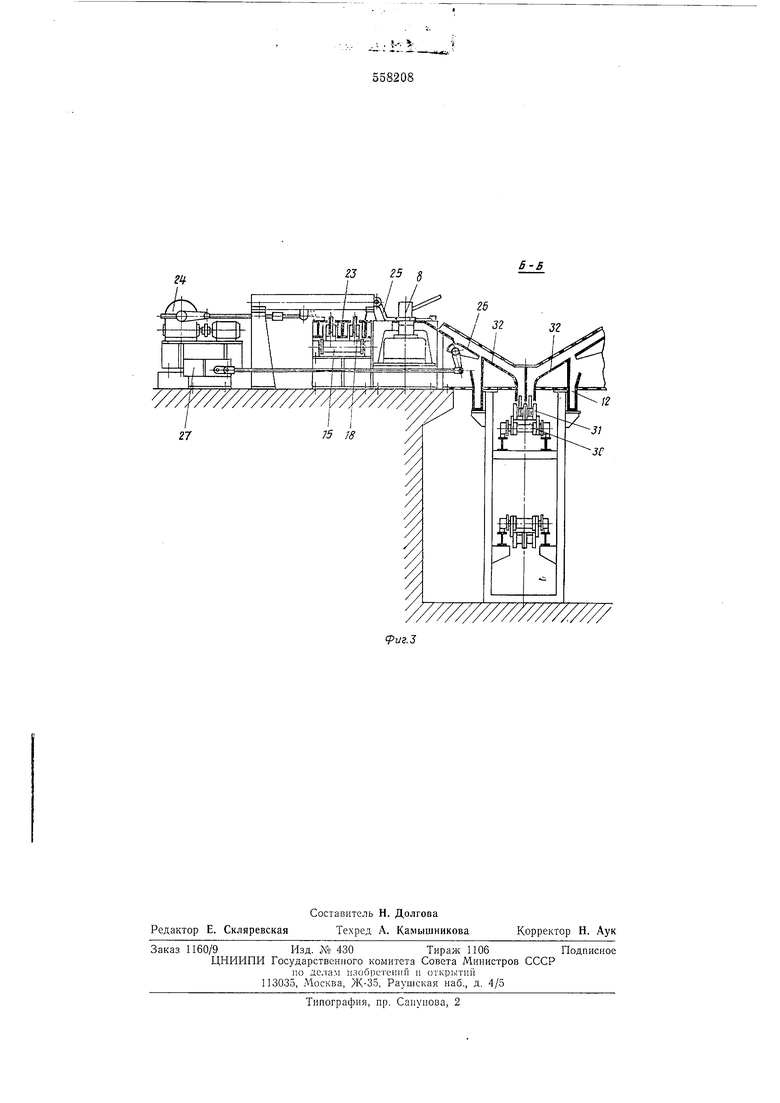
транспортер 13 годных изделий, приемный бункер 14 бракованных изделий. Подающий транспортер 8 состоит из спаренной рейки 15, на которой на шарнирных осях 16 с интервалом, равным принятому расстоянию между изделиями на конвейере, закреплены толкаюш.пе пальцы 17, выполненные в виде неуравновешенных двуплечих рычагов. Рейка 15 опирается на свободно врашающиеся в опорах (па чертежах пе показаны) ролики 18. Привод 19 через кривошип 20 и систему рычагов соединен тягой 21 с рейкой 15. Для возможности установки оси изделий различного диаметра против оси прибора предусмотрено изменение исходного положения рейки с помош,ью стяжной гайки 22. Стациопарпо на стойках закреплены направляюш,ие 23, иа которых лежат и по которым перемещаются изделия 3 при транспортировке. Питатель 9 имеет привод 24 и снабжен толкающим башмаком 25. Разбраковочное устройство 11 имеет перекрыватель 26, соединенный системой рычагов с кривошипным приводом 27.
Уборочный транспортер 13 снабжен приводом 28 с кривошипным механизмом 29, обеспечивающим шаговую работу, а несущий орган 30 его имеет ячейки 31 для приема изделий. Возле приборов 10 контроля установлены склизы 32, по которым проконтролированные изделия поступают на уборочный транспортер.
Работа поточной линии происходит следующим образом.
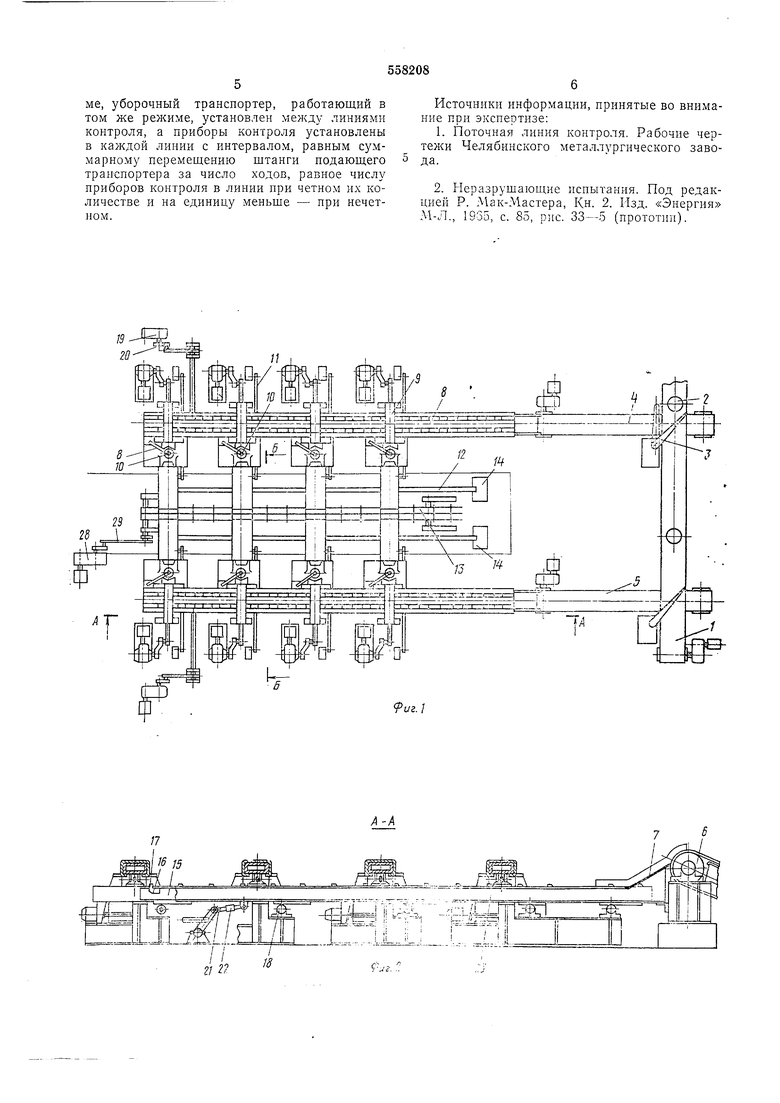
Изделия 3 попадают на ленту транспортера 1, которым поочередно (через одно изделие) выдаются на две параллельных липии 4 и 5 контроля. Поочередпая передача изделий осуществляется питателями 2. С линии 4 контроля изделие по наклонному питателю 7 попадает на подающий транспортер 8. Наличие изделия на этой лппии фиксируется датчиком, который дает команду па включение транспортера 8 липпи 5. По принятой схеме работы транспортеры 8 должны срабатывать одновременно, поэтому для их включения необходимы импульсы от датчиков обеих линий. При включении привода 19 транспортера 8 происходит поворот Кривошипа 20, и рейка 15 с толкающими пальцами 17 по роликам 18 перемещается вперед. При этом происходит проталкивание изделий, расположенных на направляющих 23. После поворота кривошипа на 180° меняется направление движения рейки 15, и начинается ход рейки в обратном направлении. При этом пальцы, проходя под паходящимися на направляющих 23 изделиями, поворачиваются па оси 16, а пройдя изделие, вновь выпрямляются. После полного оборота кривощипа 20 привод 19 отключается с помощью комапдоаппарата (на чертеже не показан). При новом включении привода после поступления очередной пары изделий на транспортеры 8 происходит проталкивание изделия еще на один щаг. Таким образом, осуществляется перемещение всех изделий, поступающих с линий 4 и 5 контроля на подающие транспортеры 8 обеих линий. В результате все изделия располагаются иа транспортере 8 с заданныла интервало.м. Когда первое, находящееся на конвейере, изделие после полного хода рейки 15 вперед устанавливается напротив первого прибора контроля, включается привод 24 питателя 9, изделие башмаком 25 сталкиваете; с транспортера 8 п устаиавливается в прибор 10 контроля. Когда башмак 25 приходит в крайнее переднее положение, что фиксируется командоаппаратом, включается прибор 10 контроля. Первое включение питателя 9 у первого прибора контроля производится кнопкой с ПУ. Последующая его работа, как и работа всех устройств линии, производится в автоматическом режиме. Так как в начале работы транспортер 8 не загружен изделиями па всей длкне, часть устройств
срабатывает вхолостую. При полностью заполпенном транспортере 8 изделия -будут выдаваться на приборы 10 контроля с определенной очередностью. Одновременно с возвратом башмака питателя первого прибора в
заднее, исходное положение начинается движение вперед башмака питателя второго прибора. Через один рабочий ход конвейера происходит возврат питателя второго прибора, включение на ход вперед питателя третьего
прибора и т. д. При очередном включении пптателя первого прпбора подаваемое им на контроль изделие устанавливается в прибор, сталкивая при этом уже прокоптролированное изделие. Годные изделия сталкиваются на
уборочный транспортер 13. При обпарулсении брака во время контроля прибором дается команда па включение разбраковочпого устjX)iic:Ba. Привод 27 через систему тяг рычагов опускает перекрыватель 26. Браковапное
изделие после выгрузки из-под прибора попадает в паклснный лоток 12 и скатывается в бункер 14. Возврат перокрывателя в исходное положение происходит одповремеппо с возвратом башмака соотзетствуюп,его питателя в исходное положение. По окончании операции контроля прибор 10 отключается. К каждому прибору очередное изделие подается па контроль через четыре рабочих шага транспортера 8. В течение этого времени производится
контроль изделия па приборе.
Формула изобретения
Поточная линия контроля качества плоских изделий, например, дисков, перазрушаюшпм
методом, содержащая установленные по технологическому процессу подающпе трапспортеры с питателями, приборы контроля, разбраковочпое устройство, приемный бункер бракованных изделий п уборочный транспортер годпых изделий, отличающаяся тем, что, с целью повышения производительности, она выполнена в виде двух параллельных липпй контроля, подающий транспортер каждой лппип выполнен в впде штангового толкающего конвейера, работающего в шаговом режиме, уборочный транспортер, работающий в том же режиме, установлен между линиями контроля, а ириборы контроля установлены в каждой линии с интервалом, равным суммарному перемещению щтанги подающего транспортера за число ходов, равное числу приборов контроля в линии при четном их количестве и на единицу меньще - при нечетном.
Источники информации, принятые во внимание при экспертизе:
1.Поточная линия контроля. Рабочие чертежи Челябинского металлургического завода.
2.Неразрушающие испытания. Под редакцией Р. Мак-Мастера, Кн. 2. Пзд. «Энергия М-Л., 1955, с. 85, рис. 33-5 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия контроля качества дисков неразрушающим методом | 1983 |
|
SU1173305A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| Магазин-питатель | 1962 |
|
SU151177A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| УКЛАДЧИК КИРПИЧА НА ЛЮЛЕЧНЫЙ КОНВЕЙЕР | 1971 |
|
SU320380A1 |
| Поточная линия ультразвукового контроля изделий с цилиндрическими поверхностями и автомат сканирования ультразвуковым преобразователем | 1985 |
|
SU1363056A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| Автоматическая линия для металли-зАции плАСТиНчАТыХ издЕлий | 1979 |
|
SU808550A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ БРУСЬЕВ СТРЕЛОЧНЫХ ПЕРЕВОДОВ (ВАРИАНТЫ) | 2004 |
|
RU2294826C2 |
2325
6-Б
