Изобретение относится к керамической промышленности, касается конвейеров для изготовления керамических изделий и является усовершенствованием изобретения по авт. св. № 870155.
Цель изобретения - повышение производительности.
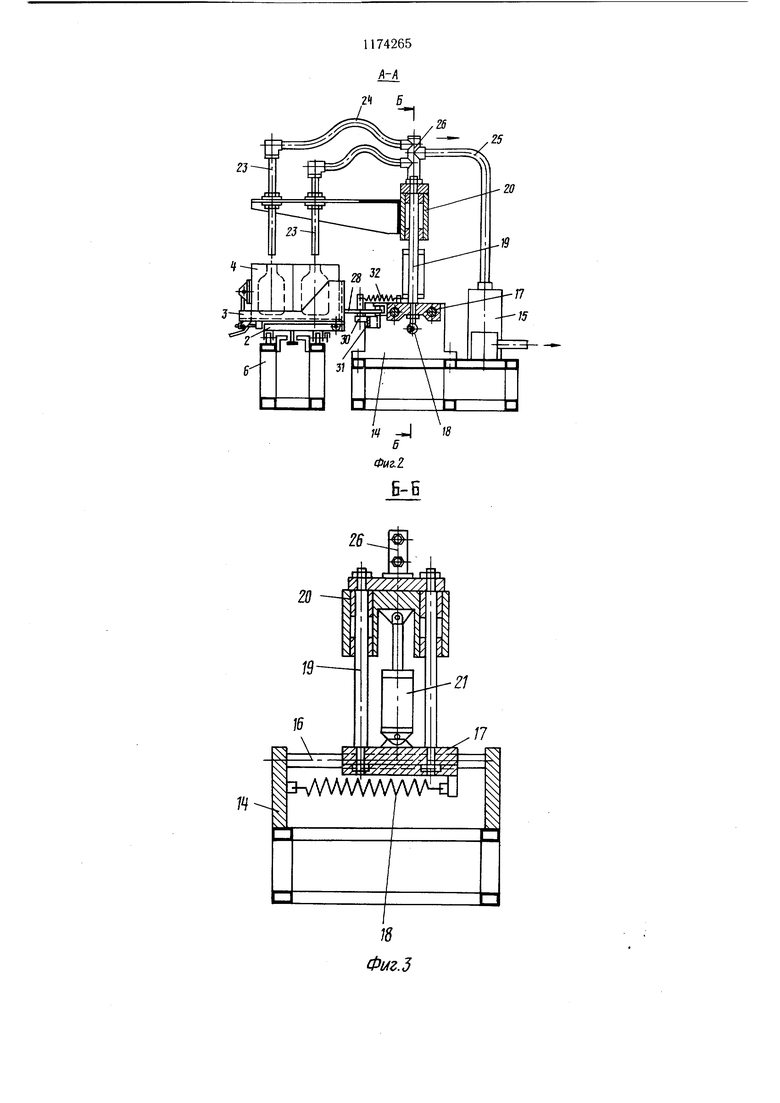
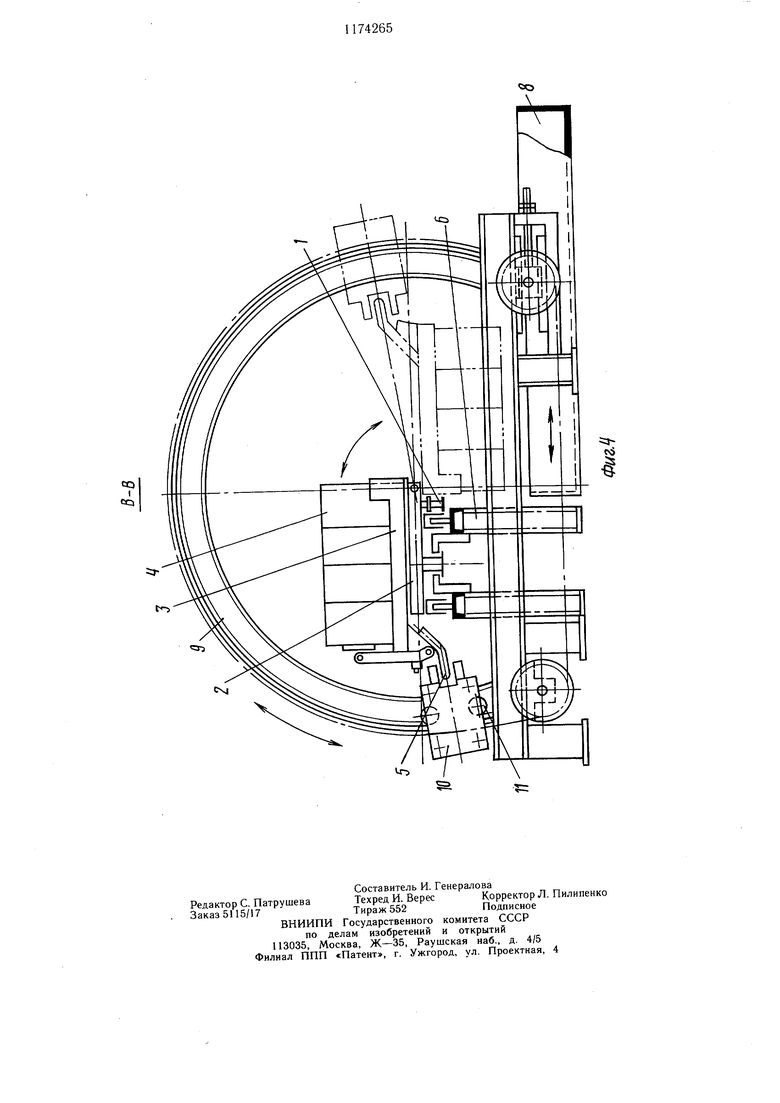
На фиг. 1 изображено предлагаемое устройство, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1.
Установка состоит из тяговой цепи конвейера 1, с которой соединены тележка 2 с опрокидываюш,имися платформами 3 и установленными на них литейными формами 4. На опрокидывающихся платформах 3 закреплена скоба 5. Тележки 2 перемеодаются по пути 6. По ходу движения тележек 2 установлен кантователь 7, в рабочей зоне которого размеш,ена ванна 8. Кантователь 7 состоит из круговых направляющих 9, геометрический центр которых совпадает с центром вращения опрокидывающейся платформы 3. Каретка 10 с катками 11 имеет возможность перемещаться по направляющим 9 от привода 12. Перед кантователем 7 установлен вакуумный пост 13 откачки, состоящий из станины 14, на которой смонтированы вакуумный насос 15 и горизонтальные направляющие 16, расположенные параллельно тяговой цепи 1. На направляющих 16 установлена платформа 17 с пружиной 18. На пплатформе 17 смонтированы вертикальные направляющие 19 с кареткой 20. Каретка 20 связана при помощи силового цилиндра 21 с платформой 17. С кареткой 20 соединен кронштейн 22, на котором установлены сопла 23 с возможностью регулировочных перемещений в горизонтальной и вертикальной плоскостях, которые через гибкие трубопроводы 24 и 25 и коллектор 26 сообщаются с всасывающим патрубком вакуумного насоса 15. К платформе 17 при помощи шарнира 27 крепится отклоняющийся в горизонтальной плоскости рычаг 28, на котором установлен ролик 29, взаимодействующий с тележкой 2, и ролик 30, взаимодействующий с фигурной пластиной 31, которая смонтирована на станине 14 и к которой ролик 30 постоянно прижимается пружиной 32, связывающей рычаг 28 с платформой 17.
Установка работает следующим образом.
Тележка 2 с литейными формами 4, заполненными жидким шликером, после отвердения контактирующего с поверхностью литейной формы 4 слоя шликера подается в рабочую зону вакуумного поста 13 откачки. При этом тележка 2 упирается в ролик 29 и через рычаг 28 перемещает соединенную с ним платформу 17, растягивая пружину 18 до момента остановки конвейера в положении, задаваемом кантователем 7. Совместное перемещение тележкн 2 и платформы 17 обеспечивает точное совмещение осей сопла 23 и отверстия литейной формы 4 независимо от погрешностей шагового режима движения конвейера.
После остановки. конвейера силовой цилиндр 21 перемещает каретку 20 по направляющим 19 в крайнее нижнее положение, при этом сопла 23 погружаются в шликер, находящийся в жидкой фазе внутри форм 4, затем включается вакуумный насос и откачивает жидкий шликер в смеситель (не показан) для повторного использования. После выдержки, задаваемой реле времени, на кантователе 7 вакуумный насос 15 отключается, силовой цилиндр 21 перемещает каретку 20 вверх в исходное положение и включается привод конвейера, который подает тележку 2 с формами 4, из которых большая часть шликера откачана, в рабочую зону кантователя 7, где платформа 3 опрокидывается и оставщаяся часть жидкого шликера из формы 4 выливается в ванну 8.
При начале движения конвейера тележка 2, находящаяся в рабочей зоне вакуумного поста 13 откачки продолжает перемещать вперед платформу 17 до момента, когда ролик 30 под действием пружины 32 заходит в выемку фигурной пластины 31, при этом рычаг 28 отклоняется, отводя ролик 29 от тележки 2. После выхода тележки 2 из зоны откачки пружина 18 возвращает платформу 17 и рычаг 28 с роликами 29 и 30 в исходное положение, где ролик 29 начинает взаимодействовать с очередной тележкой 2. Цикл повторяется.
Использование изобретения позволяет повысить производительность установки на 30°/о за счет сокращения времени выдержки форм с изделиями в рабочей зоне кантователя и более рационально расходовать материалы за счет возврата откачанного из форм шликера для повторного использования без дополнительной очистки. (
26
25
i
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления строительных изделий | 1979 |
|
SU870155A1 |
| Агрегат для поточного эмалирования труб | 1976 |
|
SU740864A1 |
| "Установка для литья санитарно- КЕРАМичЕСКиХ издЕлий | 1979 |
|
SU829432A1 |
| Установка для изготовления керамических изделий | 1985 |
|
SU1286414A1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ МЕТОДОМ ЛИТЬЯ | 2002 |
|
RU2281856C2 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ по авт. св. № 870155, отличающаяся тем, что, с целью повышения производительности, она дополнительно снабжена вакуумным постом откачки, выполненным в виде подпружиненной платформы, установленной на станине, и каретки с соплами, закрепленной на платформе посредством вертикальных направляющих и силового цилиндра, при этом станина выполнена с фигурной пластиной и горизонтальными направляющими, расположенными параллельно тяговому органу конвейера, причем платформа установлена в горизонтальных направляющих станины и имеет щарнирно закрепленный отклоняющий подпружиненный рычаг с двумя роликами, один из которых установлен с возможностью контакта с площадками конвейера, а другой - с фигурной пластиной станины. (Л 4; to О5 сд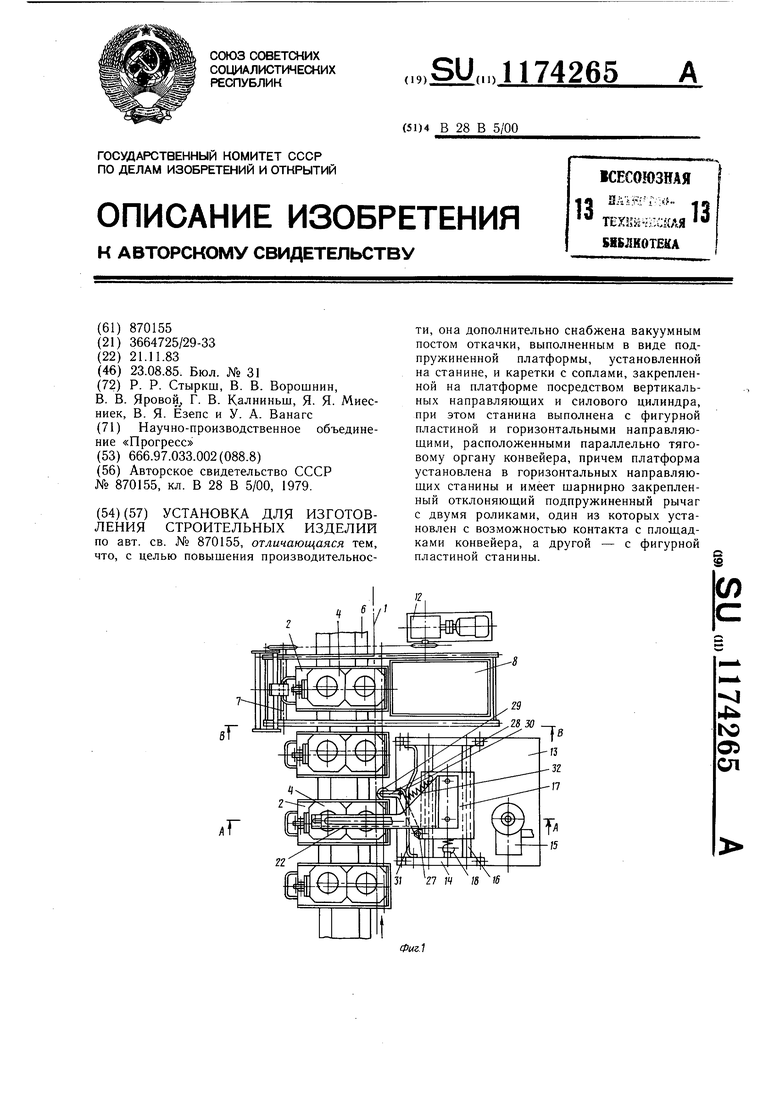
2Q
f
| Установка для изготовления строительных изделий | 1979 |
|
SU870155A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
