1
Изобретение относится к области литейного производства.
Известные пресс-формы для отливки полых равностенных тел вращения, содержащие матрицу, пуансон с обоймой и вкладышами и стержень-рассекатель, закрепленный на плите крепления пуансона, не предотвращают образования разностенности отливок вследствие отклонения консольного конца стержня-рассекателя.
С целью предотвращения образования разностенности отливок предложенная пресс-форма снабжена установленным на плите крепления пуансона устройством для перемещения обоймы пуансона с вкладышами относительно плиты крепления пуансона в плоскости, перпендикулярной оси стержня-рассекателя.
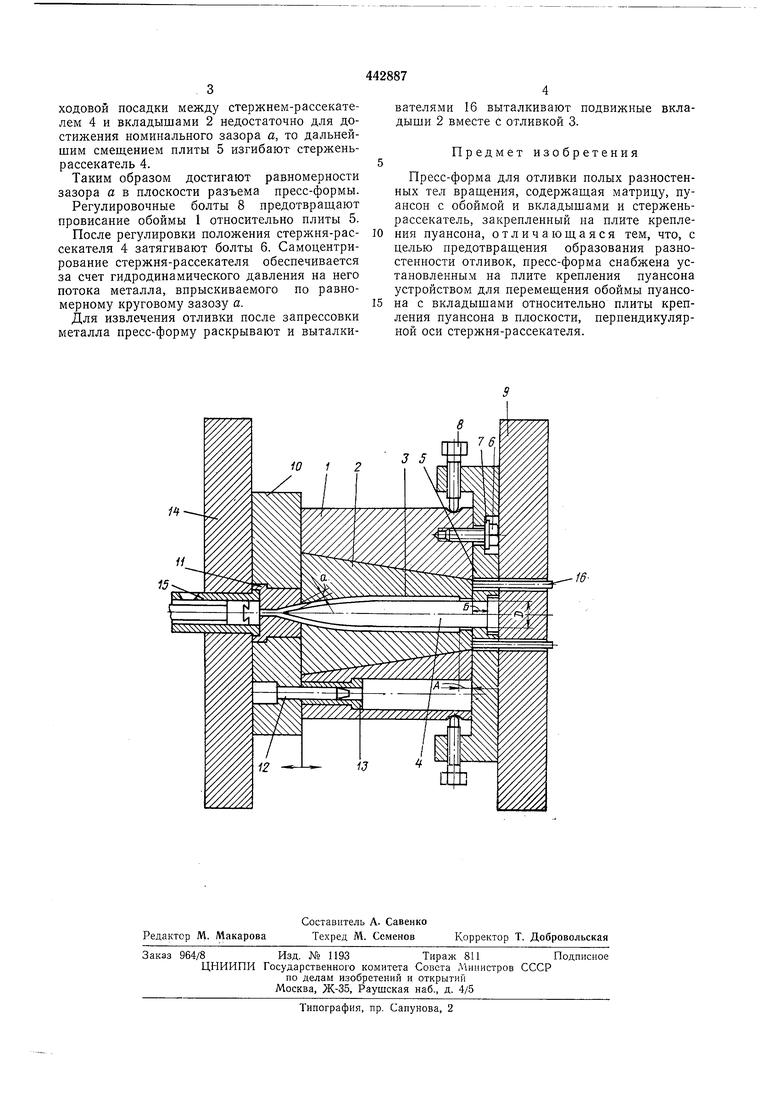
На чертеже показана предложенная прессформа для отливки полых равностенных тел вращения.
Пресс-форма содержит установленные в обойме 1 пуансона вкладыши 2, внутренние поверхности которых при закрытой пресс-форме образуют наружную поверхность отливки 3. Внутренняя полость отливки 3 оформляется стержнем-рассекателем 4.
Обойма пуансона крепится к плите 5 с помощью болтов 6, установленных в отверстиях 7 плиты с зазором. В кронштейнах плиты, расположенных на взаимно-перпендикулярных
направлениях, установлены регулировочные болты 8. Плита 5 закреплена на подвижной плите 9 крепления пуансона. Неподвижная часть пресс-формы включает
матрицу 10 с литниковой втулкой 11, направляющие колонки 12, взаимодействующие с втулками 13. Матрица 10 крепится к неподвижной плите 14 и центрируется литниковой втулкой И на бурте стакана 15.
Вкладыши 2 в обойме 1 образуют своими выступами кольцо, охватывающее стерженьрассекатель 4 у его основания по тепловойходовой посадке. Высота А кольца определяется конструктивно. Стержень-рассекатель 4 закреплен в плите 5 по прессовой посадке, причем отношение высоты Б посадочного места к его диаметру D равно 0,5 :0,8. Первоначальное положение стержня контролируется щупом по радиальному зазору а между стержнем-рассекателем и стенкой вкладыша 2 в плоскости разъема.
В случае отклонения зазора а от номинальной толщины стенки отливки ослабляют болты 6 и регулировочными болтами 8 перемещают плиту 5 вместе с стержнем-рассекателем до достижения зазора, соответствующего номиналу. Если смещения плиты 5 относительно подвижной плиты 9 на величину зазора тепловой
ходовой посадки между стержнем-рассекателем 4 и вкладышами 2 недостаточно для достижения номинального зазора а, то дальнейшим смеш,ением плиты 5 изгибают стерженьрассекатель 4.
Таким образом достигают равномерности зазора а в плоскости разъема пресс-формы.
Регулировочные болты 8 предотвраш,ают провисание обоймы 1 относительно плиты 5.
После регулировки положения стержня-рассекателя 4 затягивают болты 6. Самоцентрирование стержня-рассекателя обеспечивается за счет гидродинамического давления на него потока металла, впрыскиваемого по равномерному круговому зазозу а.
Для извлечения отливки после запрессовки металла пресс-форму раскрывают и выталкивателями 16 выталкивают подвижные вкладыши 2 вместе с отливкой 3.
Предмет изобретения
Пресс-форма для отливки полых разностенных тел врашения, содержаш,ая матрицу, пуансон с обоймой и вкладышами и стерженьрассекатель, закрепленный на плите крепления пуансона, отличающаяся тем, что, с целью предотвращения образования разностенности отливок, пресс-форма снабжена установленным на плите крепления пуансона устройством для перемещения обоймы пуансона с вкладыщами относительно плиты крепления пуансона в плоскости, перпендикулярной оси стержня-рассекателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1982 |
|
SU1036444A1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU626883A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU910346A1 |
| Пресс-форма для литья под давлением отливок с внутренней резьбой | 1982 |
|
SU1047586A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU839677A1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
/4
