1 Изобретение относится к станкостроению, в частности к устройствам для межоперационного изменения поло жения деталей, а также для сборки под сварку. Целью изобретения является расширение технологических возможностей. , Указанная-:; цель достигается обеспечением при транспортировке из-делия автомати ческой установки его «а технологическом оборудовании в различные положения, задаваемые тех нологией сборки и сварки различных изделий. На фиг. 1 изображена линия; на фиг. 2 - вид А на фиг.1; на фиг. 3 кинематическая схема линии. Поточная линия содержит смонтированные на основании 1 установленуое по ходу технологического процес са технологическое оборудование (не показано), а также продольные н равляюи1ие 2. В направляющих 2 установлена с возможностью перемещения роликах 3 опорная обойма 4 с ролика ми 5, на которых установлено привод ное поворотное кольцо 6 кольцевого кантователя с ложементами 7, зубчатым колесом 8 и закрепленными на ег торце дланками 9 с храповыми собачками 10. Опорная обойма 4 жестко соединен посредством тяги I1 со штангами 12 шагового транспортера, снабженными собачками 13. Зубчатое колесо 8 поворотного кольца 6 кантователя чере промежуточную шестерню 14 связано с рейкой 15, оснап1енной копйрным ро ликом 16. Вдоль направляющих 2 установлена направляющая 17 с копирньм пазом дл копирного ролика 16 и с направляющи пазом, перпендикулярным плоскости основания. В этом пазу смонтирован ползун 18, выполненный с набором ко пирных пазов 19, криволинейных 19 и прямолинейных 20, для копирного ролика 16, 5 Ползун 18 устлнсяшен с во5мож- ностью перемещения п направляющем пазу. гидpoцилvIндpoм 21, смонтированным на кронштейне 22. Изделие 23 транспортируется с позиции 1 на позиции П., , . Линия работает следующим образом. Опорная обойма 4, перемещаясь роликами 3 по направляющим 2 с позиции на позицию П при помощи тяги II транспортера, наезжает храповыми собачками 10, расположенными на планках 9, на изделие 23, находящееся на позиции ТI. В конце хода обоймы 4 собачки 10 защелкивают изделие 23 по ее ториу. Теперь при ходе штанг 12 транспортера вперед тяги I1 перемещают обойму 4 по направлякяцим 2 на позицию Т Т1, при зтом копирный ролик 16, взаимодействуя с криволинейным пазом 19 и с копирным пазом направляющей 17, перемещает рейку 15, которая поворачивает через промежуточную шестерню 14 зубчатое колесо В и связанное с ними поворотное кольцо 6 с ложементами 7. бсуществляется поворот изделия 23 в процессе его перемещения с позиции TJ на позицию I1J, при этом ползун 18 находится в нижнем положении. При расположении ползуна в верхнем положении копирный ролик 16 взаимодействует с его прямолинейным пазом 20 и изделие перемещается с позиции П на позицию И1 без поворота. В то же время собачки 13 штанг 12 транспортера перемещают изделие 23 с позиции на позицию У, освобождая место для транспортируемого изделия на позиции III. Далее процесс повторяется. Таким образом, данная линия обеспечивает изменение положения изделия при его транспортировании и в зависимости от технологии устанавливает различные изделия на технологическом оборудовании в различном положении, что расширяет ее технологические возможности.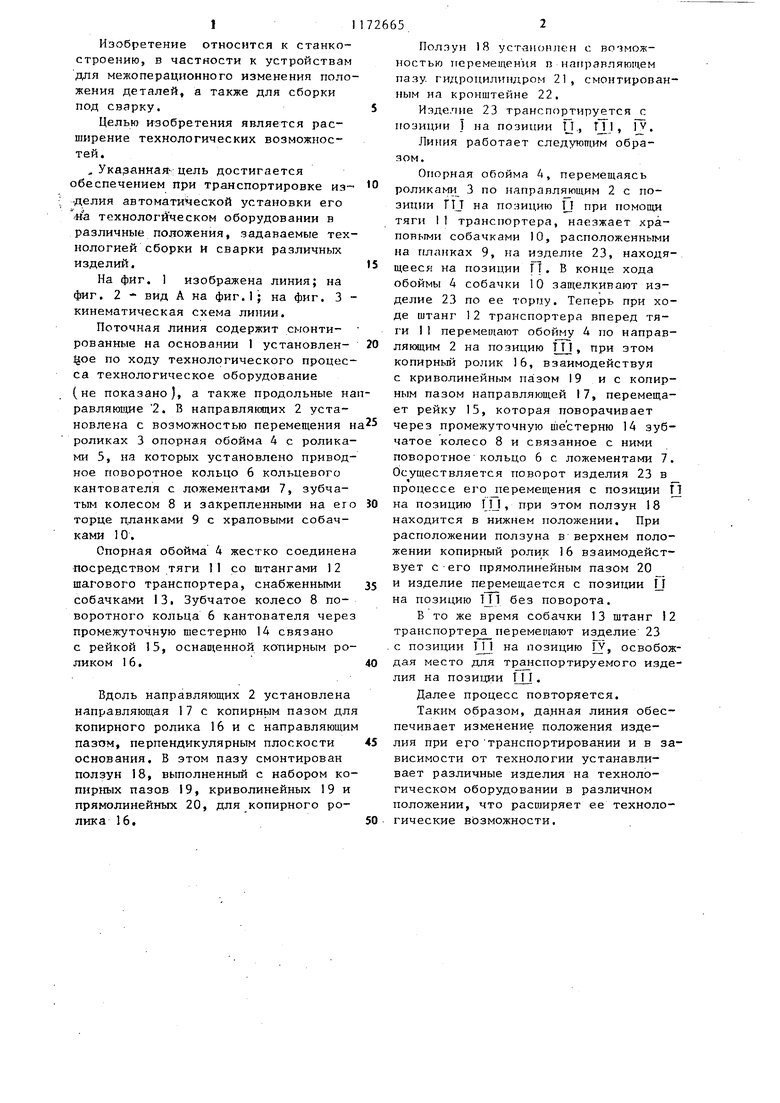
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки | 1978 |
|
SU774887A1 |
| Кольцевой кантователь | 1978 |
|
SU774881A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Кольцевой кантователь для сварки | 1977 |
|
SU680843A1 |
| Поточная линия для изготовления сварных конструкций | 1977 |
|
SU694339A1 |
| Поточная линия для изготовления пространственных сварных конструкций | 1978 |
|
SU770714A1 |
| Устройство для пакетирования кольцеобразных изделий | 1983 |
|
SU1141052A1 |
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |
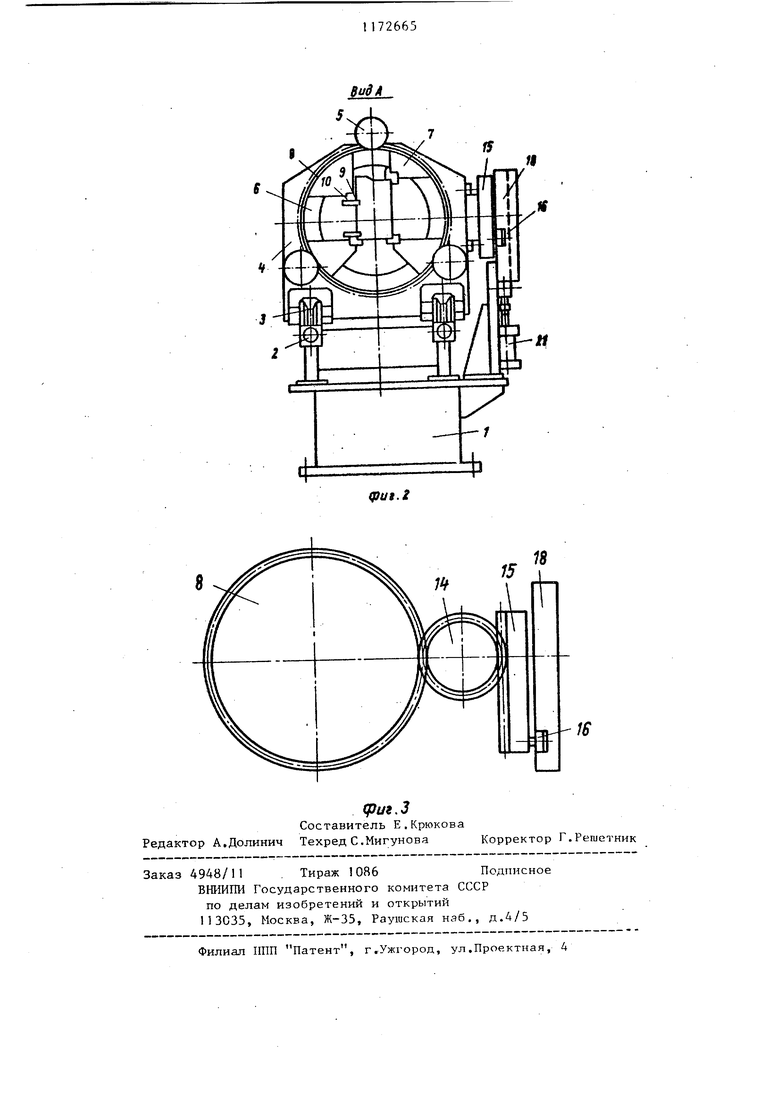
ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ, содержащая смонтированное на основании технологическое оборудование, вдоль линии направляющую с копирным пазом, шаговый транспортер со штангами, установленную с возможностью продольного перемещения опорную обойму, соединенную со штангами транспортера, и расположенный в обойме кольцевой кантователь с рейкой, оснащенной копирным роликом, установленным С возможностью взаимодействия с копирным пазом направляющей, отличающаяся тем, что, с целью расширения технологических возможностей путем автоматической установки различных деталей в различные положения на технологическом оборудовании в процессе его транспортирования, направляюп1ая вьтолнена с направляющим пазом, перпендикулярным к плоскости основания, а в указанном пазу (Л установлен с возможностью перемещения ползун, выполненный с набором копирных пазов для копирного ролика рейки кантователя.
| Устройство для сборки и сварки | 1981 |
|
SU1031705A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Поточная линия для сборки и сварки | 1978 |
|
SU774887A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
