Изобретение относится к изготовлению арматурных каркасов, в частности к способам изготовления арматурных каркасов, например арматурных каркасов железобетонных труб, опор освещения, опор контактных сетей.
Известен способ изготовления конусообразных арматурных каркасов, включающий укладку продольной арматуры на оправку.
Основным недостатком этого способа является то, что с его помощью могут быть изготовлены лишь по одному типоразмеру арматурного каркаса с раструбом и цилиндрического каркаса.
Наиболее близким к предлагаемому изобретению является способ, включающий укладку продольной арматуры на оправку, навивку поперечной арматуры с заданным шагом вдоль оси каркаса, скрепление пересечений продольной и поперечной арматур путем сварки.
Основным недостатком этого способа является то, что с его помощью можно изготавливать лишь цилиндрические каркасы.
Цель изобретения - расширение технологических возможностей за счет расширения номенклатуры изготавливаемых арматурных каркасов.
Поставленная цель достигается одновременными перемещениями подвижной планшайбы с закрепленными на ней концами продольной арматуры и сварочного агрегата с навиваемой поперечной арматурой, причем соотношение этих перемещений определяет соотношение конусностей оправки и изготавливаемого каркаса.
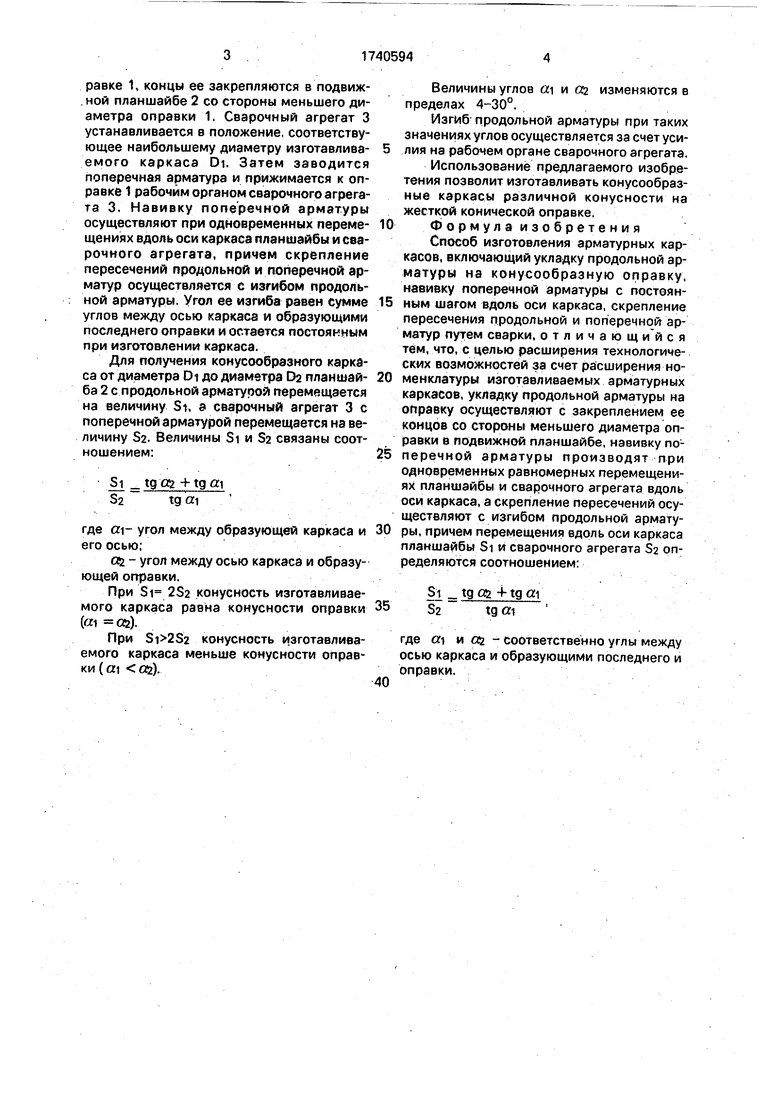
На фиг.1 изображена схема, поясняющая сущность предлагаемого способа: на фиг.2 - схема образования каркаса на оправке.
Для получения конусообразного арматурного каркаса предлагаемым способом продольная арматура укладывается на опN44 О (Л
о
равке 1, концы ее закрепляются в подвижной планшайбе 2 со стороны меньшего диаметра оправки 1. Сварочный агрегат 3 устанавливается в положение, соответствующее наибольшему диаметру изготавливаемого каркаса DL Затем заводится поперечная арматура и прижимается к оправке 1 рабочим органом сварочного агрегата 3. Навивку поперечной арматуры осуществляют при одновременных перемещениях вдоль оси каркаса планшайбы и сварочного агрегата, причем скрепление пересечений продольной и поперечной арматур осуществляется с изгибом продольной арматуры. Угол ее изгиба равен сумме углов между осью каркаса и образующими последнего оправки и остается постоянным при изготовлении каркаса.
Для получения конусообразного каркаса от диаметра DI до диаметра Da планшайба 2 с продольной арматурой перемещается на величину Si, а сварочный агрегат 3 с поперечной арматурой перемещается на величину S2. Величины Si и $2 связаны соотношением:
S| tg ai + tg ai 82tg a
где угол между образующей каркаса и его осью;
си - угол между осью каркаса и образующей оправки.
При Si 2S2 конусность изготавливаемого каркаса равна конусности оправки («1 QS).
При конусность изготавливаемого каркаса меньше конусности оправки (он 0й).
Величины углов а и аг изменяются в пределах 4-30°.
Изгиб продольной арматуры при таких значениях углов осуществляется за счет усилия на рабочем органе сварочного агрегата. Использование предлагаемого изобретения позволит изготавливать конусообразные каркасы различной конусности на жесткой конической оправке.
Ф о р м у я а и з о б р е т е и и я
Способ изготовления арматурных каркасов, включающий укладку продольной арматуры на конусообразную оправку, навивку поперечной арматуры с постоянным шагом вдоль оси каркаса, скрепление пересечения продольной и поперечной арматур путем сварки, отличают, и и с я тем, что, с целью расширения технологических возможностей за счет расширения номенклатуры изготавливаемых арматурных каркасов, укладку продольной арматуры на оправку осуществляют с закреплением ее концов со стороны меньшего диаметра оправки в подвижной планшайбе, навивку поперечной арматуры производят при одновременных равномерных перемещениях планшайбы и сварочного агрегата вдоль оси каркаса, а скрепление пересечений осуществляют с изгибом продольной арматуры, причем перемещения вдоль оси каркаса планшайбы Si и сварочного агрегата S2 определяются соотношением:
Si tg 05 4- tg ai 82tg on
где on и as - соответственно углы между осью каркаса и образующими последнего и оправки.
/ 2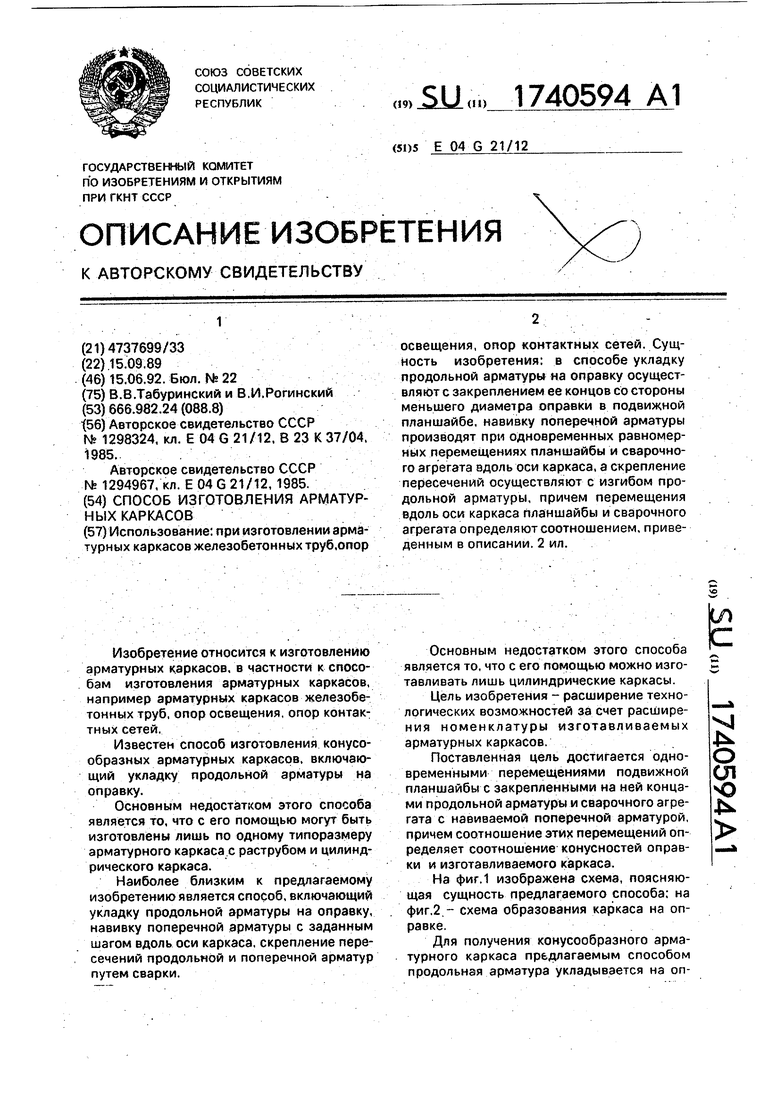
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления арматурных каркасов труб | 1985 |
|
SU1298324A1 |
| Устройство для сварки арматурных пространственных каркасов | 1983 |
|
SU1174210A1 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
| Устройство для изготовления конических арматурных каркасов | 1980 |
|
SU903540A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПРОВОЛОЧНОГО КАРКАСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321481C2 |
| Станок для изготовления пространственныхАРМАТуРНыХ KAPKACOB | 1979 |
|
SU797829A1 |
| Станок для изготовления арматурных каркасов и железобетонных труб | 1976 |
|
SU613060A1 |
| Установка для изготовления арматурных каркасов | 1990 |
|
SU1738977A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
Использование: при изготовлении арматурных каркасов железобетонных труб.опор освещения, опор контактных сетей. Сущность изобретения: в способе укладку продольной арматуры на оправку осуществляют с закреплением ее концов со стороны меньшего диаметра оправки в подвижной планшайбе, навивку поперечной арматуры производят при одновременных равномерных перемещениях планшайбы и сварочного агрегата вдоль оси каркаса, а скрепление пересечений осуществляют с изгибом продольной арматуры, причем перемещения вдоль оси каркаса планшайбы и сварочного агрегата определяют соотношением, приведенным в описании. 2 ил.
Фиг./
| Установка для изготовления арматурных каркасов труб | 1985 |
|
SU1298324A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для изготовления арматурных каркасов | 1985 |
|
SU1294967A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
