1C
sj
Од
1
Изобретение относится к металлургии, точнее к непрерывной разливке металлов.
Цель изобретения - повьшение качества слитка и производительности машины непрерывного литья заготовок за счет повьшения точности определения прогибов роликов и их своевременной отбравковки.
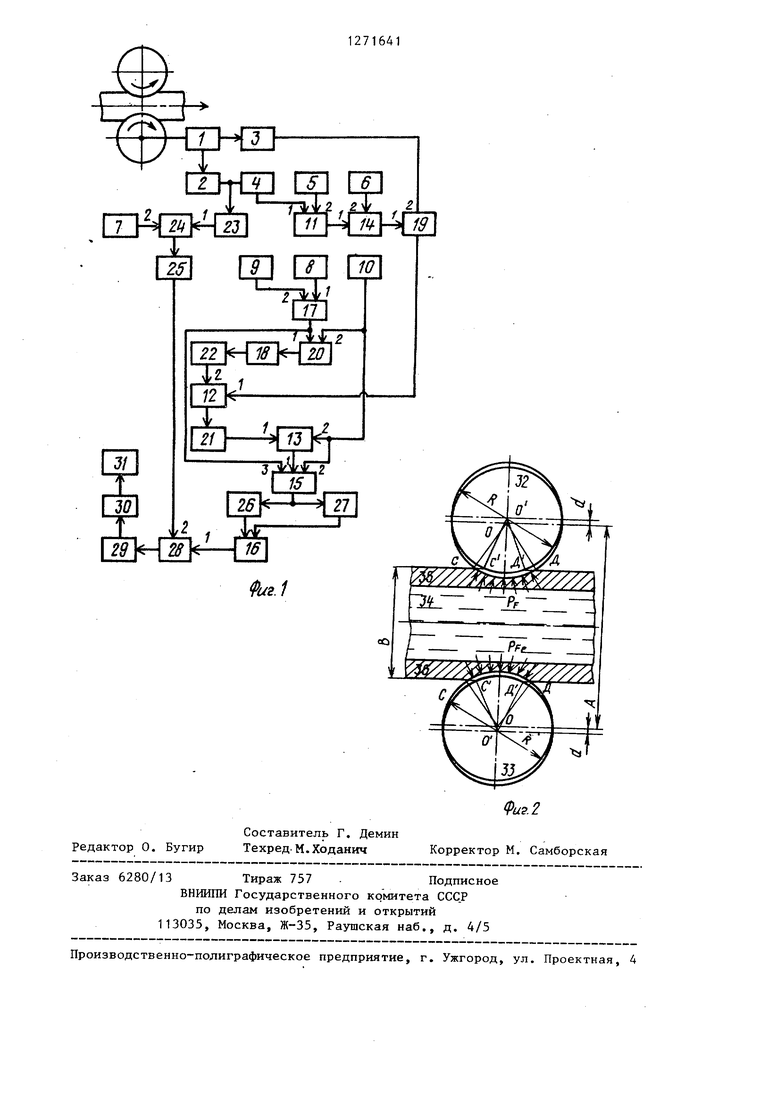
На фиг.-1 изображена функциональная схема устройства автоматического контроля прогибов роликов машины непрерывного литья заготовок; на фиг. 2 - схема контакта приводного ролика со слитком при наличии прогиба.
Устройство автоматического контроля прогибов роликов машины непрерывного литья заготовок состоит из приводного электродвигателя 1, датчика 2 скорости вытягивания слитка, датчика 3 силы тока, квадратора 4, ручных задатчиков 5 - 10, блоков 11-13 ;умножения, сумматоров 15-18, блоков |19 и 20 деления, блока 21 нелинейных операций аппроксимации cos, блока 22 нелинейных операций аппроксимации arccos, интегратора 23, нуль-органа 24, блока 25 временной задержки
селектора 26 наибольшего сигнала, селектора 27 наименьшего сигнала., схемы И 28, блока 29 сравнения, табло 30 индикации и сигнализации и регистратора 31, выполненных на базе устройств агрегатного комплекса электрических средств регулирования в микроэлектронном исполнении.
Устройство работает следующим образом.
После pi.MOHTa перед началом серии разливок производятся инструментальное измерение раствора А между роликами и установка его значения на ручном задатчике 9, на ручном задатчике 10 устанавливается радиус роликов R, на ручном задатчике 8 - толщина слитка Ь , а на ручном задатчике 7 - минимальное перемещение слитка, ниже которого возникают термические деформации роликов. Далее осуществляются включение без металла машины непрерывного литья заготовок и определение тока холостого хода приводного электродвигателя с установкой его значения на ручном задатчике 6. Коэффициент Ь параболической зависимости тока приводного электродвигателя от скорости вытягивания слитка
устанавливается на ручном задатчике 5 и при необходимости проверяется путем разгона машины со слитком. На этом .завершаются подготовительные операции на устройстве автоматического контроля прогибов роликов машины непрерьшного литья заготовок. Работа устройства начинается при появлении слитка между роликами.
Сигнал, пропорциональный скорости вытягивания слитка V, с датчика 2 поступает на квадратор 4 и далее на блок 11 умножения, где вычисляется произведение fiV с последующим сложением с током холостого хода 1хх в сумматоре 14.
Полученный на выходе сумматора 14 сигнал является исходным током привода If 1„ + В при скорости вытягивания слитка V и растворе А между роликами.
Сигнал, пропорциональный текущему значению си.пы тока привода 1 , поступает на блок 19 деления, где вычисляется отношение К 1 /1 .
Далее с помош;ью ручных задатчиков 8-10, сумматоров 15-18, блоков 12 и 13 умножения, блоков 21 и 22 нели- нейных операций и блока 20 деления вычисляется текущее смещение оси приводного ролика.
cos (Karccos (1- -j|-)) -R+-™.
Полученное текущее смещение поступает на селекторы 26 и 27 наибольше го и наш еньшего сигналов, где осуществляется выделение максимума d и минимума d|,, смещений оси роли0 ка.
В сумматоре 16 вычислется максимальный прогиб роликов роликовой пары по формуле
макс ° мки
Прогибом ролика является смещение оси ролика относительно оси его вращения. Причинами, вызывающими прогиб
ролика, являются остаточные механические деформации и термические деформации. Прогибы роликов по механическим деформациям имеют постоянный характер и контролируются с помощью
предлагаемого устройства.
Термические деформации появляются при литье на пониженных скоростях и связаны с локальными перегревами и переохлаждениями противоположных сторон роликов. С выходом на рабочу скорость литья начинается выравнива ние температуры поверхности роликов и снижение термических деформаций. Термические деформации накладываются на механические и искажают карти ну прогиба ролика. Для исключения влияния термических деформаций при определении максимального прогиба роликов роликовой пары в устройстве использованы интегратор 23, нуль-ор ган 24 с ручнь1м задатчиком 7 минимального перемещения слитка, блок 2 временной задержки и схема И 28, с помощью которых выявляется их возни новение и запрещается выдача резуль татов контроля до полного выравнива ния температуры поверхности роликов Это достигается определением переме --, . 41 Г щения слитка за время лТ путем J V «dt в интеграторе 23 и сравнения его с минимальным перемещением, ниж которого возникают термические дефо мации ролика. Полученное текущее значение макси мального прогиба роликов роликовой пары сравнивается в блоке 29 сравнеНИН с заданием, определенным заводской инструкцией. Результаты сравнения и величина прогиба выводятся на табло 30 индика ции и сигнализации и регистрируются регистратором 31. Для пояснения физической сущности формул определения суммарного про гиба роликов роликовой пары на фиг.2 приведена схема контактов роликов со слитком. На схеме представлена роликовая пара 32 и 33 со слитком, состоящим из жидкой фазы 34 и корки 35. Нагрузка приводного злектродвигателя роликовой пары определяется силой трения ролика о слиток. Величина силы трения равна произведению коэффициента трения на нормальное усилие. Нормальное усилие определяется как произведение ферростатического давления Pf жидкого металла на площадь контакта слитка с роликом. Площадь контакта равна произведению длины дуги контакта на ширину слитка. Таким образом, нагрузка приводного электродвигателя пропорцио414нальна длине дуги контакта. Выведенный критерий пропорциональности нагрузки или силы тока в электроприводе от длины дуги контакта существенно отличается от критерия пропорциональности силы тока величине прогиба валка в известном устройстве. При сближении роликов увеличиваются длины дуг их контактов и соответственно увеличивается ток привода, при удалении роликов длины дуг уменьшаются и снижается ток привода. С.ростом скорости литья уменьшается толщина корки слитка, увеличивается ее пластичность, при постоянном ферростатическом давлении увеличивается длина дуги контакта и соответственно возрастает ток привода. Слиток, проходя между роликами роликовой пары, самоустанавливается таким образом, что длины дуг контактов роликов становятся одинаковыми. На схеме (фиг. 2) показаны то1щина слитка Ь , исходный раствор между роликами А при отсутствии прогибов, исходное положение осей роликов О и исходная йлина дуг контактов СД , Исходному положению роликовой пары при данной скорости вытягивания слитка соответствует исходный ток 1ц привода. Прогиб ролика в функции угла поворота описывается синусоидой, амплитуда которой равна максимальному прогибу, а период равен времени полного оборота ролика. При наличии прогибов роликов роликовой пары в про- . цессе литья происходят изменения раствора между роликами. Эти изменения подчиняются .результирующей кривой, которая является результатом сложения синусоид с учетом взаимного положения роликов. Фактором, оказывающим существенное влияние на производительность машины непрерывного литья заготовок и качество получаемого металла, является максимальный прогиб роликов роликовой пары, который является амплитуой результирующей кривой. Пусть в результате прогиба ролиов уменьшается длина дуги контактов СД до СД J что соответствует току ривода 1 и новым положениям осей оликов О. Текущее смещение оси ролика d пределяется по формуле (,- -н. . Rcos ( arccos -Ц)
Слиток в роликах самоустанавливается по равенству длин дуг контактов роликов, поэтому максимальный прогиб роликов ролшсовой пары определяется как
haKc MMU
Устройство автоматического контроля прогибов роликов машины непрерывного литья заготовок позволяет осуществлять непрерывный контроль максимальных прогибов роликов роликовых пар в процессе литья, что сокращает брак металла на 0,05% и повышает производительность машины на 0,05%,
Формула изобретения
I
Устройство автоматического контроля прогибов роликов машины нёпрерыв1НОГО литья заготовок, включающее датчик силы тока, установленный в электроприводе рол-иков, регистратор, о тличающееся тем, что, с целью повьш1ения качества слитка и производительности машины за счет повышения точности определения прогибов роликов, оно снабжено датчиком скорости, шестью задатчиками, пятью сум Маторами, тремя блоками умножения, двумя блоками деления, двумя блоками нелинейных операций, интегратором, нуль-органом, блоком временной задержки, квадратором, селекторами наибольшего и наименьшего сигналов, схемой И, блоком сравнения, табло индикации и сигнализации, причем датчик скорости соединен с квадратором, выход которого соединен с первым входом первого блока умножения, первый задатчик соединен с вторым входом первого блока умножения, выход которого соединен с первым входом первого сумматора, второй задатчик соединен с вторым входом первого сумматора, иыход которого сор-линен с. первым входом первого блока деления, датчик силы тока соединен с вторым входом первого блока деления, выход которого соединен с первым входом второго блока умножения, выход которого соединен с входом первого блока нелинейных операдий, выход которого соединен с первым входом третьего блока умножения, выход которого соединен с первым входом второго сумматора, выход которого соединен с входами селек1торов наибольшего и наименьшего сигналов, выходы которых соединены с входами третьего сумматора выход которого соединен с первым входом схемы И, выход которой соединен с входом блока,сравнения, выход которого соединен с табло индикации и сигнализации, выход которого соединен с регистратором, кроме того, датчик скорости соединен с входом интегратора, выход которого соединен с первым входом нуль-органа, а
третий задатчик соединен с вторым входом нуль-органа, .выход которого соединен с входом блока временной задержки, выход которого соединен с вторым входом схемы И, кроме того, четвертый задатчик соединен с первым входом четвертого сумматора, пятый задатчик соединен с вторым входом четвертого сумматора, выход которого соединен с первым входом второго блока деления, шестой задатчик соединен с вторым входом второго блока деления, вгз1ход которого соединен с входом пятого сумматора, выход которого соединен с входом второго блока нелинейных операций, выход которого соединен с вторым входом второго блока умножения, шестой задатчик соединен с вторыми входами третьего блока умножения и второго сумматора, а выход четвертого сумматора соединен с третьим входом второго сумматора
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля технологической оси машины непрерывного литья заготовок | 1983 |
|
SU1138235A1 |
| Устройство контроля настройки технологического оборудования машины непрерывного литья заготовок | 1987 |
|
SU1509171A1 |
| Способ автоматического контроля состояния роликов опорной зоны машины непрерывного литья заготовок и устройство для его осуществления | 1988 |
|
SU1523248A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Способ управления машиной непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1519831A1 |
| Устройство для автоматического управления тепловым режимом слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1984 |
|
SU1186373A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Способ автоматического управления тепловым режимом зоны вторичного охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1985 |
|
SU1284655A1 |
| Устройство автоматического управ-лЕНия СиСТЕМОй ВТОРичНОгО ОХлАждЕНияМАшиНы НЕпРЕРыВНОгО лиТья | 1979 |
|
SU839670A1 |
| Устройство автоматического контроля состояния роликов и растворов между ними роликовой зоны машины непрерывного литья заготовок | 1983 |
|
SU1169788A1 |
Изобретение относится к металлургии, точнее к непрерывной разливке металлов. Цель изобретения повьшение качества слитка и производительности машины непрерывного литья заготовок за счет повышения точкости определения прогибов роликов. Существо изобретения сводится к определению прогиба роликов машины непрерывного литья заготовок путем определения т-ока электропривода ролика с учетом влияния скорости вытягивания. слитка. Прогиб роликов определяется схемой, реализующей математическое выражение, с учетом раствора между i (П роликами перед разливкой, радиуса роликов, заданной тохпцины слитка, тока холостого хода приводного электродвигателя. 2 ил.
| СПОСОБ ОБРАБОТКИ ПРЕРЫВИСТЫХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2005 |
|
RU2283747C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| , Авторское свидетельство СССР № 655468, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
