1Ш.
:з
g
LrVK/g
/
ajL.
/ /
/ 2 «
JLL
/
-J
A
Ф1/г 1
Изобретение относится к механизации и автоматизации литейного производства и может бьггь использовано в литейных цехах преимущественно для получения литейных форм путем пневматического прессования под высоким удельным давлением.
Целью изобретения Авляется расширение диапазона Удельных давлений прессования. . s
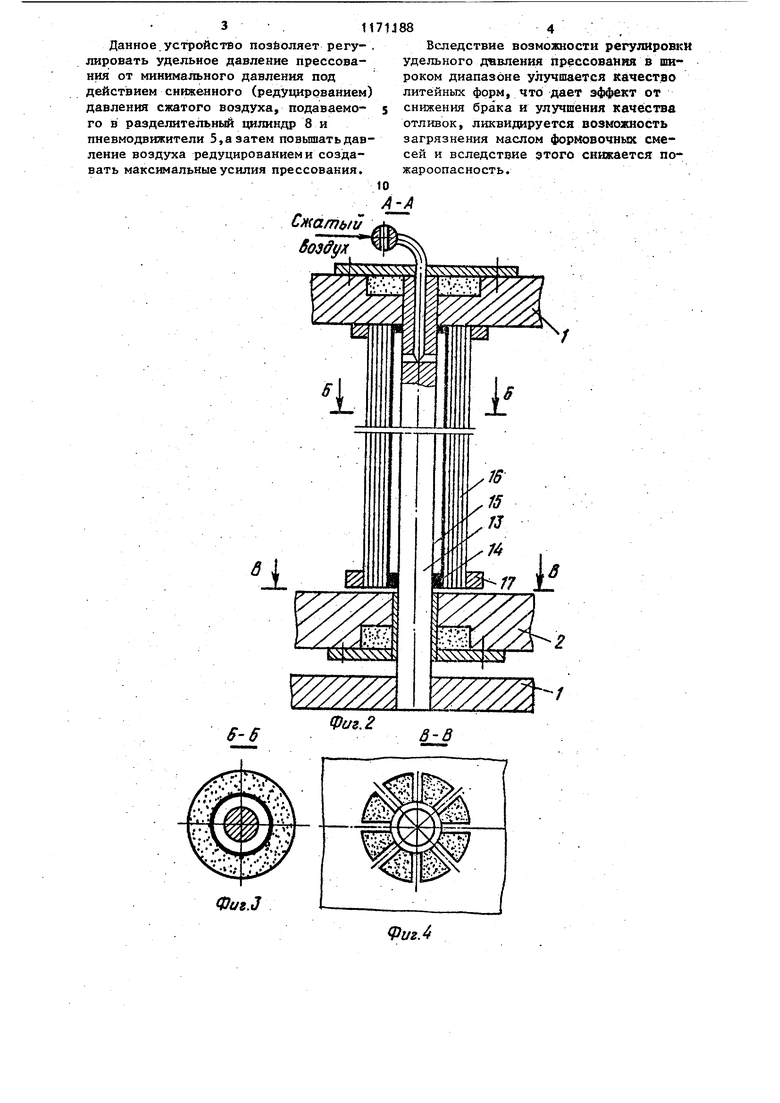
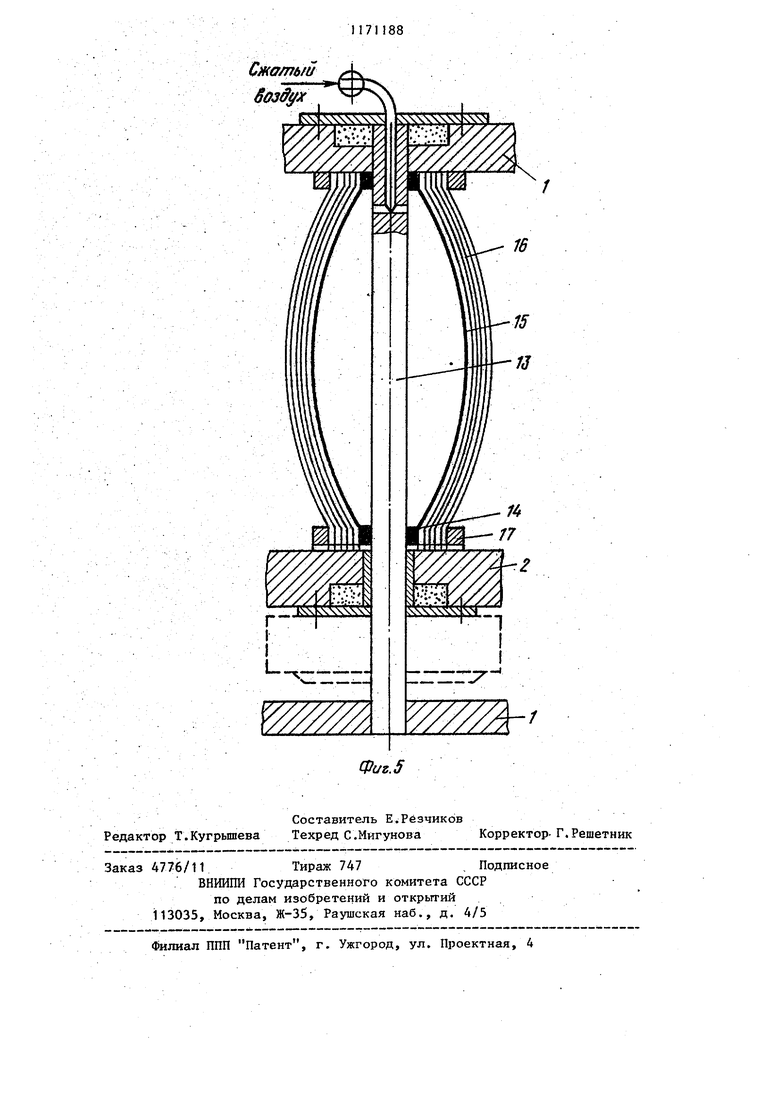
На фиг. 1 показана формовочная машина; на фиг. 2 - разрез А-А на фиг. 1} на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2j на фиг. 5 - пневмодвигатель разрез.
Прессовая формовочная машина состоит из станины 1, имеющей нижнюю подвижную траверсу 2, верхнюю подвижную траверсу 3 и установленный межд ними прессовый механизм А, пневмодвижителей 5, модельно-опочной оснастки 6, прессовой колодки 7, разделительного цилиндра 8, запорного клапана 9, обратного клапана 10, пневморасяределителей 11 и 12.
Пневмодвижитель 5 состоит из осевой колонны 13, манжетного уплотнителя 14, эластичной камеры 15, синтетических или металлических волокон 16, обжимных обойм 17. В верхней подвижной траверсе 3 и нижней .подвижной траверсе 2 выполнены фигурные прорези для закрепления мотков синтетических волокон (фиг.2
Прессовое, формовочное устройство работает следующим образом.
Модельно-опочную оснастку 6, заполненную формовочной смесью, устанавлива от на подвижную траверсу 3.
Включением воздуха через пневмораспределитель 11 выжимают масло из разделительного цилиндра 8 через обратный клапан 10 в поршневую полость прессового механизма 4, штоковая полость которого соединена с атмосферой через пневмораспределитёль 11. Прессовый механизм 4 поднимает подвижную траверсу 3 вместе с модельно-опочной оснасткой б до прижатия его к прессовой колодке 7 и этим создает предварительное уплотнение формовочной смеси и натяжение волокон пневмодвижителя 5.
Затем пневмораспределителем 12 подается сжатый воздух (фиг.2) через осевую колонну 13 во внутреннюю полость движигителя 5. Сжатьй
воздух распирает эластичную камеру 15 (фиг.З) и этим-создает растягивающее усилие в волокнах 16, которые подтягивают вверх подвижную траверсу 2 вместе с прессовым механизмом 4, подвижной траверсой 3 и, тйким образом, осуществляет прессо- вание смеси модельно-опочной оснасткой 6 колодкой 7. Прессовый механизм 4 в зтрт момент заперт обратным, клапаном 10 и является жесткой распоркой.
Усилие, развиваемое пневмодвижителями 5, определяется по формуле
РНОАЛ ,
где - общее усилие создаваемое
движителями, D - диаметр резиновой камеры в см,
L .- -длина камеры в см, р - давление воздуха в кг/см п - число движителей, J -3,14.
Если полученного удельного давления прессования в первом цикле недостаточно, то цикл можно повторить на более высоком давлении. Для этого достаточно отключить воздух пневмораспределителем 12. Это вызовет распрямление волокон 16 и опускание подвижной траверсы 2, а так как разз; делительный цилиндр 8 находится под давлением, то масло из последнего будет выжиматься через обратный клапан 10 в поршневую полость прессового механизма 4 и этим удержит . траверсу 3 в верхнем положении, и движители 5 будут снова натянуты. Повторное включение пневмораспределителем 12 приводит к повторному прессованию. Так как после казвдого цикла прессования ход прессования, укррачивается, то каадое последунмдее прессование проходит, на более высоком энергетическим уровне (фиг.2).
Прессование по приведенной энергетической схеме имеет положительную сторону, заключающуюся в том, что при каждой остановке прессования в формовочной смеси успевают протекать явления релаксации (напряжения выравниваются),,-, что способствует более качественному прессованию литейных форм. Такими повторными включениями пневмодвижИтелей можно достигать чрезвычайно высоких удельных давлений прессования.
Данное.устройство поз&оляет регу- . лир1овать удельное давление прессования от минимального давления под дейстзаием сниженного (редуцированием) давления сжатого воздуха, подаваемого в разделительный цилиндр 8 и пиевмодвижители 5,а затем повышать давление воздуха редуцированием и создавать максимальные усилия прессования.
Сжатый
Воз&ух
Фиг. 2
S-6
Вследствие возможности регулирошсИ удельного давления прессования в широком диапазоне улучшается качест.ао литейных форм, что дает эффект от снижения брака и улучшения качества отливок, ликвидируется возможность загрязнения маслом формовочных смесей и вследствие этого снижается пожароопасность..
В-В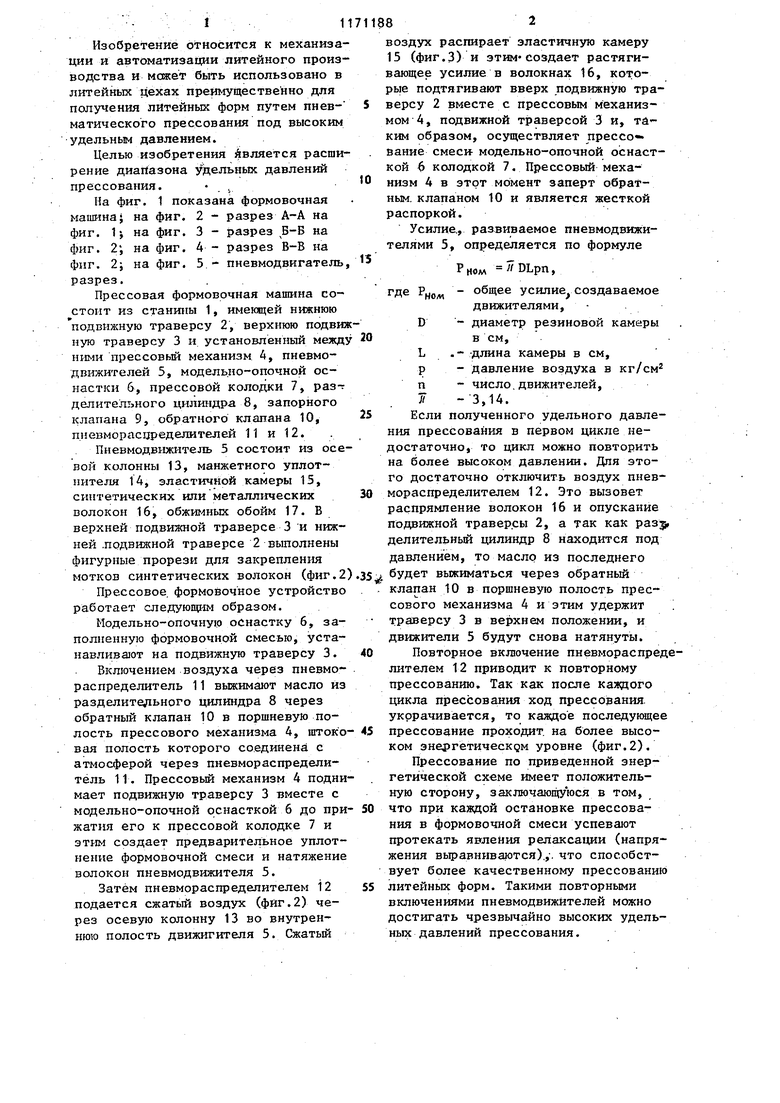
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессово-встряхивающая формовочная машина | 1982 |
|
SU1090489A1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| Формовочная машина | 1987 |
|
SU1452644A1 |
| Формовочная машина | 1987 |
|
SU1452645A1 |
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Способ изготовления литейных форм | 1980 |
|
SU980928A1 |
| Формовочная машина | 1977 |
|
SU748988A1 |
| Способ изготовления литейных форм | 1988 |
|
SU1565572A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026132C1 |
ПРЕССОВАЯ ФОРМОВОЧНАЯ ММИHA, coдepжaв aя станину с колоннами, прессовую колодку, размещенную на неподвижной траверсе, л прессовый механизм, отличающаяся тем, что, с целью расш1 фения диапазона удельных давлений прессования, она снабжена дополнительно подвижной траверсой, на которой установлен . прессовый механизм, и пневмодвижителями, каждый из которых выполнен из цилиндрической эластичной камеры, обхваченной в продольном направлении синтетическими или металлическими Ш волокнами, и закреплен одним кондом на неподвижной траверсе, а другим (Л С на подвижной. BesSjfx 1 .// 4s;i Д 00 00 :i. . Ч 3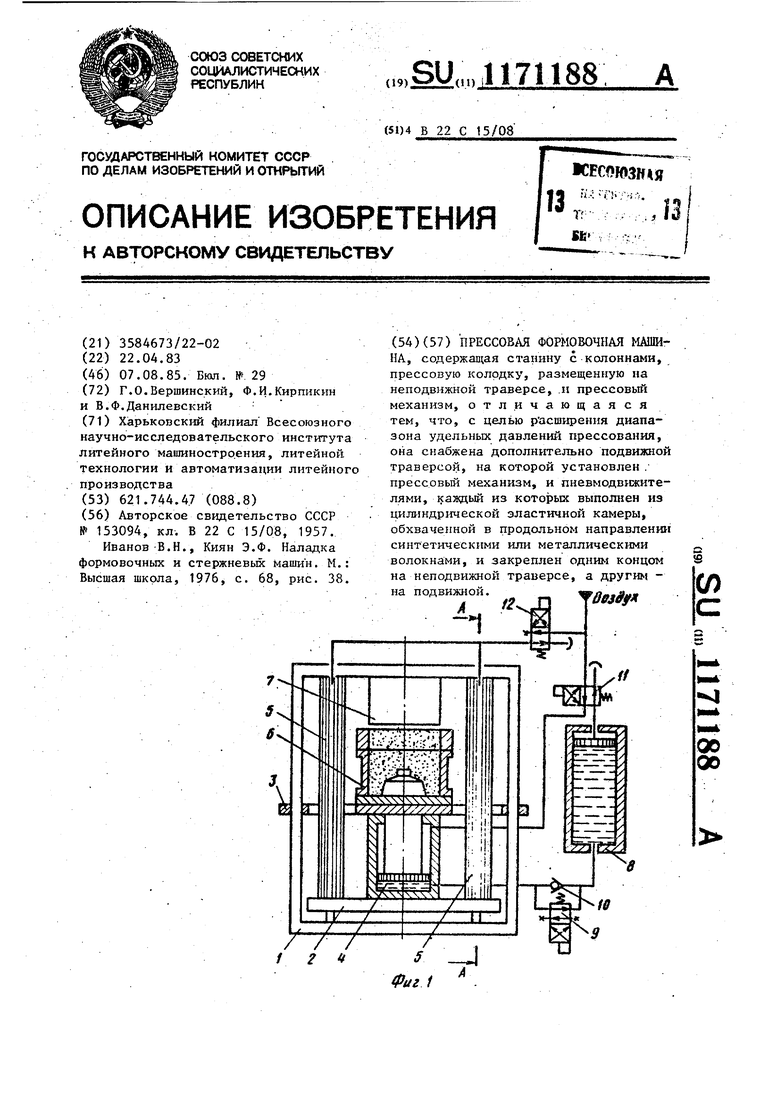
| 0 |
|
SU153094A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Иванов-В.Н., Киян Э.Ф | |||
| Наладка формовочных и стержневьк машин | |||
| М.: Высшая школа, 1976, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
