(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления строительных изделий | 1983 |
|
SU1174265A2 |
| "Установка для литья санитарно- КЕРАМичЕСКиХ издЕлий | 1979 |
|
SU829432A1 |
| Установка для изготовления керамических изделий | 1975 |
|
SU629073A1 |
| Пост сборки и разборки форм в технологической линии для изготовления железобетонных труб | 1981 |
|
SU961961A1 |
| КАНТОВАТЕЛЬ | 1998 |
|
RU2129087C1 |
| Установка для изготовления керамических изделий | 1977 |
|
SU677925A1 |
| Агрегат для изготовления керамических изделий методом литья | 1984 |
|
SU1229042A1 |
| Горизонтально-замкнутый конвейер | 1977 |
|
SU685576A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| Установка для изготовления сантехнических изделий | 1978 |
|
SU763106A1 |
I
Изобретение относится к области , керамической промьшшенности и касается конвейеров для изготовления керамических изделий.
Известен конвейер для применения с1ройизделий, содержащий рельсовый путь, тяговую цепь, подвижные тележки , снабженные опрокидывакхцимися платформами с поперечными балками, имеияцши сквозные горизонтальные пазы, в которых размещены ползуны, шарнирно смонтированные на ходовой каретке тележки, причем каретка имеет дополнительные ролики, контактирующие снизу с рельсами tl .
Недостатком указанного конвейера является сложность конструкции и невысокий уровень эксплуатационных качеств устройства, а также невозможность иэготовлеиия строитепышх изделий. .
Наиболее близкой по технической сущности к предложенной установке явг ляется установка для изготовления
строительных изделий, состоящая из форм, закрепленных на цепном конвейере, и установленных в технологической последовательности оборудования, предназначенного для заполнения форм -формуемой массой, уплотнения ее, тепловой обработки, распалубки готовых изделий и приема их после распалубки Гз.
Недостаток известной установки 10низкая производительность, так как затрачивается много времени на распалубку.
Цель изобретения - повышение производительности .
ts
Цель достигается тем, что, установка, состоящая из форм, закрепленных на цепнеш конвейере, и установленного в технологической последТ)вательности оборудования, предназначенного
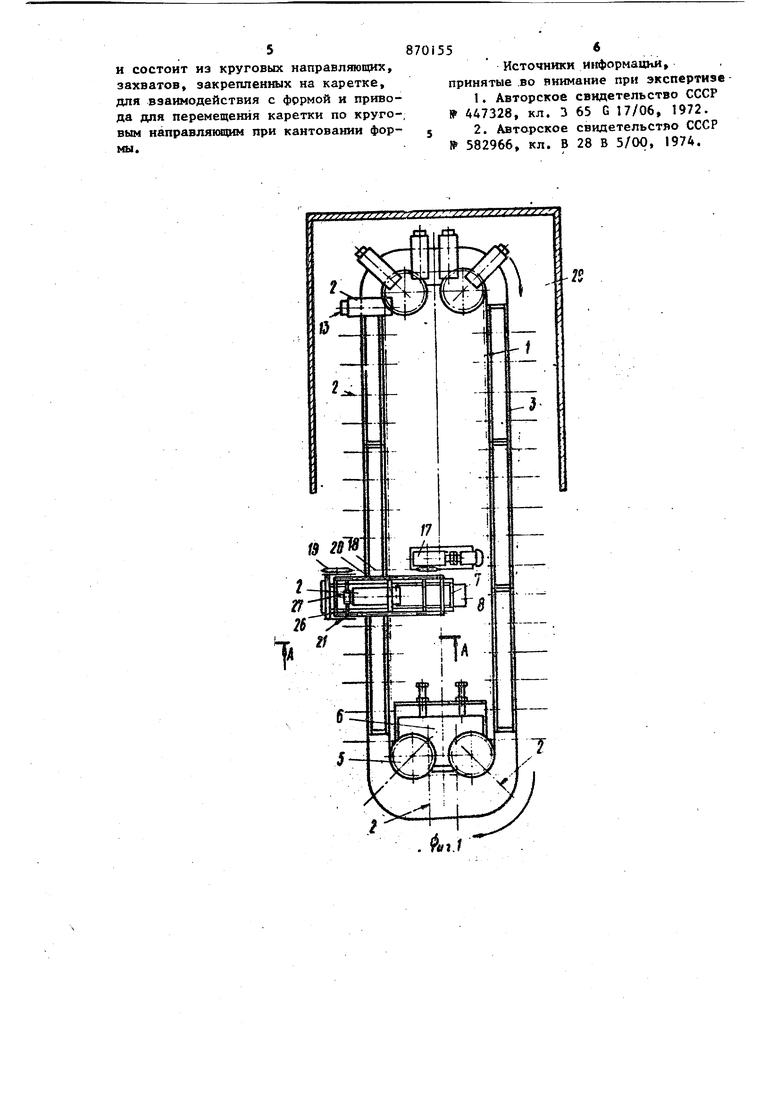
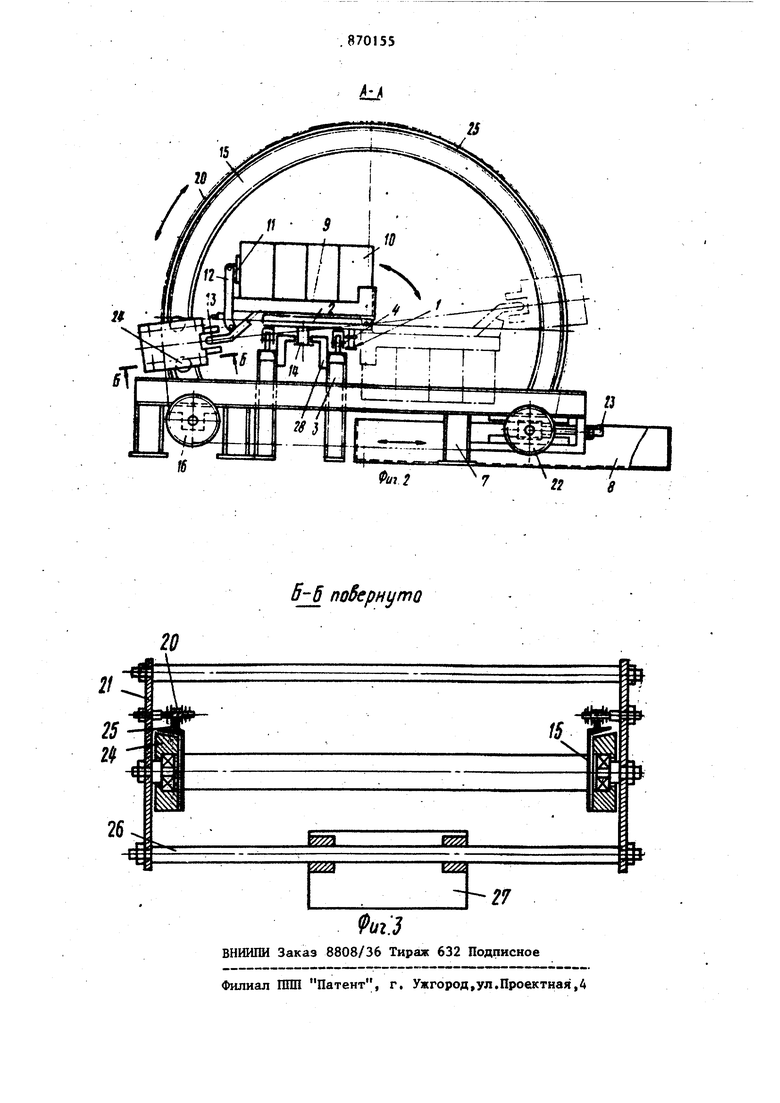
20 для заполнения форм формуемой кассой, уплотнения ее, тепловой обработки, распалубки.готовых изделий и приема их после распалубки, снабжена площад3ками, закрепленными на цепном конвейере, и кантователем для поворота форм относительно площадки, причем кантователь сблокирован с оборудованием для распалубки и состоит иэ кру говых направляющих, захватов, закреп ленных на каретке, для взаимодействи с формой и привода для перемещения каретки по круговым направлякщим при кантовании форьш. На фиг. I схематически изображена описываемая, установка, вид в плане; на фиг. 2 - разрез А-А на фиг. I на фиг. 3 - разрез В-Б .на фиг. 2. Конвейер состоит из тяговой цепи 1, с которой соединешл тележки 2,-пе ремещающиеся по путям 3 на катках 4. Движение конвейеру задаемся ведущей звездочкой 5 от привода 6. Конвейер также содерлшт кантователь 7 и установленную под ним ванну 8. На тележках 2 шарнирно установлены опрокидываилциеся платформы 9, на которых закрепляются литейные формы 10 посредством прижимов 11 от.рычагов 12. На платформе 9 закреплена скоба 13. Тележка снабжена также пал цем 14. : Кантователь 7 состоит из направляющих 15, геометрический центр кото рых совпадает с центром вращеш опрокидывающейся платформы 9,звездочек 16, получающих вращение от привода 17 посредством цепной передачи 18 и звездочки 19, цепей 20, перемещающих каретку 21. Звездочки 22 служат для натягивания цепей 20 посредством винтов 23. Цепи 20 концами закреплены на каретке 21, катки 24 которой имеют возмржность перемещаться по на правляющим 15, Опорой для цепей 20 служат направляющие25, установленны на направляющих 15,-. В каретке 21 на стяжках 26 закреплен захват 27. Отрыву тележки 2 от путей 3 в позиции кантователя препятствуют упоры 28, взаимодействующие с пальцем 14. Твердение изделий в формах 10 про исходит в сушильной камере 29, где размещена часть трассы конвейера. Работает конвейер следукицим образом. в формы 10, закрепленные посредст вом прижимов 11 через рычаг 12 на оп рокидывающейся платформе 9, заливает ся керамический шликер. Далее пульси рующим конвейером с тактом, регулиру емьй4 реле времени, и ходом в один ша конвейера тележка 2 с установленной 54 на ней формой 10 подается в рабочую зону кантователя 7. За время прохожения тележкой 2 с формами 10, залитыми шликером, участка трассы конвейера от позиции заливки до кантователя 7 слйй шпикера, прилипая к стенкам формы 10, принимает контур изделия. Шликер), оставшийся в жидкой фазе, выливается из форм в рабочей зоне кан- тователя 7. В рабочей зоне кантователя 7 скоба 13, закрепленная на оппокидывающейся платформе 9, заходит в захват 27 каретки 21 Путевой выключатель (на чертежах не показа, фиксирующий положение тележки 2, в рабочей зоне кантователя 7 дает команду на перемещение тележки 2,- которое осуществляется цепями 20 от привода 17 через цепную передачу 18 и звездочки 19 и 16. Каретка 21, перекатьюаясь катками 24 по направляющим 15, захватом 27 увлекает за собой опрокидывающуюся платформу 9 и разворачивают ее на 180. Оставшийся в формах шликер выпивается при зтом в ванну 8, откуда периодически удаляется насосом (на чертежах не показан). Остановка каретки 21 в конечном положении после разворота платформы 9 осуществляется путевьм выключателем. Команду на возврат в исходное положение каретки 21 с платформой 9 задает реле времени (на чертежах не показано). Далее тележки 2 с формами 10 подаются в камеру 29, где происходит отведение изделий в формах. После выхода тележки 2 из камеры 29 формы 10 снимаются с конвейера и из них извлекаются изделия. Формула изобретения Установка для изготовления строительных изделий, состоящая из форм, закрепленных на.цепном конвейере, и установленного в технологической последовательности оборудования, предназначенного для заполнения форм формуемой массой, уплотнения ее, тепловой обработки, распалубки и приема готовых изделий после их распалубки, отличающаяся тем, что, с целью повьшения производительности она снабжена площадками, закрепленными на цепном, конвейере, и кантователем для поворота форм относительно площадки, причем кантователь сблокирован с оборудованием для распалубки
и состоит из круговых направляющих, захватов, закрепленных на каретке, для взаимодействия с фррмой и привода для перемещения каретки по круго-, вым направляющим при кантовании формы.
8701556
Источники информации, принятые .во внимание при экспертизе
7Р Ctr Ы
