Изобретение относится к транспортным средствам поточного производства и может быть использовано на участках изготовления обуви, кожгалантерейных изделий и изделий меховой промышленности для межоперационного транспортирования полуфабриката в соответствии с технологическим процессом.
Конвейер может работать как в регламентированном, так и в свободном ритме.
Цель изобретения - повышение надежности работы.
На фиг. 1 изображен предлагаемый конвейер, вид сбоку; на фиг. 2 - конструктивное исполнение конвейера; на фиг. 3 - тележка, вид сзади; на фиг. 4 - схематическое изображение конвейера, вид сверху (верхняя направляющая условно не показана); на фиг. 5 - конвейер,поперечное сечение; на фиг. 6 - сечение А-А на фиг. 3; на фиг. 7 - сечение Б-Б на фиг. 3; на фиг. 8 - сечение В-В на фиг. 6.
Конвейер (фиг. 1 и 2) содержит головную и концевую поворотные секции 1 и 2 и промежуточные секции 3. Приводное и натяжное устройства смонтированы соответственно Б головной и концевой секциях I и 2. Секции 1, 2 и 3 включают в себя стойки 4, на которых крепится верхняя направляющая 5 и две нижние направляющие 6 для верхних и нижних опорных катков 7 и 8 тележек 9. Направляющие 5 и 6 выполнены из уголков.
В качестве тягового органа в конвейере применяется цепь 10. Каждая тележка 9 присоединена к цепи 0 с помощью пальца 11, установленного на корпусе тележки 9 по середине ее длины.
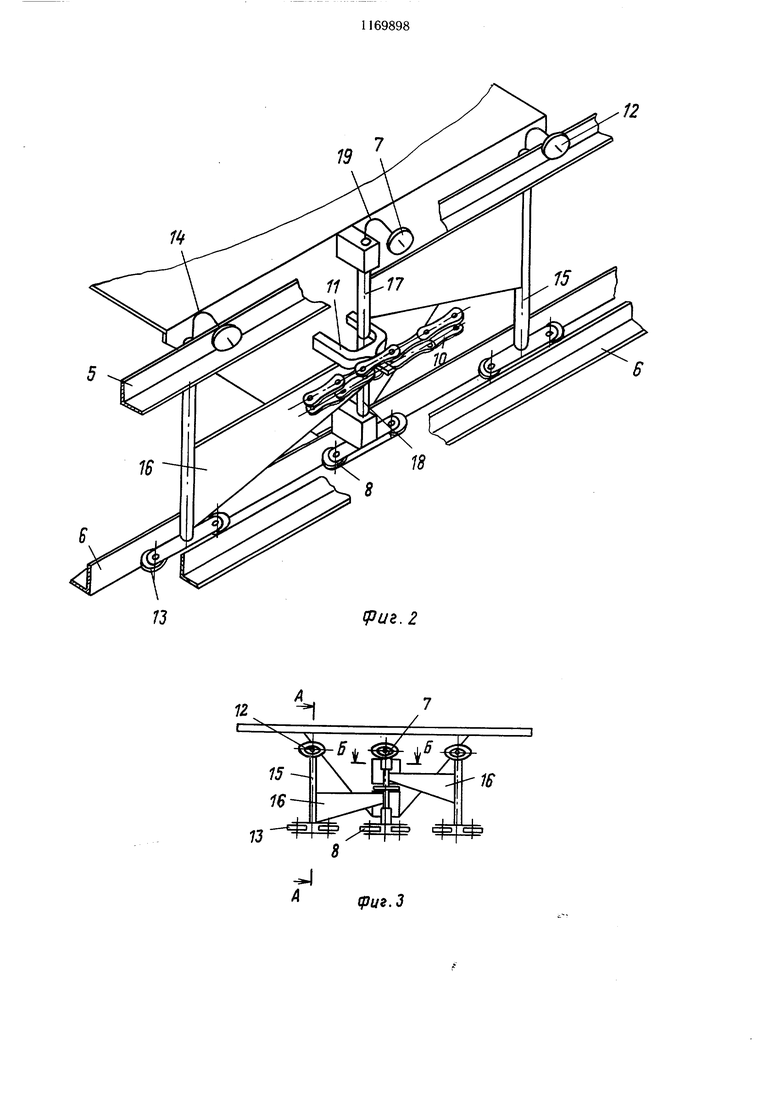
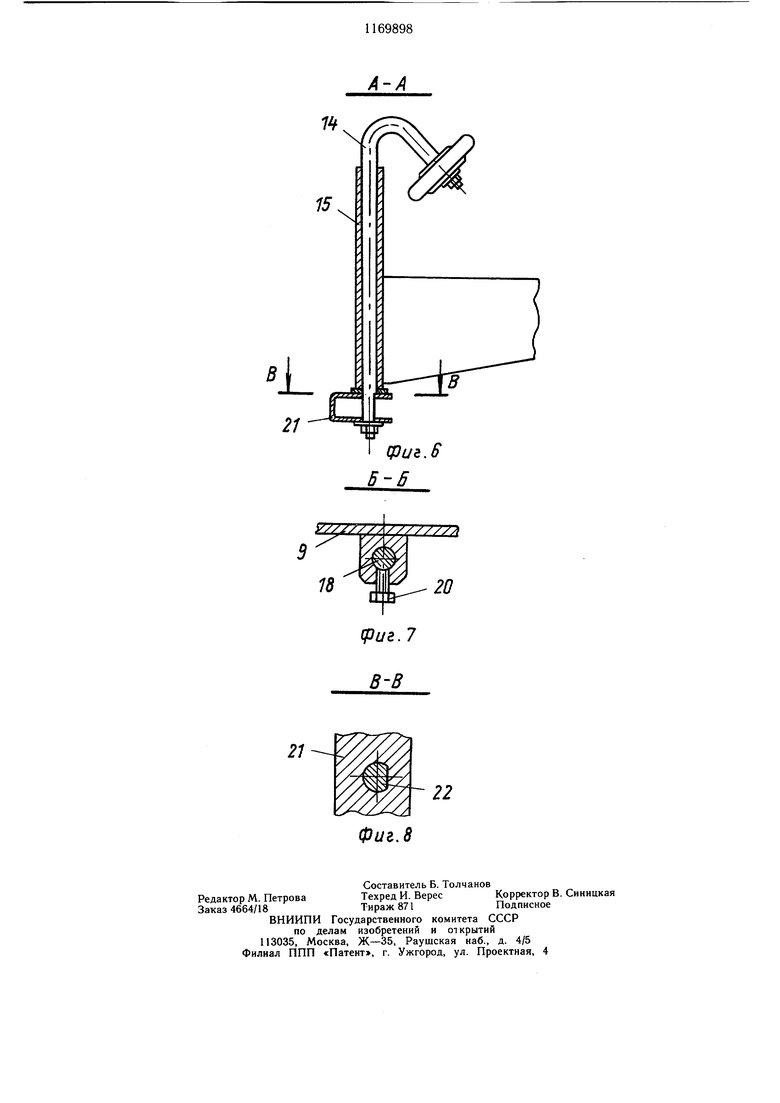
Дополнительные опорные катки 12 и 13 тележки 9 (фиг. 3 и 4) смонтированы на осях 14 с установленными на них втулками 15. Последние присоединены с помощью кронштейнов 16 к дополнительным втулкам 17 и 18, установленным на дополнительной оси 19, на которой жестко смонтированы катки 7 и 8 и которая соединена жестко с корпусом тележки 9 посредством стопорных винтов 20.
Благодаря вертикальной оси 9 и втулкам 17 и 18 расстояние осями 14 катков 12 и 13 может уменьшаться при сближении кронштейнов 16.
Каток 8 выполнен двойным, корпус 21 которого жестко соединен с осью 19 через лыску 22, выполненную на последней.
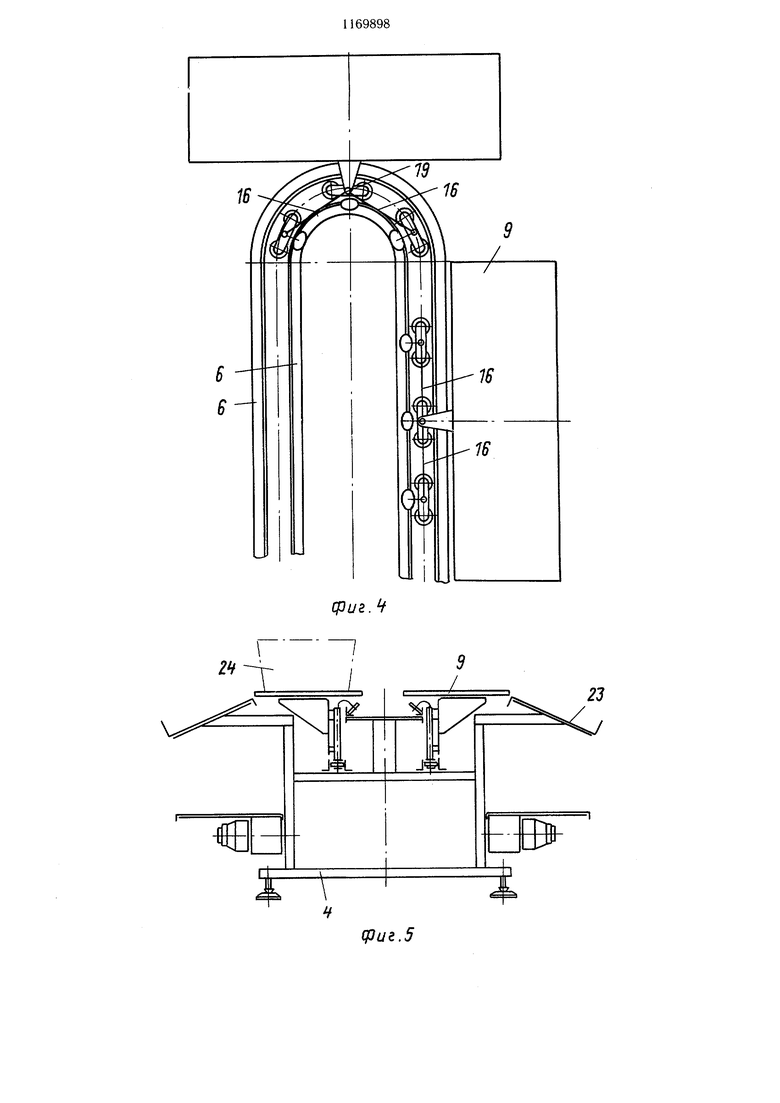
Стойки 4 (фиг. 5) снабжены приемными полками 23 для приема контейнера 24 с полуфабрикатом.
В данном конвейере тележки 9 соединены с цепью 10 неотделимо от нее в процессе работы.
Возможен вариант присоединения тележек к цепи 10 при помощи отсоединяющих элементов, благодаря которым тележки 9 отключаются от цепи 10 у рабочих мест, расположенных вдоль конвейера.
Работа конвейера осуществляется следующим образом.
При включении двигателя приводится в движение цепь 10, которая, взаимодействуя с пальцами 11, перемещает тележки 9, транспортирующие полуфабрикат, помещенный непосредственно на них или уложенный в контейнер 24.
При перемещении тележки 9 по прямолинейному участку (фиг. 4) кронщтейны 16 с осями 14 катков 12 и 13 расположены по обе стороны от оси 19, и катки 12 и 13 перемещаются соответственно по направляющим 5 и 6. При этом катки 7 и 8, взаимодействуя с направляющими 5 и 6, не дают складываться кронштейнам 16 и тележка 9 не может сместиться в сторону от продольной оси конвейера.
При перемещении тележки 9 по кольцевому участку (фиг. 4) кронштейны 16 сближаются, благодаря чему уменьщается расстояние между осями 14 опорных катков 12 и 13, последние перемещаются по направляюихим 5 и 6, радиус поворота которых выполнен так, чтобы ширина поворотных 1 и 2 и промежуточных 3 секций была одинакова. При этом катки 7 и 8 связывают ось 19 с направляющими 5 и 6, что не позволяет тележке 9 отойти от них и обеспечивает достаточное расстояние между осями 14 опорных катков 12 и 13 для устойчивости тележки 9.
Кроме того, двойной каток 8, взаимодействуя с направляющей 6, обеспечивает положение тележки 9, касательное к окружности поворота цепи 10 в точке крепления оси 19, для предотвращения заклинивания тележки 9 на кольцевом участке.
При перемещении тележки 9 в процессе работы конвейера оператор снимает контейнер 24 с полуфабрикатом с движущейся мимо тележки 9 и ставит на приемную полку 23 в зоне своего рабочего места. Обработав полуфабрикат, оператор возвращает контейнер 24 на свободную тележку 9, проходящую в это время мимо его рабочего места, и снимает контейнер 24 со следующей тележки 9, проходящей к его рабочему месту.
ГЗ
fpu.2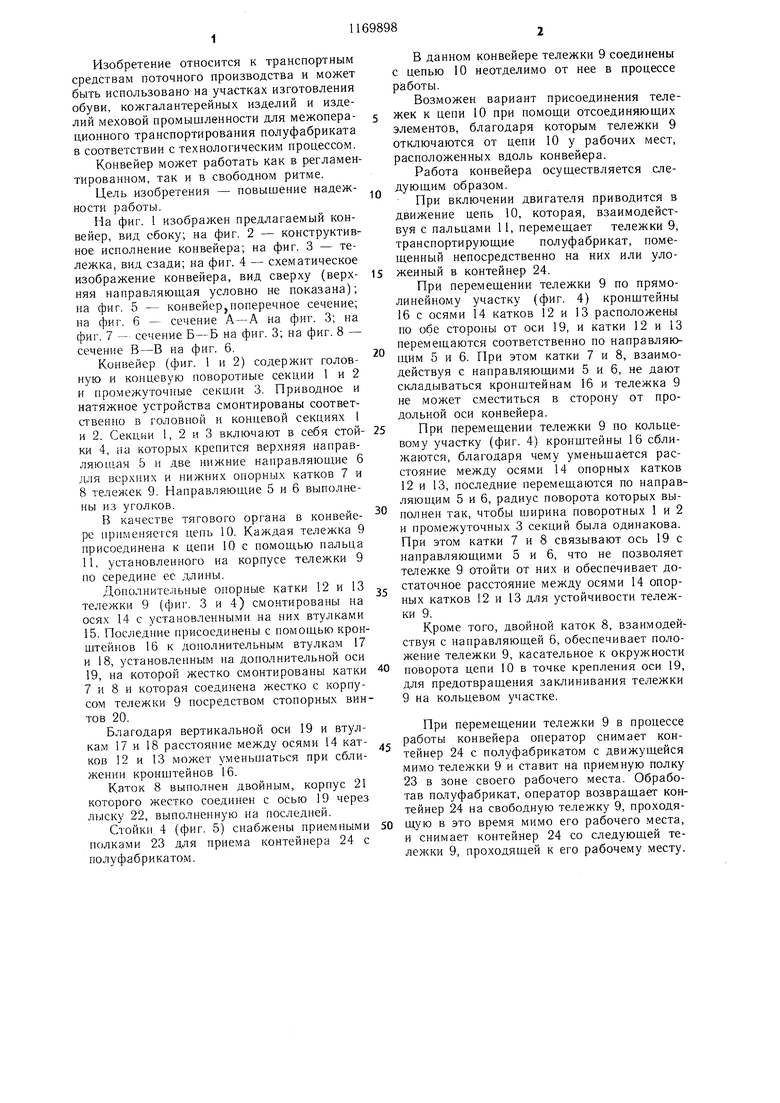
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтально-замкнутый тележечный конвейер | 1984 |
|
SU1234299A1 |
| Грузопассажирская транспортная установка фролова и.в. | 1986 |
|
SU1440837A1 |
| Гибкая автоматизированная сборочная линия | 1986 |
|
SU1344582A1 |
| Система для обработки транспортной емкости и устройство для разгрузки и очистки транспортной емкости | 1987 |
|
SU1643377A1 |
| Конвейерное устройство | 1982 |
|
SU1039827A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Вертикально замкнутый тележечный конвейер-накопитель | 1988 |
|
SU1609728A1 |
| Горизонтально-замкнутый тележечный конвейер | 1978 |
|
SU737317A1 |
| С Air И Е ИЗОБРЕТЕНИЯ | 1973 |
|
SU404665A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
1. ГОРИЗОНТАЛЬНО-ЗАМКНУТЫЙ ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР, включающий тяговый орган, направляющие и тележки с опорными катками, отличающийся тем, что, с целью повышения надежности работы, он снабжен осями с установленными на них втулками и жестко смонтированными дополнительными опорными катками, при этом основные опорные катки связаны между собой посредством жестко смонтированной на тележке дополнительной оси, имеющей насаженные на нее дополнительные втулки, которые соединены с втулками основных осей. 2.Конвейер по п. 1, отличающийся тем, что основные и дополнительные втулки соединены между собой посредством кронштейнов. 3.Конвейер по п. 1, отличающийся тем, что дополнительная ось смонтирована по середине длины тележки. 05 ;0 00 со 00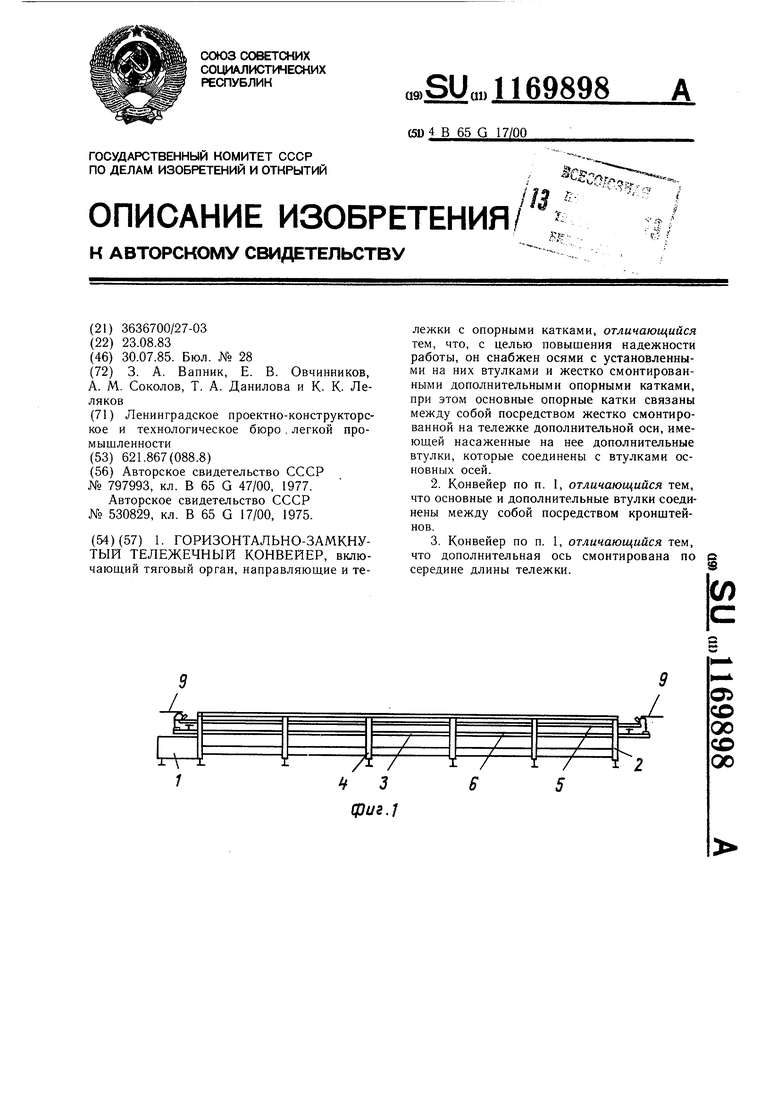
- А
(риг.З
сриг.
| Горизонтально-замкнутый конвейер дляпЕРЕМЕщЕНия издЕлий | 1977 |
|
SU797993A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Тележечный конвейер | 1975 |
|
SU530829A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
