Известен пружинно-навивочный станок с толкающим механизмом, подающим -проволоку при навивке, и неподвижной регулируемой направляющей, определяющей диаметр навиваемой пружины.
Описываемый пружинно-навиБОЧный станок позволяет изготавливать пружины сложной конфигурации.
С этой целью толкающий орган выполнен в виде ползуна с фасонной канавкой, в которую укладывается проволочная заготовка, изогнутая соответственно форме изготовляемой пружины.
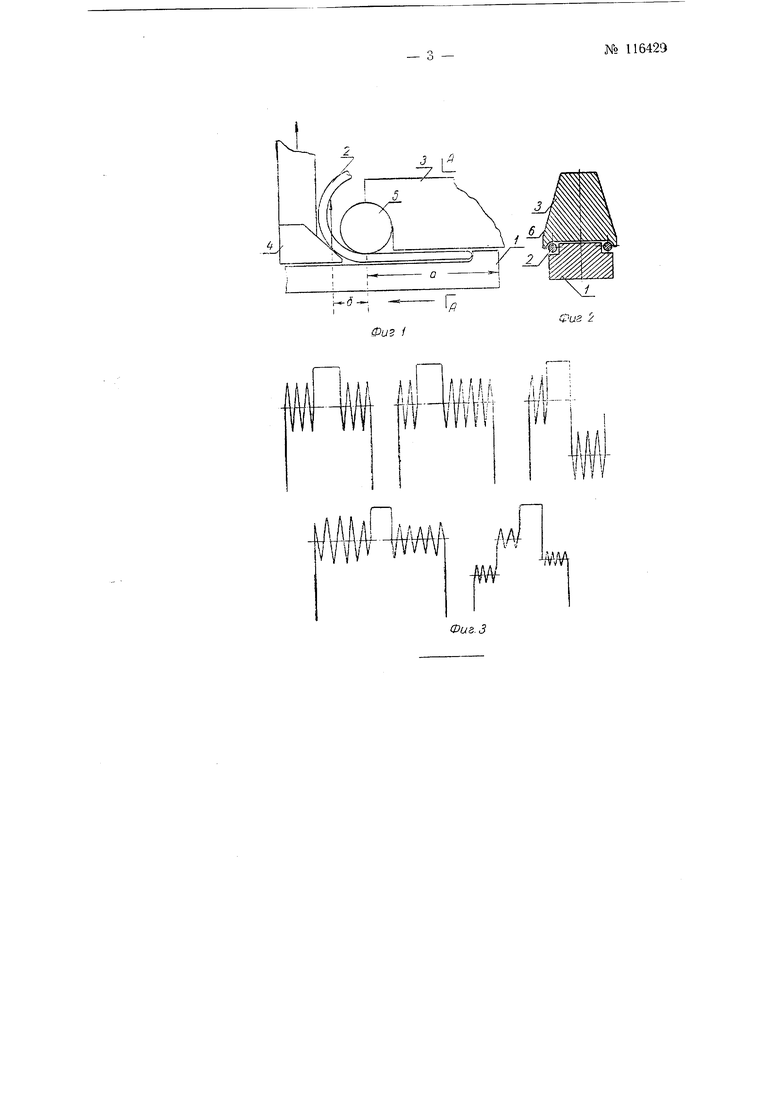
На фиг. i изображена схема взаимного расположения толкающего органа, неподвижной регулируемой направляющей и павивочного башмака станка; на фиг. 2 - разрез по АА на фиг. 1; на фиг. 3 - зид готовых пружин различной сложной конфигурации.
Толкающий орган пружинно-навивочного станка представляет собою ползун /, имеющий фасонную канавку, в которую укладывается проволочная заготовка 2, изогнутая соответственно форме изготовляемой пружины, например П-образная. После укладки проволочной заготовки на нее устанавливается неподвижная регулируемая направляющая 3. Заготовка проволоки навивается навивочным башмаком 4.
В зависимости от необходимого числа витков пружины ползун устанавливается па заданный размер а.
При движении навивочного башмака 4 вверх концы проволочной заготовки 2 загибаются вверх на неподвижную цилиндрическую оправку 5, а прп поступательном горизонтальном движении ползуна / заготовка подается в сторону навивочного бащмака 4, причем направляющая 3 остается неподвижной.
Проволочная заготовка 2, ограниченная со всех сторон, скользит по скосам навивочного башмака и скосам 6 направляющей 3 и навивается на оправку 5 в виде пружины, шаг и диаметр витков которой зависят от соответствующей заточки скосов навивочного башмака п размера б.
116429- 2 -
По окончании навивки ползун /, навивочный башмак 4 и направляю цая 3 занимают исходное положение, а готовая пружина снимается с оправки 5.
Пружины могут быть изготовлены различной сложной конфигурации (см. фиг. 3), у которых диаметры, шаги и числа витков правых и левых ветвей пружин различны между собою и могут быть постоянными или неременными по величине; также могут быть получены пружины, ветви которых не лежат на одной прямой, а смещены одна относительно другой. Это достигается тем, что вместо двухстороннего йавивочного башмака (на обе ветки пружины) применяют два односторонних (каждый на одну ветвь прзжины), но не связанных между собою навивочных башмака с одинаковыми или различными углами скосов, и подъемом и опускаттием навивочных башмаков во время движейия ползуна.
Предмет изобретения
Пружинно-навивочный станок с толкаюш.им механизмом, подающим проволоку при навивке, и неподвижной регулируемой направляющей, определяюш,ей диаметр навиваемой пружины, отличающийся тем, что, с целью изготовления пружин сложной конфигурации, толкающий орган выполнен в виде ползуна с фасонной канавкой, в которую ук,чадывается проволочная заготовка, изогнутая соответственно форме изготовляемой пружины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пружинно-навивочный станок для изготовления двух спиральных пружин | 1958 |
|
SU120205A1 |
| Автоматический станок для изготовления пружин с витками удлиненной формы | 1943 |
|
SU65264A1 |
| Устройство для горячей навивки пружин | 1977 |
|
SU639184A1 |
| Устройство для навивки пружин сдВуМя ВЕТВяМи | 1979 |
|
SU810346A1 |
| Станок для горячей навивки пружин кручения | 1985 |
|
SU1282948A1 |
| Устройство для изготовления двухспиральных пружин | 1980 |
|
SU937090A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Устройство для навивки спиралей | 1985 |
|
SU1384355A1 |
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |