(54) ПОВОРОТНЫЕ НОЖНИЦЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для резки проката | 1980 |
|
SU946824A1 |
| Установка для резки рулонного материала | 1985 |
|
SU1349907A1 |
| Устройство для раскроя эластичного материала на заготовки | 1983 |
|
SU1237448A1 |
| Устройство для раскроя листовогоМАТЕРиАлА | 1979 |
|
SU841967A2 |
| Автоматическая линия поперечной резки рулонного материала | 1980 |
|
SU998020A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Раскройно-стыковочный автомат для обрезиненного кордного полотна | 1969 |
|
SU448966A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1976 |
|
SU904924A1 |
| Установка для настилания полотнищ эластичных материалов и их раскраивания на заготовки | 1982 |
|
SU1066830A1 |
1
Изобретение относится к области кузнечно-прессов or о машиностроения.
Известны ножницы поворотные сдвоенные для резки рулонного материала на заготовки, преимущественно трапецеидальной формы, содержащие основание дл режущих устройств с наклонными ножами и многолентошый транспортер (1).
Недостатком таких ножниц является невозможность надежного поддержания рулонного материала на уровне реза в зоне режущих устройств, а также невозможность отрезки одновременно двух заготовок за один щаг подачи.
С целью устранения указанных недостатков предлагаемые ножницы снабжены подвижными каретками, которые установлены с обеих сторон режущих устройств на каждой ветви транспортной ленты и соединены попарно между собой жесткой связью, а с режущими устройствами - при помощи осей с роликами, входящими в пазы, расположенные в основаНИИ ножниц, при этом на каждой из кареток установлены вверху и внизу обводные барабаны с натянутыми на них лентами, кроме того, каждое режущее устройство с присоединенной к нему кареткой размещено на отдельной плите, а плиты установлены на общем
основа ши ножниц подвижно одна относительно другой.
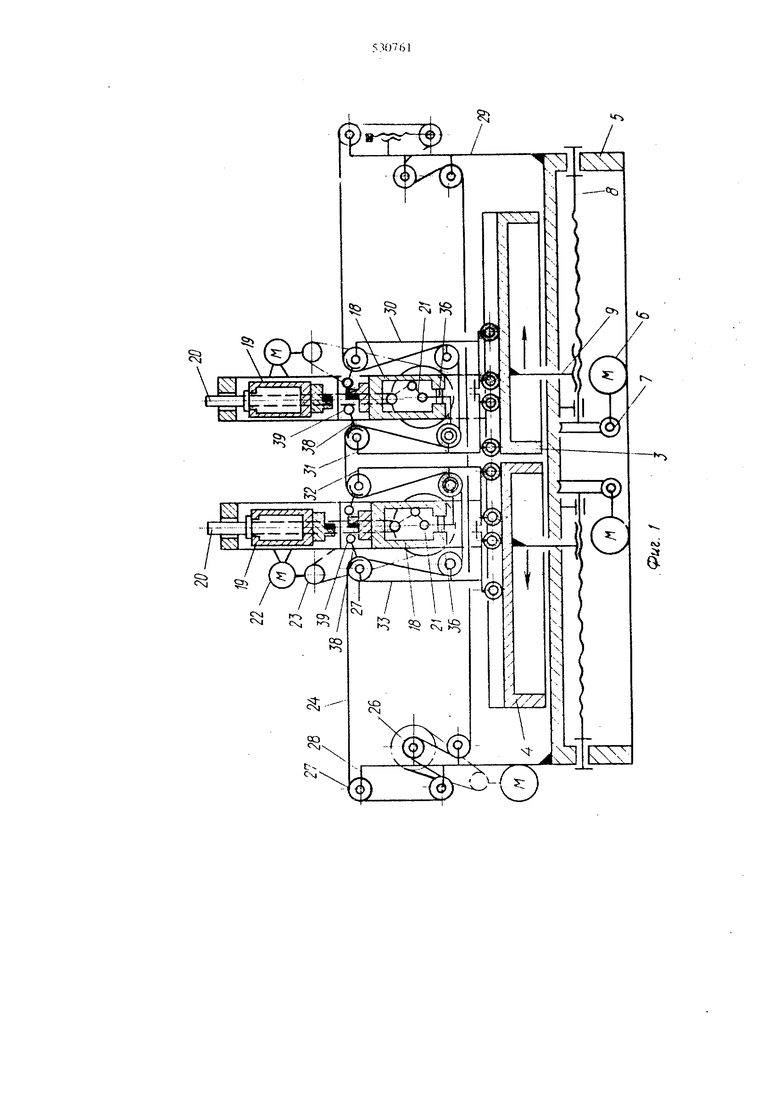
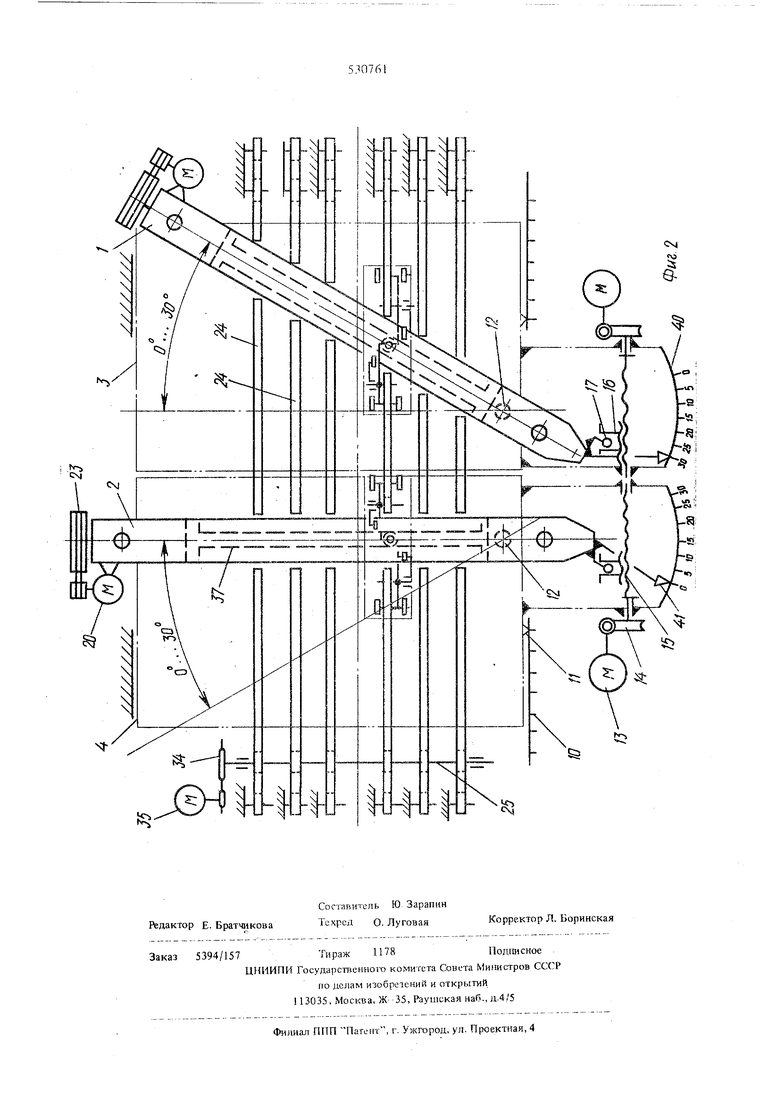
На фиг. I изображена схема поворотных ножниц, вид сбоку; на фиг. 2 - то же, вид в плане.
Ножгащы поворотные сдаоенные состоят из даух нож1шц 1 и 2, многоленто шого транспортера и двух плит 3 и 4, установленных на общем основаНИИ 5. Для перемещения плит 3 и 4 по основанию 5 служит привод, состоящий из злектродвигателя 6, червячного редуктора 7, винта 8 и гайки 9. Отсчет передвижения плит ведется по щкалам 10 и кониусным указателям 11.
На каждой подвижной плите 3 и 4 через оса 12 установлены ножницы 1 и 2 с возможностью поворота на угол в пределах 0-30°. Поворот осуществляется от электродвигателя 13 через червячную передачу 14, винт 15 и гайку,16, в пазовую дорожку которой входит ролик 17. Фиксация ножниц после поворота на необходимый угол осуществляется пневмопружинными захватами, дпя чего в подвижных плитах выполнены Т-образные радиальные пазы (на чертежах не показаны).
Ножницы 1 и 2 состоят из П-образных поворотных CTaifflH 18 и подвижных балок 19, соединенных через riapy направляющих колонок 20 с фумя
KpHBOuiHiiHO-iii;uy}iHbi fH механизмами 21, привод которых осуществляется or индавидуальных электродаигате)1ей 22 через клиноременные пе едаш 23 и фрикционные муфты (на чертежах не показаны) .
Многоленточный транспортер служит для поддержа шя на уровне реза рулонного материала и траншортировки отрезанных заготовок за пределы ножниц к стапелирующему устройству.
органами транспортера являются гпесть ветвей бесконечных лент 24, которые натянуты каждая на прикрепленные к общему валу 25 барабаны 26 и пятнадцать барабанов свободного хода 27, размещенных на неподвижных стойках 28 и 29 и подвижных каретках 30-33. Движение каждой ленте передается через понижающую передачу 34 и общий вал 25 от электродвигателя 35.
Каретки, установленные с двух сторон обоих ножниц скреплень попарно между собой винтовым, запором, а посредством оси с роликами 36 соединены через пазовую дорожку 37 с ножницами. В карютках на оси верх}1их барабанов 27 размещены подпружиненные рычаги 38 с роликами 39 на конце, расположеннь ми в непосредсгвенцой бЛнзоста от зоны реза и служантими продолжением яия удер ю1вания рулонного материала и от})езанных заготовок на уровне подачи. Ролики 39 с вмонтированными в них кольцевыми постоян1 ыми MaiUHiaMVi приводятся от барабана 27 3 при помощи цепной передачи. Пожгищы I и 2 устанавливаются на определенный угол но шкале Ю при помо UW указателя 41. Ножницы работают следующим образом. Рулонный маге риал, периодически перемещаемый на 1паг подающим устройством, BxOiiHunjM в состав ли1ШИ, движется по иоверхиосш верхних ветвей JBHT 24 и роликам 39. После подачи ла тат ножевая балка совершает о;.1,ииочный ход (вниз-вверх) и отрезает из поданного материала одну (при включен - одних ) или две (при включении одновременно двух иожЬ1иц) заготовки. Во время реза рычаги 38 с роликакш 39 от воздействия на них ножевой балки за счет пружи отклоняются ца велиои у перекрытия в этом месте ножей, а при хрденожевой балки вверх занимают первоиаодльное положение на уровне режущей кромки нижнего ножа. Огрезанные заготовки подхватываются движущими ся непрерывно лепгами транспортера и переме1цаю1ся за п)1еделы ножниц для укладки их в стопу. При рабою НОЖНИЦ новорогных cju oeinn ix в составе линии ножевые подвижные балки сопсршакк одиночные ходы, .с. б;1лка крсз каждый ход оскщавливается и верхнем исходном положении. Икноюиис муфгы ножниц на ход нроисхпди от иш lUiJia, ИСХОДЯП1СГО nociic подачи рулонного магериала на щит. Ножницы п(.1Н1)| о1Ные сдноенные могут работать с учасщем hJjibKu одни.х ножниц: нраиых liJiH левых, а и(Кжо с V4;iLincM обоих ножниц с пк.пючеписм их одновременно после каждого подаад материала или последовательно 1юрез каждый шаг падачи.
При работе с одновременным включением обоих ножниц размер между режущими кромками 1-ых и
2-ых ножниц устанавливается равным дршне отрезаемой заготовки, а заштпа тага настраивается подающим устройсгеом на размер, равный длине двух заготовок,
Консфук1щя ножниц позволяет обеспечить быструю
переналадку на разлиодую форму разрезаемых заготовок (прямоугольную и трапецеидальную) . При этом, если производатся поворот ножниц относительно подвижных плит 3 и 4 или раздвижение этих плит с установленными на них ножницами,
транспортные ленты 24 и pojfflKH 39 занимают такое положе ше относительно ножниц, которое обеспечивает во всех случаях одинаковую поддержку. Перемещение п;ш т 3 и 4 вместе с ножницар ш 1 и 2 обеспевдаает возможность установки режущего инструмента ножниц на расстояние друг от друга, равное длине заготовки, и при подачи рулонного магериала на велищшу двойного щага производить рез одновременно ножницами. Благодаря этому за каждый илкл получается две заготовки. Переналадка производится с пульта управления и заключается либо в повороте обоих ножниц 1 и 2 одtiOBpeMenHO, либо одних ножьшц, которые устанавливаются при помощи указателя 41 но градусной шкале 40, либо в перемещении плит 3 и 4 вместе с ножницами 1 и 2, установленных по шкале 10 с KOjmycirbiM указателем 11 на определенную величину отрезаемой заготовки. Формула изобретения 1. lIoBopoTin.ie ножпицы, сдвоенные для резки рулонного материала )ia заготовки, преимущественно фапецеидальной формы, содержащие оспование, два режущих устройства с наклонными и многоленточный транспортер, отличающиеся тем, что, с целью падежного поддержания рулонного материала на фовне реза, они снабжены подвижными каретками, которые установлены с обеих сторон режу1цих устройств на каждой ветви транспортной ленты и сое;щиены попарно между собой жесткой связью. а с режущими устройствами-при помощи осей с роликами, Bxoanninrvm в пазы, выполненные в осно вапии ножниц, при этом на каждой из кареток установлены вверху и в}гизу обводные барабаны, соединенные гибкими связями. 2, Ножнящ. по п. 1, о т л и чающиеся тем, что сцс.чыо обеспсчопия Е озможцосги О1резки одновременно двух з;1тотов)к за один таг подачи, режущее уст})ойспзо с фисоетлЕюнпой к нему кареткой размещено на огдельной 1глите,а шгиты установлены па обтем основании ножниц подвижно относительно друг /ijjyra. 11с Очники информации, принятые во внимание при экспертизе: 1, Журнал Кузнслю-штамповочное производство, 1972.N 12,сф.35.
