а
Од
Изобретение относится к машиностроению и может быть использовано при создании автоматических линий.
Наиболее близкой к изобретению по технической сути и получаемому результату является автоматическая линия ЛКМВ145 для чистовой токарной обработки хвостовика цапфы поворотного кулака, содержащая расположенные в технологической последовательности специальные гидрокопировальные станки, промышленные роботы и транспортное устройство.
Такое выполнение линии позволяет производить переналадку линии на другой типоразмер детали, однако усложняет ее устройство и О1раничивает технологические возможности лиНИИ. Это обусловлено тем, что транспортное устройство позволяет осуществлять межоперационнуго передачу деталей только в прямолинейном направлении и при необходимости передачи детали в ином направлении требуются дополнительные передающие устройства с привлечением дополнительных производственных площадей, что существенно усложняет линию.
I
Цель изобретения - упрощение конструкции автоматической линии и расширение ее технологических возможностей за счет конструктивного выполнения транспортного средства, которо позволяет обслуживать станки как при линейном, так и при ином расположении станков.
На фиг. 1 показана роботизированная линия, вид сверху; на фиг. 2 вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел Т на фиг, 2 (шарнир) .
Роботизированная линия включает транспортное устройство 1, станки 2-6 промышленные роботы 7-10, питатель 11, На транспортном устройстве 1 установлены подпружиненные упоры 12. На разгрузочно-загрузочных позициях 1-1У транспортного устройства 1 установлены датчики наличия заготовок соответственно 13-16, а также отсекатели, соответственно 17-24.
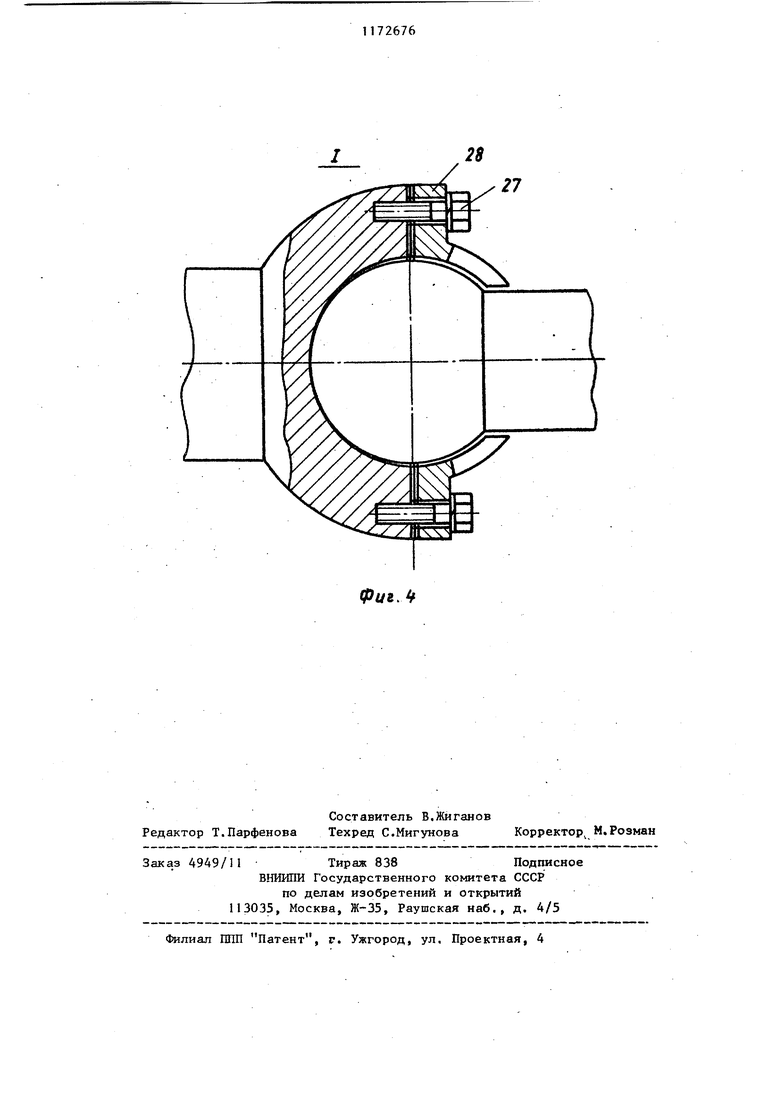
Транспортное устройство 1 вьгполнено в виде шарнирного многозвенника, звенья 25 которого сочленены дру с другом с помощью шаровых шарниров 26. Шарниры фиксируются в заданном положении с помощью болТов 27 и крышки 28. Каждое звено многозвенника
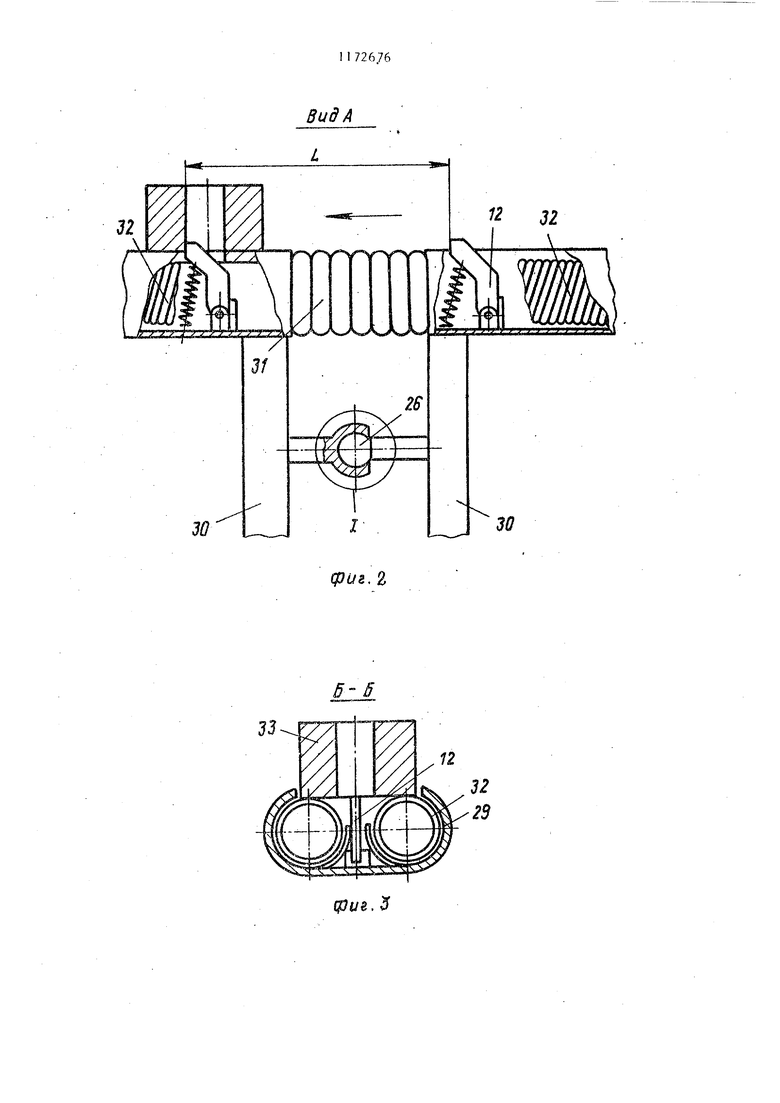
:выполнено в виде С-образных направляющих 29, которые жестко закреплен на стойках 30.
К этим же стойкам жестко крепятся шарниры 26. С-образные направляющие 29 связаны друг с другом в местах шарнирного сочленения с помощью гибких упругих элементов 31, например пластин.
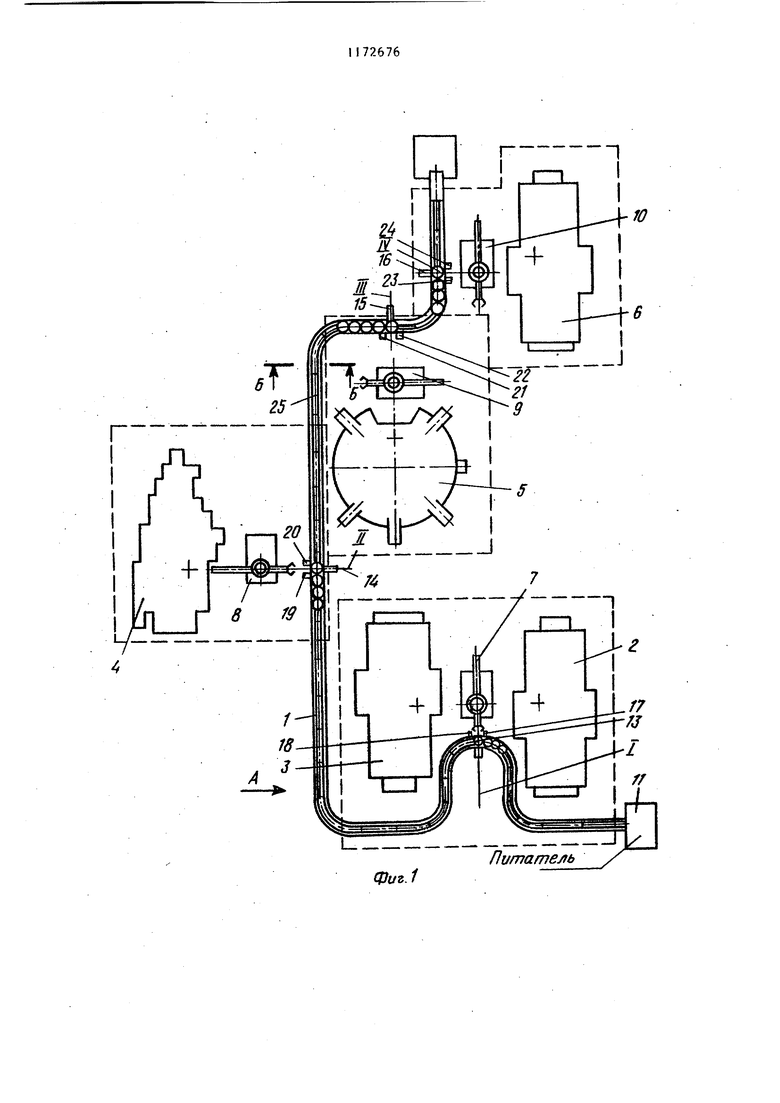
По всей длине транспортного устройства на расстоянии L, равному шагу подачи заготовок, на С-образны направляющих 29 установлены подпружиненные упоры12. По всей длине транспортирующего устройства в С-образных направляющих размещен гибкий упругий элемент 32 (например пружина), связанньй с приводом транспортного устройства (привод не показан)
Линия работает следующим образом
Питатель 11 выдает заготовку 33 на транспортирующее устройство I. С помощью несущего элемента 32 заготовка перемещается на расстояние L, равное шагу подачи транспортного устройства. При рабочем ходе несущего элемента 32 заготовки 33 утапливают подпружиненные упоры 12.
При обратном ходе несущего элемета 32 свободные упоры 12 удерживают заготовки 33 от возвратного перемещения. Таким образом происходит дискретная подача заготовок по транпортному устройству.
При поступлении заготовки 33 на разгрузочно-загрузочную позицию I датчик 13 дает команду отсекателю 7 на выдвижение упора, и одновременно включается -в работу линия по заданной программе. Заготовка на разгрузочно-загрузочной позиции J удерживается от перемещений выдвинутыми упорами отсекателей 17 и 18, а несущий элемент 32 проскальзывает под заготовкой. После завершения цикла работы станками 2 и 3 обработанная деталь укладывается на разгрузочно-загрузочную позицию I, При этом упор отсекателя 18 устанавливается, и деталь трансПортным устройством перемещается
далее к станку 4. После того, как деталь покинула разгрузочнозагрузочную позицию 1,упор отсекателя 18 выдвигается, а упор отсекателя 17 утапливается, и новая заготовка поступает на разгрузочнозагрузочную позицию Г. Далее цикл работы линии повторяется. flvmame/tb Фиг. 1 у
Вид A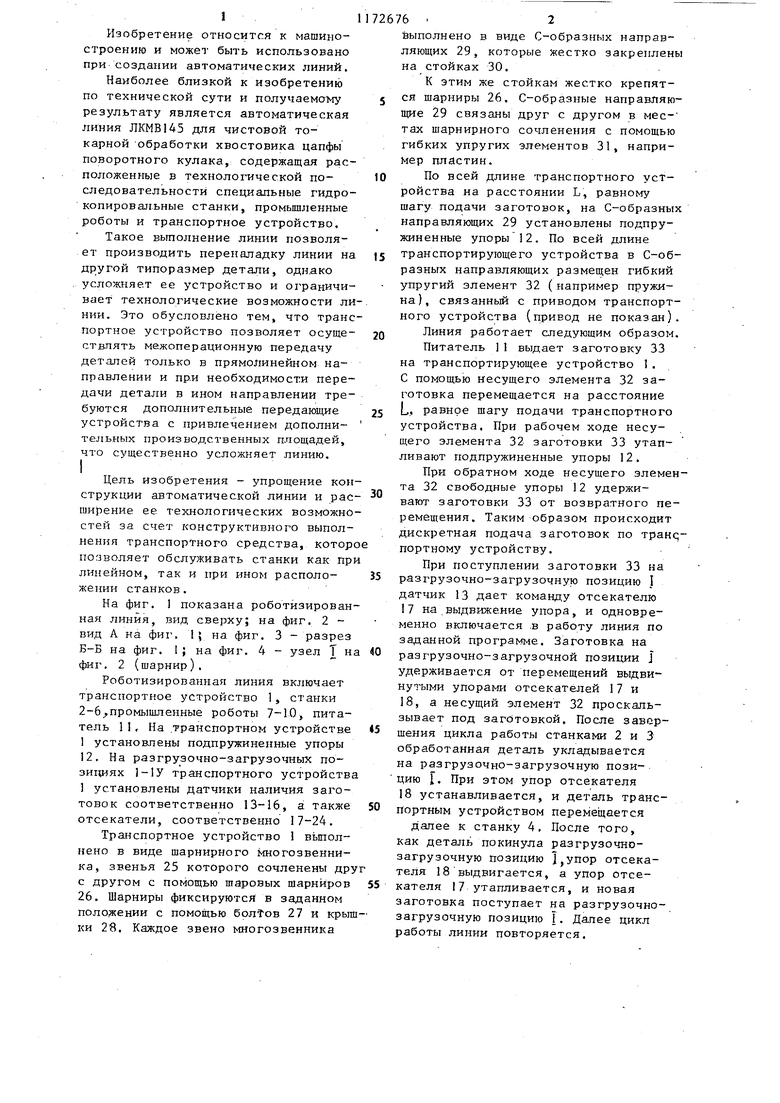
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для обработки деталей типа валов | 1984 |
|
SU1250442A1 |
| Промышленный робот | 1982 |
|
SU1125127A1 |
| Загрузочное устройство | 1984 |
|
SU1248762A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Промышленный робот | 1986 |
|
SU1348166A1 |
| Загрузочно-разгрузочное устройство | 1983 |
|
SU1115883A1 |
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU459324A1 |
| Загрузочно-разгрузочное устройство | 1989 |
|
SU1683970A1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| Трубогибочный станок | 1984 |
|
SU1378982A1 |
РОБОТИЗИРОВАННАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ для механической обработки изделий, содержащая станки, промъшшенные роботы и транспортное устройствошагового типа с датчиками наличия деталей и отсекателями, осуществляющими межоперационную связь между станками, отличающаяся тем, что, с целью упрощения конструкции линии и расширения ее технологических возможностей, транспортное устройство выполнено сочлененным из шарнирных многозвенников с переналаживаемым в вертикальной и горизонтальной плоскостях изгибом, а несущая часть транспортного устройства образована гибкими упругими элементами, установленными в С-образных направляющих, связанных (Л упругими элементами друг с другом в местах шарнирного сочленения С транспортного устройства.
б 6
33
.5
ФигЛ
| Автоматические линии для механической обработки | |||
| Каталог | |||
| ЭКИМС, М | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
