Обрезку граней болтов после получения круглой головки в большинстве случаев производят на обрезном пресс-автомате, снабженном устройством для выталкивания болтов, работающим при помощи кулачкового и рычажного механизмов. Однако, известные устройства для выталкивания болтов, построенные на вышеуказанном принципе, работают недостаточно быстро при осуществлении наряду с выталкиванием болта и его обрезки.
Предлагаемое устройство построено на принципе удара по толкателю бойка, получающего движение от насаженной на его конце внезапно разжимаемой пружины сжатия.
Такое выполнение устройства для выталкивания болтов позволило при его эксплуатации значительно сократить затрату времени на обрезку облоя болта, производимую в момент его выталкивания.
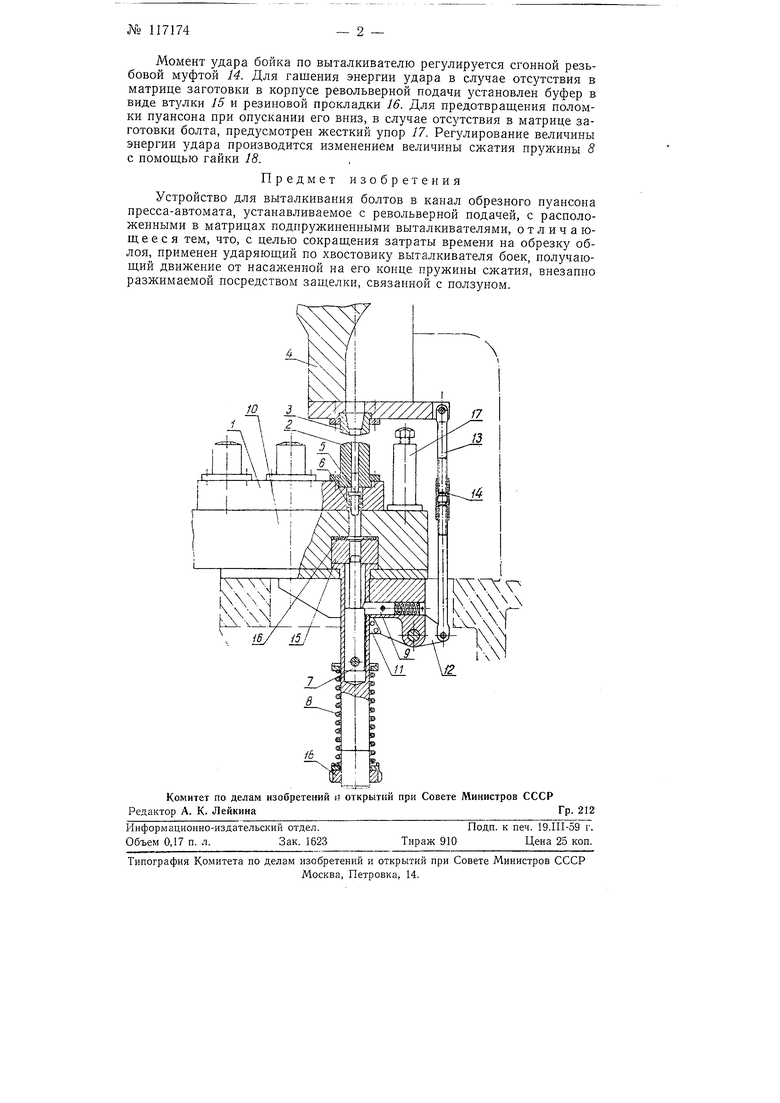
На чертеже показано устройство в разрезе, монтированное на обрезном пресс-автомате револьверного типа (общий вид).
Револьверный диск 1 пресса оснащен определенным числом матриц 2 с гладким отверстием, в которые загружают заготовки болтов. Обрезной пуансон 3 прикреплен к ползуну 4 пресса. Установленные в матрицах выталкиватели 5 поджаты кверху пружинами 6.
При ходе ползуна вверх револьверный диск поворачивается на один угловой шаг и матрица с заготовкой зстапавливается под пуансоном. В это же время происходит опускание расположенного ниже револьверного диска бойка 7 и сжатие пружины 8, находящейся под бойком. В конце хода ползуна вверх защелка 9 запирает боек и удерживает его в нижнем положении.
При ходе ползуна пресса вниз пуансон досылает заготовку болта до упора головкой в торец матрицы, при этом выталкиватель немного выступает из револьверного диска в отверстие, расположенное в корпусе 10 револьверной подачи, и производит обрезку граней.
В конце хода, когда между пуансоном и матрицей образуется необходимый облой, защелка под действием боковых упоров Л на рычаге 12, связанном тягой 13 с ползуном, освобождает боек 7, и он, благодаря разжимающейся пружине 8, наносит удар по выталкивателю 5. Последний, воздействуя на болт, обрежет облой по контуру головки болта и сообщит ему достаточную скорость для выбрасывания его через канал пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления деталей стержневого типа с головками | 1976 |
|
SU659274A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Комбинированный штамп | 1985 |
|
SU1286337A1 |
| Штамп для открытой объемной штамповки и обрезки облоя | 1983 |
|
SU1209355A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021069C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| Штамп для обрезки облоя | 1984 |
|
SU1199412A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
