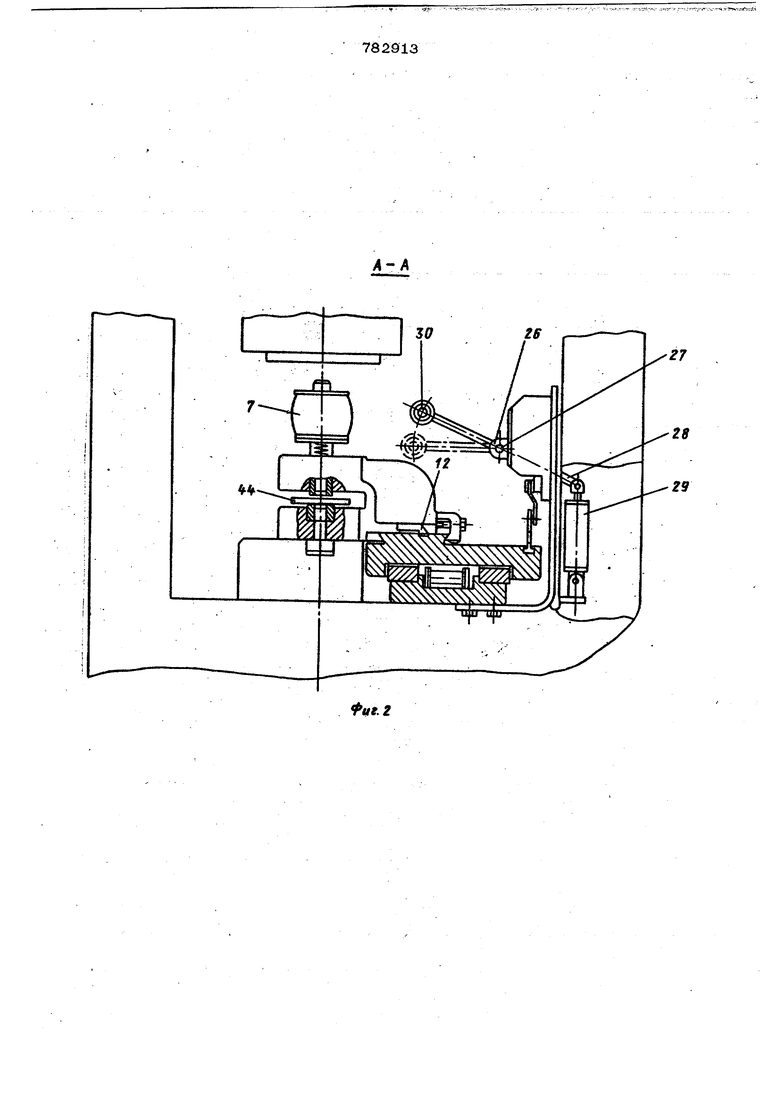
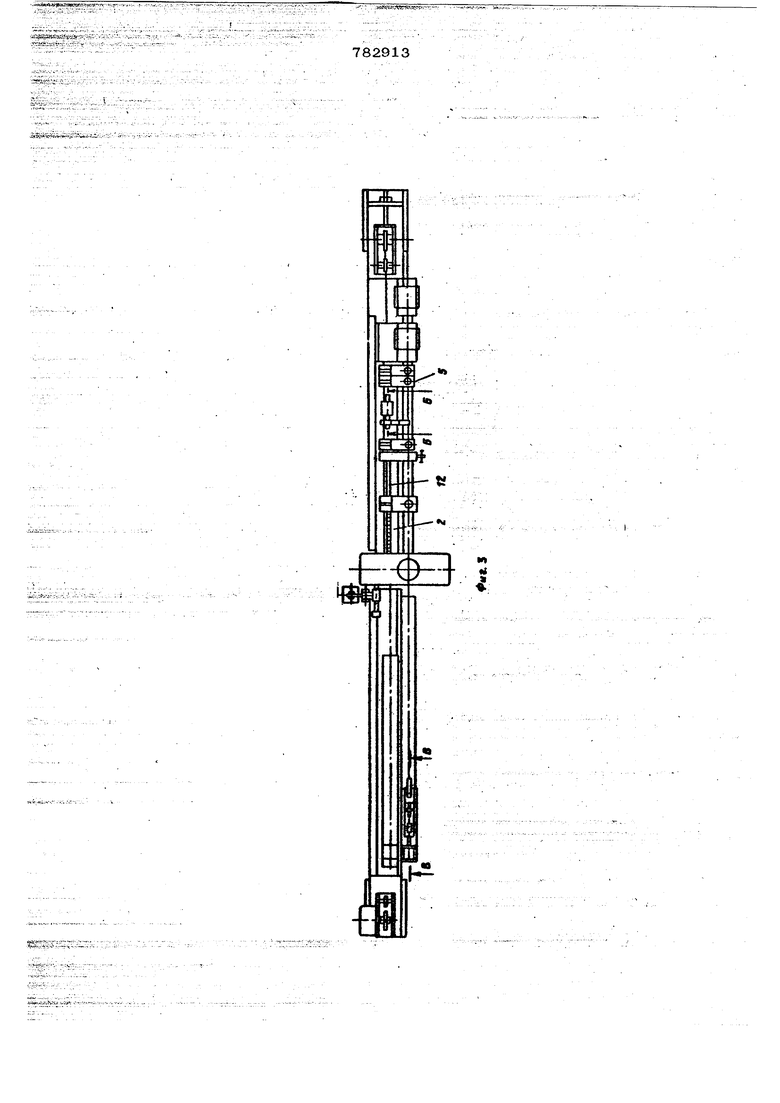
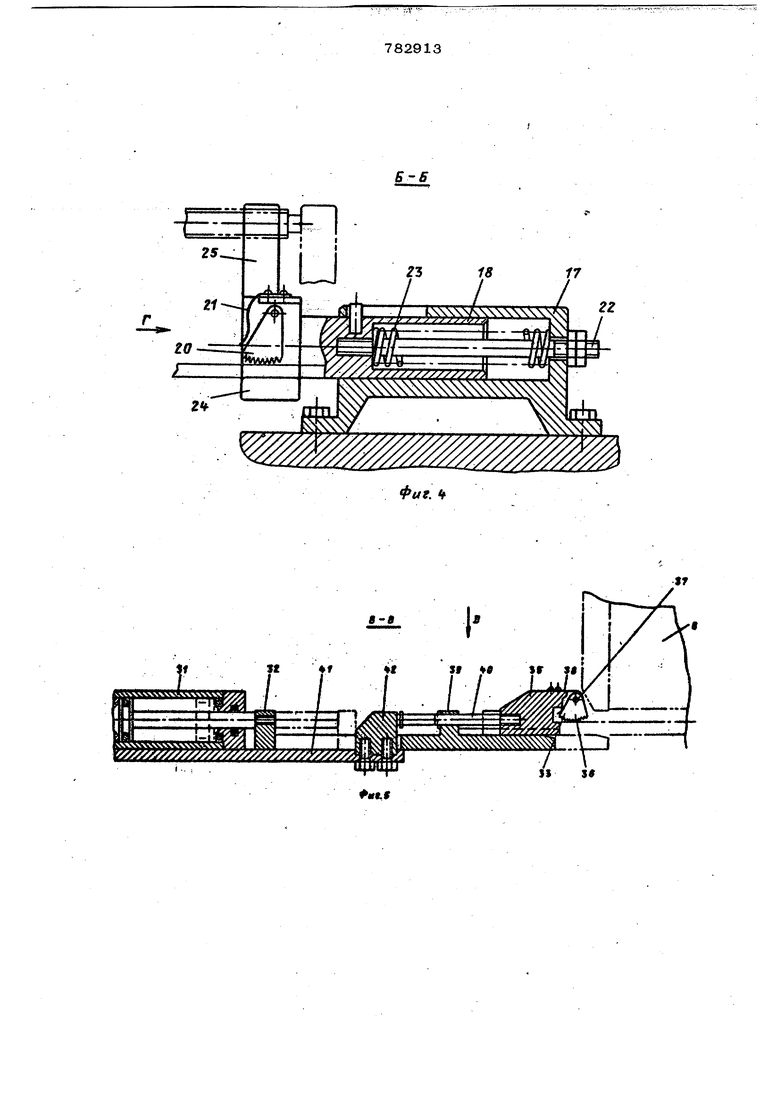
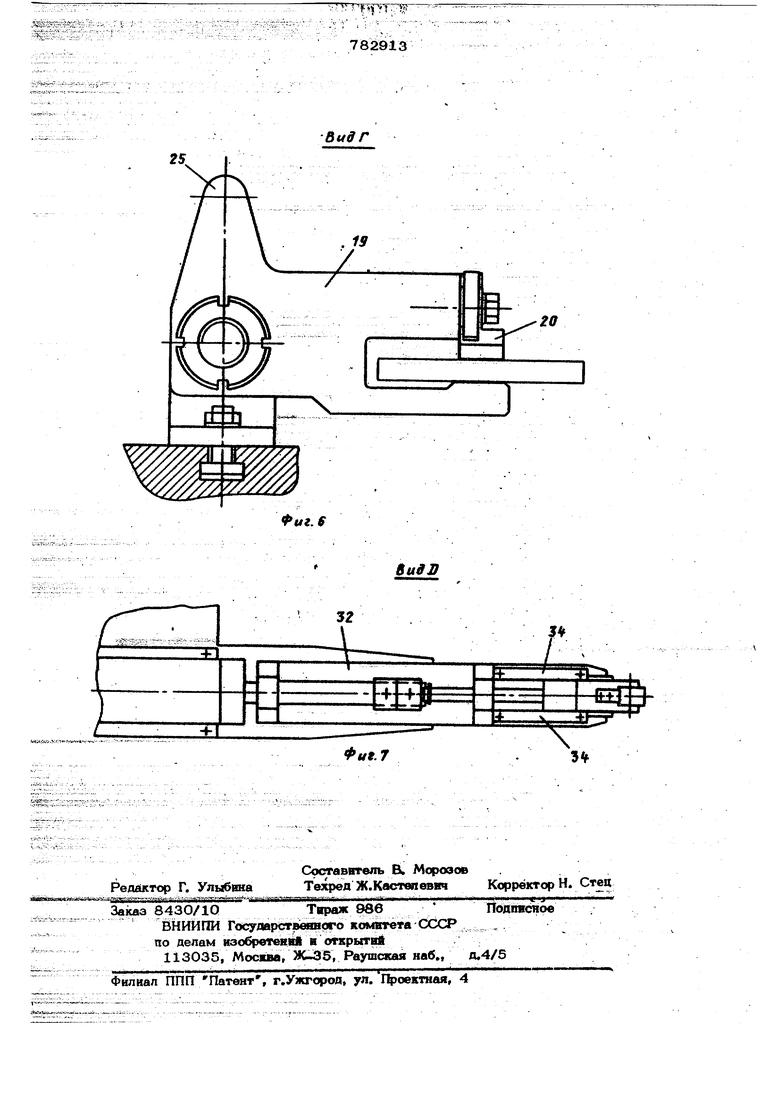
. I Изобретение относится к обработке металлов давлением и может быть исполь зованр для обработки проката, ъ частности для пробивки отверстий и обрезки токоведущих шив. Известна установка для обработки про ката, содержащая станину, револьверный стол, штампы, установленнь1е на нем, пресс ij,. «Недостатком установки является ее сложность в изготовлении. Известна также. установка для обработ ки проката, со юржащая станину, подвижную раму, штампы, см жтированные на . ней с возможностью перестановки и фиксации, пресс и механизм фиксации дета ли ЙНедостатком такой установки являе1хя низкая производительность при обработке длинномерного материа/fla, так как резка к пробивка отверстий осуществляется на отдельных рабочих местах, что затрудняет автоматизацию. Цель изобретения - автоматизация об- работки длинномерного проката. достигается тем, чт установка снабжена толкателем, установленным на подвижной раме, поворотным упором, вза-ч лмодействуюшнм с толкателек а механизм фиксации детали так же, как и поворотный упор , размещены на станине. Механизм фиксации детали выполнен в виде приводного ползуна, ycт oвлeннcv. го на станине, и захвата, размещенного на ползуне с возможностью перемещения относительно него. Толкатель вьтолнен в виде подпружиненного штока и захвата, расположенного на торце штока. Поворотный упор выполнен в виде рычага, связанного с приводом поворота, и головки в виде винта, смонтированного на рычаге. - На фиг.1 изображена установка, общий вид; на фиг.2 - то же, разрез А-А на фиг.1; на фиг.З - то же, план; на фиг. 4то же, разрез Б-Б на фнг.З} на фиг.5 то же, разрез В-В на фиг.3; на фиг.6 то же, вид по стрелке Г на фиг.4 на фаг 7 - тоже, вид по стрелке Д на фиг.5. Установка состоит из станины 1, подвижной рамы 2, расположенной на ее направляющих, пресса 3, привода рамы 4. На раме смсжтнрованы с возможносты перестановки и фиксации штампы 5, для образования отверстий и отрезной штамп 8. На раме размещены также механизмы 9 фиксации обрабатываемся о про ката в зоне действия ползуна пресса 3, толкатель 10, механизм зажима проката llj, и установочная линейка 12, На станине 1 установлены поворотный упор 13, механизм 14 фиксации детали, тормозное устройство 15 и сбрасьшатель 16. Толкатель Ю (фиг.3и4) состоит из корпуса 17, в котором размещен щток 18, на торце штока расположена планка I с захватом в виде эксцентриковой собачки 20, установленной с возможностью взаимодействия с пружиной 21. Между корпусом 17 и штсжом 18, связанными регулировочным винтом 22, размещена пружина 23. Планка 19 имеет выступ 24, взаимодействующий с обрабатываемым Прокатом и эксцентриковой собачкой 2О. Кроме того, планка 19 имеет . выступ 25 На крсиц-тейне 26 на оси 27 установлен повсчэотный упор 13, вьто/шенный в виде рычага 28, связанного сприводом поворота, например, с силовым цилиндром 29, и головки) в виде винта 30. Механизм 14 фиксации детали выполнен в виде приводного от силовет о цилинд ра 31 ползуна 32 и захвата 33, размещенного в направляющих 34 на ползуне 32 с возможностью перемещения относительно него. Захват вьтолнея в виде державки 35, несущей эксцентрикежую собач ку 36, установленную на оси 37 и взаимодействующую с пружиной 38. В отверстии выступа 39 ползуна 32 установлен палец 40, связанный с державкой 35. На щэсищтейне 41 смонтирован сухарь 42, взаимодействующий с державке 36 посредством пальца 40. На станине 1 также расположен конеч ный вьшлючатель 43. Установка работает следующим образо Перед началом работы оператор расст ляет по линейке 12, смонтированной на раме 2, штампы 5,6,7 для образования отверстий и отрезной штамп 8 согласно чертежу шины, подлежащей обработке. Настраивает поворотный упор 13 и механизм 14 фиксации детали. Ксжец обрабатьшаемого проката, например, полосы 44, пройдя правильные ролики машины для правки (не показано), через тормозное устройство 15 и механизм зажима 11, поступает в штамп 5 для образования отверстий, расположенный рядом с механизмом зажима. С датчика (не показан) включается привод 4i и рама 2 вместе с обрабатьтаемой полосой 44 переместится в крайнее левое положение. При воздействии на ксиечный вьпслючатель (не показан) остановится. При этом щтамп 5 окажется в зоне действия ползуна пресса 3. Произойдет пробивка отверстий в начальной части полосы 44. При возврате ползуна пресса в верхнее положение произойдет включение привода 4, и рама 2 возвратится в исходное положение, а полоса, удерживаемая тормозным устройством 15, останется, на месте. При остановке рамы 2 в крайнем правом положении произойдет включение ползуна пресса 3, который, воздействуя на отрезной щтамп 8, отрежет дефектный кс«ец полосы. При возврате в верхнее положение ползуна пресса 3 снова начнется перемещение рамы 2 влево. При этси остановка рамы 2 и вкл1очение ползуна пресса будет производиться последовательно по мере пофсода в зону пресса штампов 6 И 7. Из крайкего левого положения рама 2 после воздействия ползуна пресса на щтампы 5,6,7 и пробивки отверстий, снова возвратится в исходное положение. Произойдет отрезка детали, которая автоматически сбросится в тару с по мощью сбрасывателя 16 при повторном перемещении рамы 2 влево. При этомлолоса будет обрабатьюать|СЯ вышеописанным способом. Весь цикл обработки полосы 44 будет повторяться до тех пор, пока не срал ботает конечный выключатель 43 (конец обрабатываемой полосы). Произойдет вклю чение силового цилиндра 29 и механизма 14 фиксации детали. При этом установочный винт 30 примет рабочее положение, а ползун 32 вьлдвинется вправо навстречу перемещаемой полосе 44 с рамой 2. . При подходе, рамы 2 в крайнее левое положение вИнт ЗО воздействует на выступ 2.5 планки 19 толкателя 10 и взводит пружину 23. Одновременно отрезной штамп 8, .установленный на раме 2, воз. действует на державку 35 механизма 14 фиксаций детали, сдвигает ее до выступа Ползуна, а затем.и ползун 32 на подови ky хода поршня цилиндра 31. В начале движеявя рамы 2 вправо шток 18 толкателя 10 под воздействием тфужины 23 начнет сдвигаться влево. При этом полоса 44, заклиненная эксцентриковой собач ксЛ 20, остается неподвижной относитель но пресса 3, а ползун 32 механизма 14 фиксации детали, следуя за отрезным шта пом 8 вместе с державксА 3S и эксцент рИковоА собачкой 20, надвигается на конец полосы 44 и удерживает ее до возвр та рамы 2 в исходное . После остановки рамы произойдет отрезка после ней детали. После отрезки последней детали Лключится поворотный упор 13 и переключится силовой цилийдр 31. При атом деталь, зажатая между ползуном 32 и эксцентриксюой собачке 38, сдвигается влево. Правый ковец детали с отрезного. штампа 8. Прл дальнейшем движении 4О воздействует на сухарьt),42, державка 35 с собачкой 37 останавливается, а ползун 32 выдвигается из-под конца детали, которая падает на лоток сбрасывателя 16. Таким образом работа механизма 14 фиксации детали делится на два па. Половина хода ползуна 32 уходит на удаление правсяго конца детали с штампа 8,. а другая полсюина на сдв1Иг ползуна 32 относительно С1ержавки 35 и собачки 38 (укладка детали на лотсж с мсывателя). Работа всех составных частей уста новки производится автоматически. 78 3 Формула р е т е R и я Установка для обработки проката, содержащая станину, подвижную раму, штампы, см ж{тированные на ней с возможностью перестановки и фиксэдии, пресс и механизм фиксации детали, отличающаяся тем, что, с целью автоматизации обработки, ааа снабжена толкателем, устанрвленньм на подвижной раме, поворотным , взаимодей ствующим с толкателем, а механизм фиксоцин детали так же как и поворотный упор рдзмешены на станине. 3. УстаноЕжа поп.1, отличающаяся тем, что механизм фиксации детали выполнен в виде приводного ползуна, установленнта о на станине, и захвата, размещенного на ползуне с вовМожн.остью перемещения относительно него 3.Установка по п.1, отличающаяся тем, что толкатель выполнен в виде подпружинсянсяо штока и захвб1та, располсякенного на торце штока. 4.Установка по п.1, отличающаяся тем, что повс отный упор выполни в виде рычага, «тязавного с приводом поворота, и голсжвки винта, смшт ббднной на рычаге. Источники информации, принятые во внимание при экспертизе 1. Патент США № 3921486, кл. 83-420, 1975. , 2. Авторское свидетельство СССР № 367938, кл. Б 21 D 28/32,, 1970 (прототип).
вЭ S
titaf fir
Фи. } з«
.,i
-К782913
BudS
