Изобретение относится к машиностроению, в частности, к вспомогательному оборудованию для сборочно-сварочных работ и может быть использовано при изготовлении цилиндрических изделий.
Цель изобретения - повышение качества и производительности путем обеспечения точной установки кромок обечайки по днишу и облегчения установки обечайки и дниша в положение стыковки.
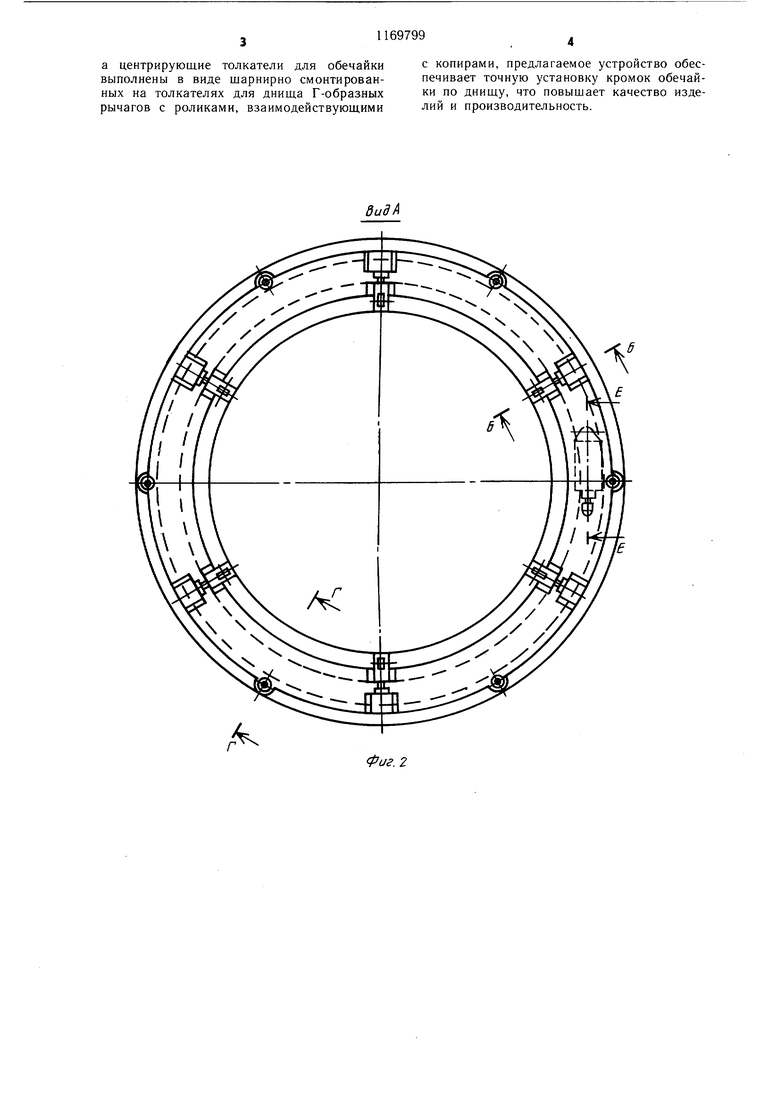
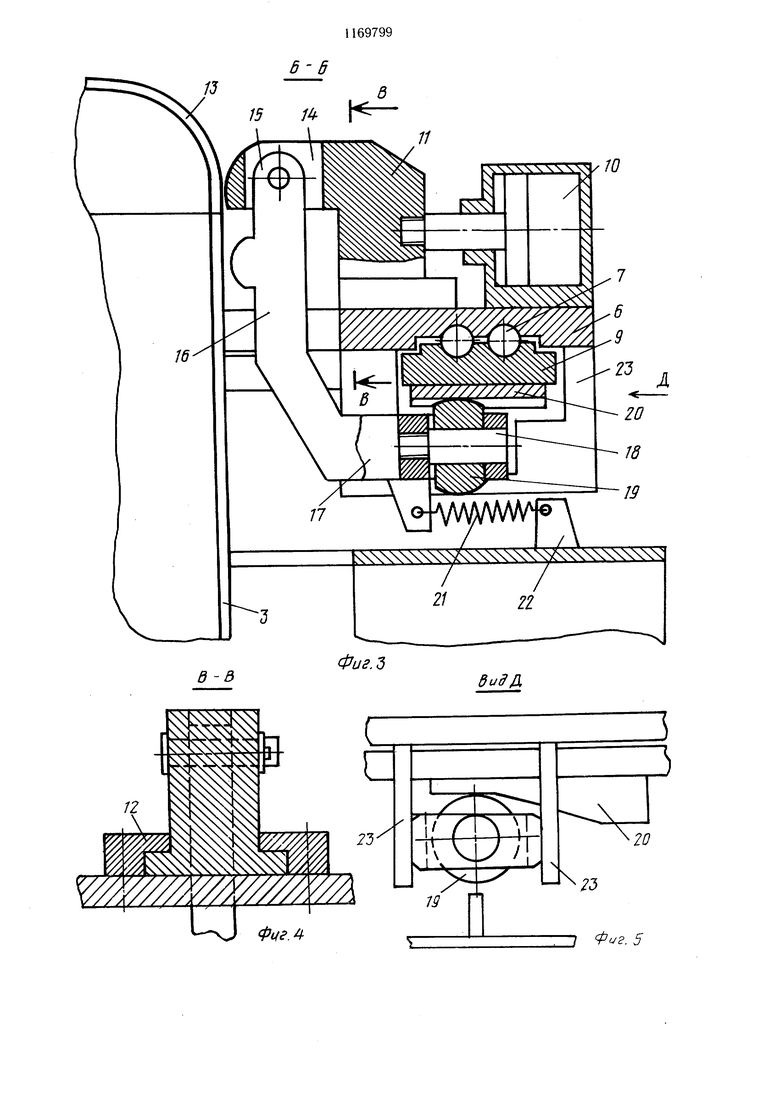
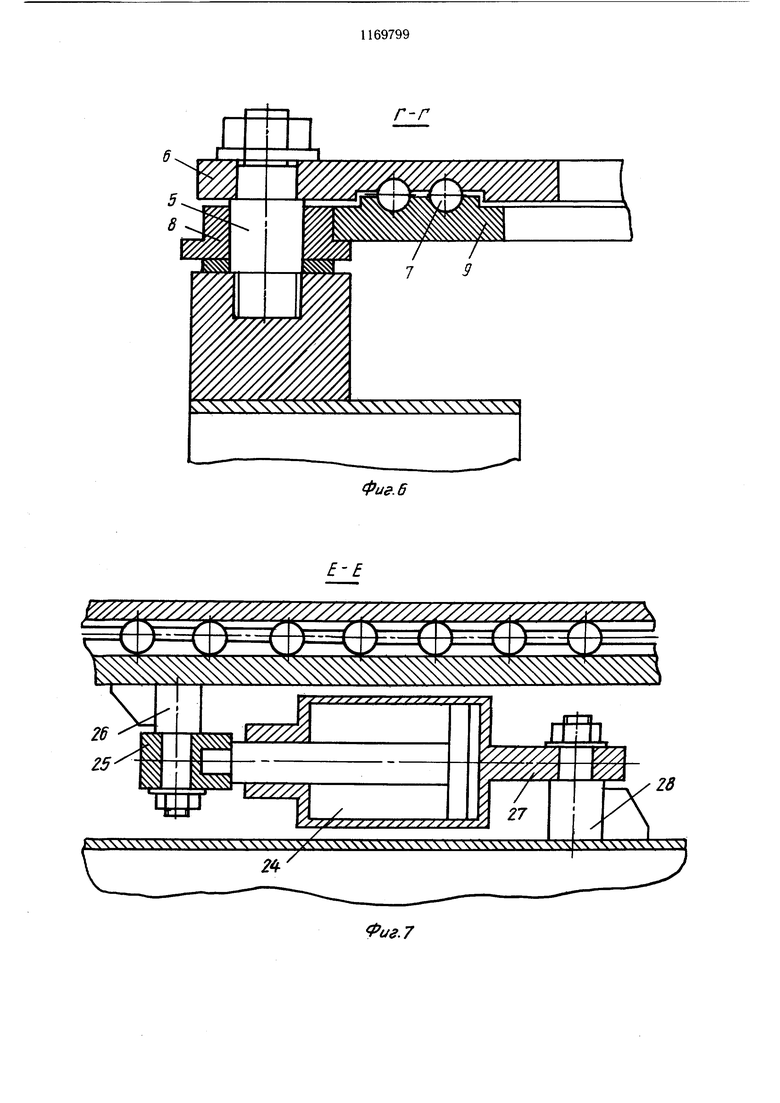
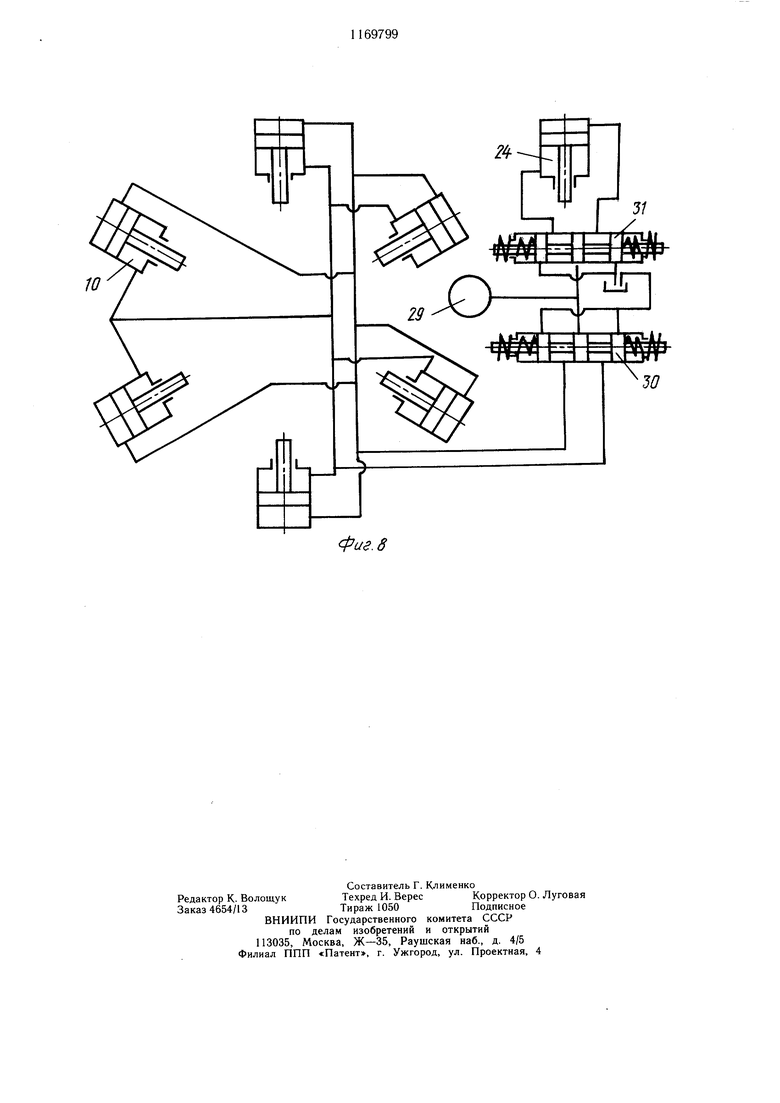
На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - вид Д на фиг. 3; на фиг. 6 - разрез Г-Г на фиг. 2; на фиг. 7 - разрез Е-Е на фиг. 2; на фиг. 8 - гидравлическая схема устройства.
Устройство состоит из корпуса 1, на основании 2 которого устанавливается обечайка 3 и центрируется по нижнему торцу ложементами 4. На корпусе 1 на осях 5 жестко смонтировано неподвижное кольцо 6, в шариковых направляющих 7 которого и на роликах 8, установленных на осях 5, с возможностью поворота установлено поворотное кольцо 9. На неподвижном кольце 6 жестко смонтированы силовые цилиндры 10, штоки которых соединены с центрирующими толкателями 11,установленными подвижно в направляющих 12 и взаимодействующими с днищем 13.
В прорези 14 каждого толкателя 11 шарнирно закреплен верхний конец 15 Г-образного центрирующего толкателя 16, взаимодействующего с обечайкой 3. Нижний конец 17 толкателя 16 на оси 18 несет ролик 19, взаимодействующий с копиром 20, жестко закрепленным на поворотном кольце 9. От провисания толкатель 16 удерживается пружиной 21, соединенной с корпусом 1 через косынку 22.
Так как диаметр обечайки больше диаметра днища в пределах допуска, то рабочие поверхности толкателей 16, взаимодействующие с обечайкой 17, расположены от центра устройства дальше рабочих поверхностей толкателей 11, взаимодействующих с днищем 13 на величину допуска.
Для обеспечения боковой жесткости толкателей 16 нижний конец их 17 перемещается в направляющих 23, жестко смонтированных на неподвижном кольце 6.
Поворот кольца 9 осуществляется гидроцилиндром 24, щток которого через гильзу 25 и ось 26 соединен с поворотным кольцом 9, а корпус через ушко 27 и ось 28 соединен с корпусом 1 устройства.
Для предотвращения сползания ролика 19 с клина 20 при движении по радиусу толкателя 11 к днищу 13 щирина клина должна быть больше хода толкателя 11. Для облегчения установки обечаек и днищ в устройство толкатели 11 выполнены со скосом, направленным вверх.
Питание гидроцилиндров 10 и 24 осуществляется от общей насосной станции 29 через реверсивные золотники 30 и 31, запирающие в своем среднем положении движение масла на входе и выходе.
Устройство работает следующим образом.
В начальном положении реверсивные золотники 30 и 31 находятся в среднем поло жении, штоки гидроцилиндрюв - в крайних положениях от центра корпуса, шток гидроцилиндра - в крайнем заднем положении. Мостовым краном обечайку 3 вводят в устройство между толкателями 11 и ложементами 4 и опускают на основание 2. Проходя между ложементами 4, обечайка 3 автоматически центрируется по нижнему торцу.
Далее днище 13 вводят в устройство между толкателями 11 и опускают его на обечайку 3. Включают реверсивный золотник 30 и подают рабочую жидкость насосом 29 в поршневые полости всех гидроцилиндров 10, в результате чего все толкатели 11 переместятся к центру устройства и упрутся в днище 13. После того, как все толкатели 11 упрутся в днище 13, золотник 30 переводят в среднее положение и запирают движение рабочей жидкости на входе и выходе.
Под действием толкателей 1I толкатели 16 также движутся к центру и воздействуют на обечайку, осуществляя предварительное совмещение кромок, обечайки и днища. Так как расстояние между рабочими поверхностями толкателей 11 и 16 при движении сохраняется, то в конце пути все толкатели 16 по периметру будут находиться
на одном и том же расстоянии от кромки днища. Для окончательного совмещения кромок обечайки 3 с днищем 13 включают реверсивный золотник 31 и подают рабочую жидкость в поршневую полость гидроцилиндQ ра 24, в результате чего кольцо 9 начнет поворачиваться относительно корпуса устройства.
Под действием копиров 20, поворачивающихся вместе с кольцом 9, нижние концы 17 толкателей 16 начнут поворачиваться и своими рабочими поверхностями окончательно совместят кромки обечайки 3 с кромками днища 13.
После этого в промежутках между толкатедями 11 и 16 ручной дуговой сваркой осуществляют прихватку стыкуемых кромок. После прихватки кромок включением золотников 30 и 31 на обратное движение рабочей жидкости разжимают обечайку и днище и собранные элементы снимают с устройства.
5 Благодаря тому, что одно из колец выполнено неподвижным, а второе - поворотным и оснащено копирами, центрирующие толкатели для днища снабжены приводом.
а центрирующие толкатели для обечайки выполнены в виде шарнирно смонтированных на толкателях для днища Г-образных рычагов с роликами, взаимодействующими
с копирами, предлагаемое устройство обеспечивает точную установку кромок обечайки по днищу, что повышает качество изделий и производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стыковки днищ с обечайками | 1985 |
|
SU1294549A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ОБЕЧАЙКИ КОРПУСА ТРАНСПОРТНОЙ ЦИСТЕРНЫ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ИЗ ОБЕЧАЙКИ НЕЦИЛИНДРИЧЕСКОГО КОРПУСА ТРАНСПОРТНОЙ ЦИСТЕРНЫ | 1995 |
|
RU2082529C1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Устройство для сборки под сварку резервуаров из обечаек | 1981 |
|
SU967763A1 |
| Стенд для сборки под сварку | 1972 |
|
SU474414A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |
| Устройство для стыковки кольцевых кромок | 1973 |
|
SU510341A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Устройство для отбортовки | 1982 |
|
SU1057145A2 |
I. УСТРОЙСТВО ДЛЯ СТЫКОВКИ ДНИЩ С ОБЕЧАЙКАМИ, содержащее корпус с двумя кольцами и центрирующими толкателями для днища и обечайки, отличающееся тем, что, с целью повышения качества и производительности путем обеспечения точной установки кромок обечайки по днищу, одно из колец выполнено с радиальными направляющими и установлено неподвижно, а другое кольцо выполнено поворотным, каждый центрирующий толкатель для днища снабжен приводом в виде силового цилиндра, а каждый центрирующий толкатель для обечайки выполнен в виде установленного в направляющих неподвижного кольца подпружиненного Г-образного рычага, один конец которого щарнирно смонтирован на центрирующем толкателе для днища, а другой снабжен роликом, при этом поворотное кольцо оснащено копирами для роликов всех Г-образных рычагов. 2.Устройство по п. 1, отличающееся тем, что неподвижное кольцо выполнено с кольцевыми щариковыми направляющими и снабжено роликами с буртами, а поворотное кольцо установлено в указанных направляющих с возможностью взаимодействия с указанными роликами. 3.Устройство по пп. 1 и 2, отличающееся тем, что, с целью облегчения установки обечайки и днища, центрирующие толкатели (Л для днища выполнены со скосами. 05 со со со
Фиг.Ъ
В В
/ 21
22
бидЛ
г-г
Фие.6
| ВСЕСОЮЗНАЯ ПАТЕНТНО-ГЕКНЙ^ЕСНДгtJilbJlHUTEHA | 0 |
|
SU361050A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
