1
Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении высокоточных деталей прямоугольной формы как с закругленными, так и рстры ш углами, круглых, овальных, типа звездочек, деталей симметричных и несимметричных, деталей произвопьной формы.
Цель изобретения - повьшение точности деталей. , .
Цель достигается тем, что при обрезке полос получают часть контура детали и впоследствии каждую деталь вырубают, фиксируя ее по части полученного контура.
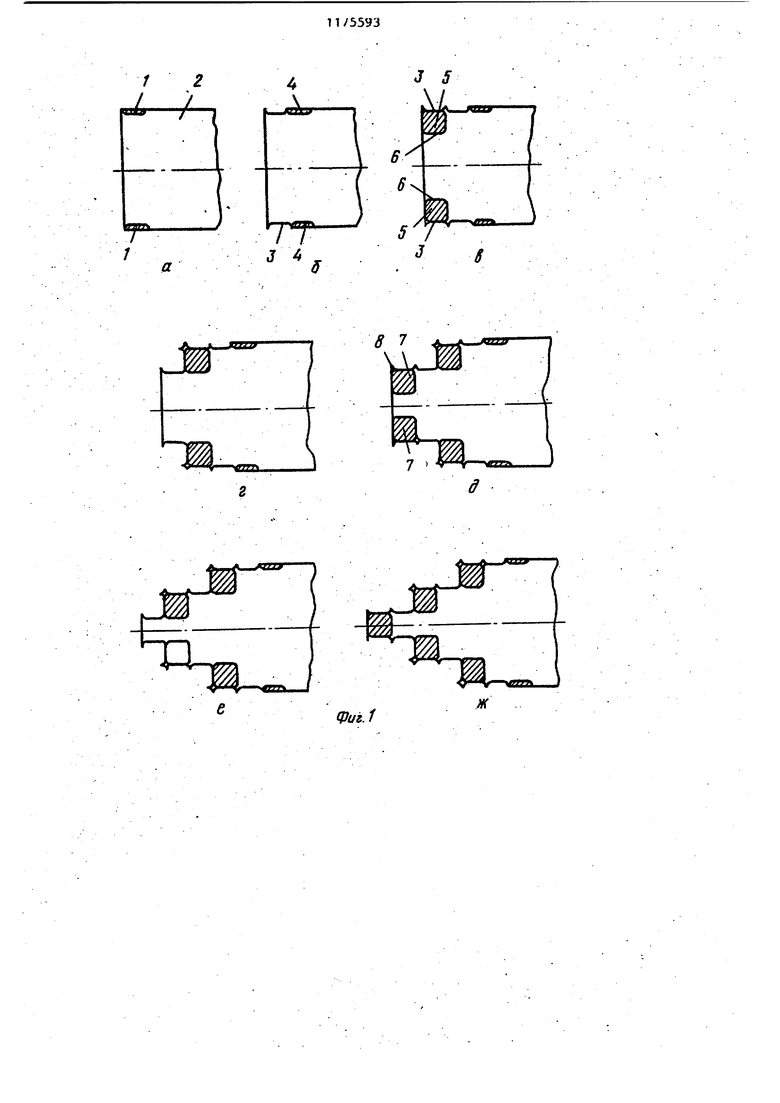
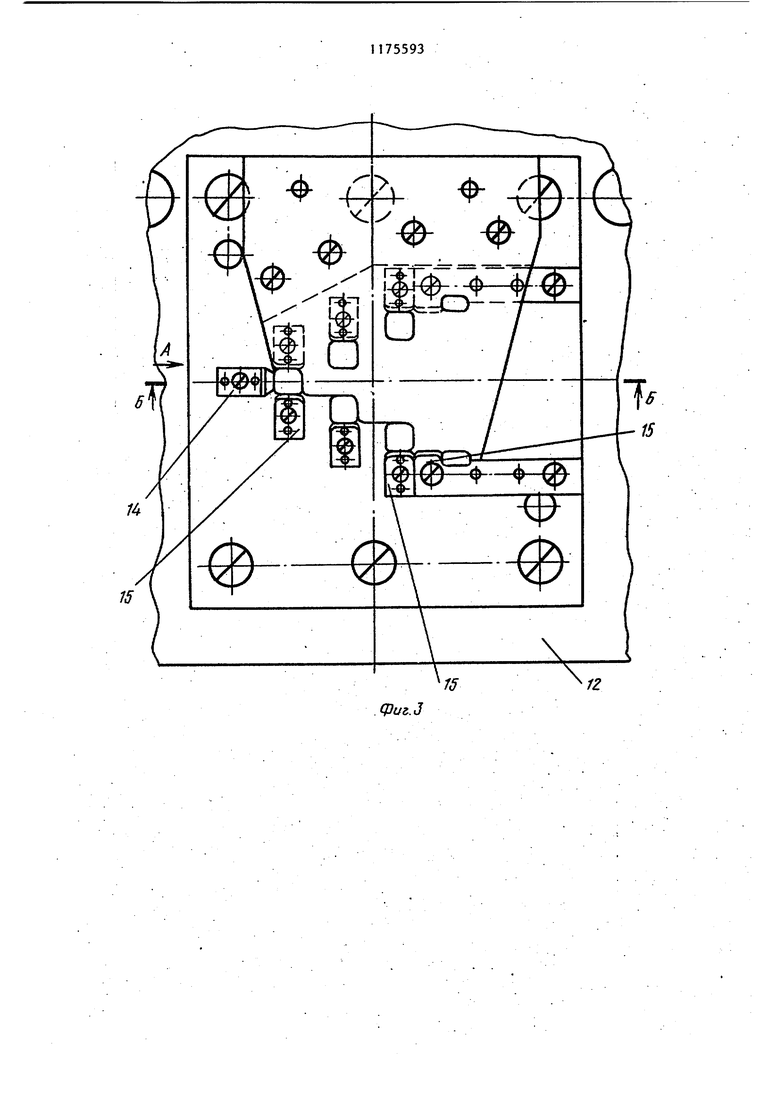
На фиг. 1 (а, б, и, г, д, е, ж) и фиг. 2 (а,б,в,г,д) приведены примеры конкретного применения предлагаемого способа для изготовления различных деталей; на фиг. 3 - нижняя плита штампа, вид сверху; на фиг. 4 разрез Б-Б на фиг. 3; на фиг. 5 .вид А на фиг. 3.
Способ осуществляется следующим образом.
На первом переходе производится вырубка участков 1 полосы 2, на втором переходе - фиксация по поверхностям 3 и вырубке следующих участков 4, на третьем переходе - вырубу ка деталей 5 с фиксацией полосы по поверхностям 3 и с образованием части контуров 6 смежных деталей 7 и т.д. до полного разделения полосы. Вьфубка деталей производится напровал, а отходы 8 от вырубки удаляются из штампа любым.из известных способов.
Штамп для последовательной малоотходной: вырубки содержит верхнюю плиту 9, на которой установлены пуан32
соны 10 для шаговой обрезки и пуансоны 1 1 для ВЬфубкИ, и нижнюю ПЛИ-.
ту 12, на которой установлены матрица 13, на которой установлен упор 14
и около каждого ее рабочего отверстия уста:новлены фиксаторы 15.
Штамп работает следующим образом. Полоса 2 подается в штамп и обрезается пуансонами 10, при этом образуется часть контура деталей 5. Затем полоса подается на следующий шаг и фиксируется фиксаторами 15, расположенными у рабочих отверстий матрицы 13, служащих для обрезки.
Производится обрезка еще одних участков полосы 2. При подаче на следующий шаг полоса уже фиксируется на фиксаторах 15 у первого ряда отверстий матрицы 13 для вырубки. При вырубке деталей первым рядом пуансонов 11 образуется часть контура смежных деталей для фиксации на фиксаторах 15 у второго ряда отверстий матрицы 13, а полоса соответственно обрезается
пуансонами 10 по следующим участкам, и т.д., пока полоса 2 полностью не будет разрезана на детали. Полоса фиксируется на фиксаторах 15 при совмещении ее участков, полученных от
обрезки и вырубки с рабочими поверхностями фиксаторов 15, которые выполнены идентично с рабочей поверхностью пуансонов дляобрезки 10. Упор 14 служит для облегчения при фиксации
по фиксаторам 15, так как полоса 2, упираясь в него своим торцом, получает опору для более удобной фиксации.
Изобретение позволяет повысить точность деталей, так как каждая из вырубаемых деталей фиксируется на позиции вырубки.
/2
nto--7 П
J 4
J 5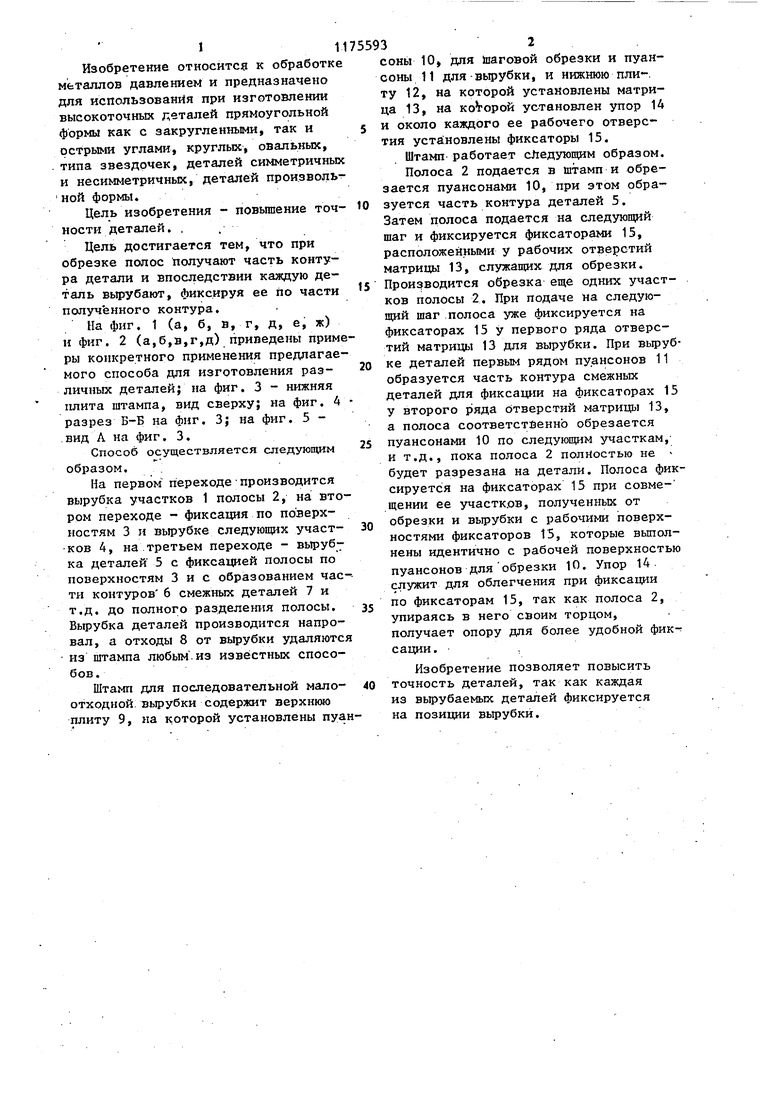

1. Способ последовательной многорядной малоотходной вьфубки., при которомподают полосу на шаг, равный размеру детали в направлении подачи, фиксируют полосу, обрезают боковые кромки полосы на величину, равную шагу подачи, фиксируют полосу по поверхностям, полученным при обрезке боковых кромок, вырубают две детали, симметрично расположенные относительно продольной оси полосы, на следующем переходе вырубают две детали. расположенные ближе к продольной оси полосы, чем вырубленные на предьздущем переходе и повторяют цикл вырубки до получения количества деталей, равного числу рядов, отличающийся тем, что, с целью повышения точности деталей, при обрезке каждой боковой кромки образуют часть контура детали, на первом переходе вырубки дополнительно фиксируют полосу по образованной части контл а детали, вырубают деталь, по контуру которой производилась фиксация, и на всех последующих переходах вырубки дополнительно фиксируют полосу S по частям контуров деталей, образо(Л ванным на предьщущих переходах. с 2, Штамп для последовательной многорядной малоотходной вырубки,, включающий в себя в одной части пуансоны для шаговой обрезки боковых кромок полосы и пуансоны для вьфуб ки, а в другой части - матрицу для СП обрезки и матрицу для вьфубки, ел о тлич ающийся тем, что со он снабжен фиксаторами, установлен00 ными у рабочих отверстий вь,фубной матрицы и имеющими каждьй рабочую поверхность, идентичную рабочей поверхности пуансона для шаговой обрезки.
fpus.1
Ж
Z
/
J 4
/ а J
J 4
| Патент США № 4114218, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Способ безотходной последовательной вырубки из полосы многоугольных деталей типа параллелограммов | 1978 |
|
SU774700A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Дурандин М.М | |||
| и др | |||
| Штампы для .холодной штамповки мелких деталей | |||
| М.: Машиностроение, 1978, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
