СО
сд
05
4
2. Линия по п. 1, отличающаяся тем, что устройство контроля плит выполнено из анализатора качества плит, дефектоскопа с двумя акустическими преобразователями, блока коррекции чувствительности дефектоскопа, измерителя плотности, измерителя толщины, измерителя температуры и автоматического сортировщика плит, выход которого соединен с вторым входом участка сортировки плит, а вход подключен к первому выходу анализатора качества плит, второй выход которого соединен с входом регулятора скорости, третий выход подключен к входу регулятора подачи связующего, четвертый выход соединен с первым входом
блока коррекции чувствительности дефектоскопа, второй вход которого подключен к первому акустическому преобразователю, а выход соединен с первым входом дефектоскопа, первый выход которого подключен к второму акустическому преобразователю, второй выход соединен с первым входом анализатора качества плит, выходы измерителя плотности, измерителя толщины и измерителя температуры подключены соответственно к второму, третьему и четвертому входам анализатора качества плит и к третьему, четвертому и пятому входам блока коррекции чувствительности дефектоскопа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Линия производства древесностружечныхплиТ | 1979 |
|
SU844374A1 |
| Линия изготовления древесно-стружечных плит | 1990 |
|
SU1722836A1 |
| Линия для изготовления древесностружечных плит | 1988 |
|
SU1630893A1 |
| Линия для производства древесно-стружечных плит | 1982 |
|
SU1070024A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Линия производства древесных плит | 1984 |
|
SU1167017A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1971 |
|
SU311774A1 |
| Линия производства древесно-стружечных плит | 1988 |
|
SU1562146A1 |
| Линия изготовления биоводостойких древесностружечных плит | 1985 |
|
SU1248809A1 |
1. ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ, § содержащая блок подачи связующего, соединенный через смеситель с входом рабочего органа с подключенным к нему регулятором скорости, с входом блока подачи связующего соединен выход регулятора подачи связующего, отличающаяся тем, что, с целью повышения надежности контроля качества плиты, увеличения экономии древесины и связующего, в нее введено устройство контроля плит, форматно-обрезной станок и участок сортировки плит, причем устройство контроля плит установлено на выходе рабочего органа и выходом соединено через форматно-обрезной станок с пер, вым входом участка сортировки плит. &J х (Л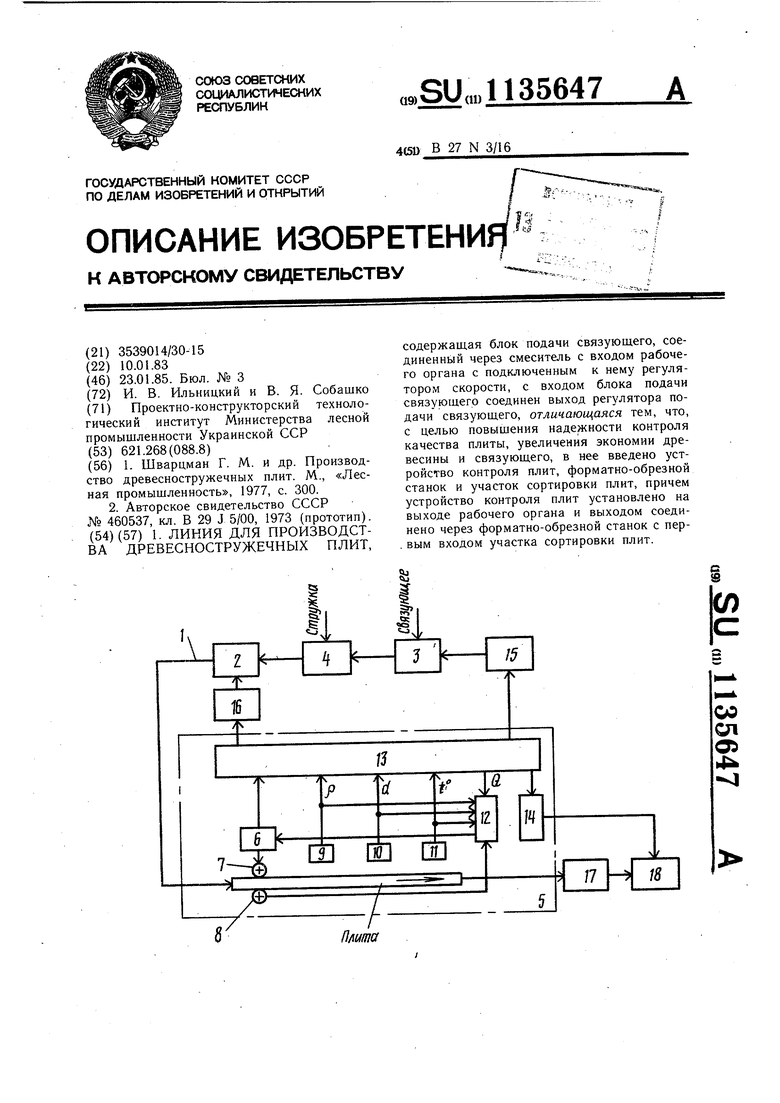
1
Изобретение относится к производству древесностружечных плит и может быть использовано в деревообрабатывающей отрасли промыщленности.
Известна линия для производства древесностружечных плит, включающая главный конвейер, формирующие машины, пресс для предварительного уплотнения ковра, контрольные весы, загрузочную этажерку, горячий пресс, разгрузочную этажерку 1.
Недостаток этой линии - отсутствие оперативного контроля качества выпускаемых плит.
Наиболее близкой к предлагаемой является автоматическая линия производства древесностружечных плит, содержащая блок подачи связующего, связанный через смеситель с входом рабочего органа с подключенным к нему регулятором скорости, с входом блока подачи связующего соединен выход регулятора подачи связующего 2.
Недостатками известной линии являются низкая надежность контроля качества плит и неэкономичность использования древесины и связующего.
Цель изобретения - повыщение надежности контроля качества плит, увеличение экономии древесины и связующего.
Указанная цель достигается тем, что в линию для производства древесностружечных плит введено устройство контроля плит, форматно-обрезной станок и участок сортировки плит, причем устройство контроля плит установлено на выходе рабочего органа и выходом соединено через форматнообрезной станок с первым входом участка сортировки плит.
При этом устройство контроля плит содержит анализатор качества плит, дефектоскоп с двумя акустическими преобразователями, блок коррекции чувствительности дефектоскопа, измеритель плотности, измеритель толщины, измеритель температуры и автоматический сортировщик плит, выход которого соединен с вторым входом участка сортировки плит, а вход подключен к пер- вому выходу анализатора качества плит, второй выход которого соединен с входом регулятора скорости, третий выход подключен к входу регулятора подачи связующего, четвертый выход соединен с первым входом блока коррекции чувствительности дефектоскопа, второй вход которого подключен к первому акустическому преобразователю, а выход соединен с первым входом дефектоскопа, первый выход которого подключен к второму акустическому преобразователю, второй выход соединен с первым входом анализатора качества плит, выходы измерителя плотности, измерителя толщины и измерителя температуры подключены соответственно к второму, третьему и четвертому входам анализатора качества плит и к третьему,
четвертому, пятому входам блока коррекции чувствительности дефектоскопа.
На чертеже показана блок-схема линии для производства древесностружечных плит. Линия содержит главный конвейер 1, рабочий орган 2, блок 3 подачи связующего, смеситель 4, устройство 5 контроля для автоматического контроля качества плит, содержащее дефектоскоп б с акустическим преобразователями 7 и 8, измерители 9- 11 соответственно плотности, толщины и температуры, блок 12 коррекции чувствительности дефектоскопа, анализатор 13 качества и автоматический сортировщик 14 плит. Кроме того, в линию включены регулятор 15 подачи связующего, регулятор 16 скорости транспортеров формирующей станции, форматно-обрезной станок 17 и участок 18 сортировки плит. Устройство работает следующим образом. При поступлении плиты на устройство 5 контроля измерителями 9- 11 определяются ее плотность, толщина и температура. В соответствии с измеренными значениями и расходом связующего, задаваемого анализатором 13 качества плит (с учетом транспортного запаздывания), блок 12 коррекции чувствительности дефектоскопа согласно заложенным в нем функциональным зависимостям компенсирует их влияние на время распространения ультразвуковых колебаний в плите и на их амплитуду. Ультразвуковой сигнал с выхода дефектоскопа 6, скорректированный с учетом указанных параметров, поступает на вход анализатора 13 качества плит, который фиксирует количество дефектов (разрывов, непроклеев и рыхлостей) в плите, а также их величину. На первом этапе по команде анализатора 13 качества посредством автоматического сортировщика 14 плиты, проходя через форматно-обрезной станок 17, сортируются по толщине и в зависимости от количества и величины дефектов на участке 18 сортировки плит. При отсутствии дефектов склеивания и значительных отклонений толщины производится сортировка плит по их прочностным характеристикам, определяемым согласно ультразвуковому сигналу. При отклонении прочности плиты от заданной нормы анализатор 13 качества с учетом плотности производит корректировку задания регулятору 15 подачи связующего в смеситель 4 посредством блока 3 подачи связующего. Кроме того, при отклонении плотности анализатор 13 качества с учетом расхода связующего производит корректировку задания регулятору 16 скорости транспортеров формирующей станции. Применение предлагаемой линии для производства древесностружечных плит позволит повысить достоверность контроля качества плит, уменьщить их перебраковку. Кроме того, имеет место значительная экономия древесины и связующего.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шварцман Г | |||
| М | |||
| и др | |||
| Производство древесностружечных плит | |||
| М., «Лесная промышленность, 1977, с | |||
| ТКАЦКИЙ СТАНОК | 1920 |
|
SU300A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для автоматического регулирования соотношения древесной стружки и связующего | 1973 |
|
SU460537A1 |
| Солесос | 1922 |
|
SU29A1 |
