J.
/ Z Z : 777777.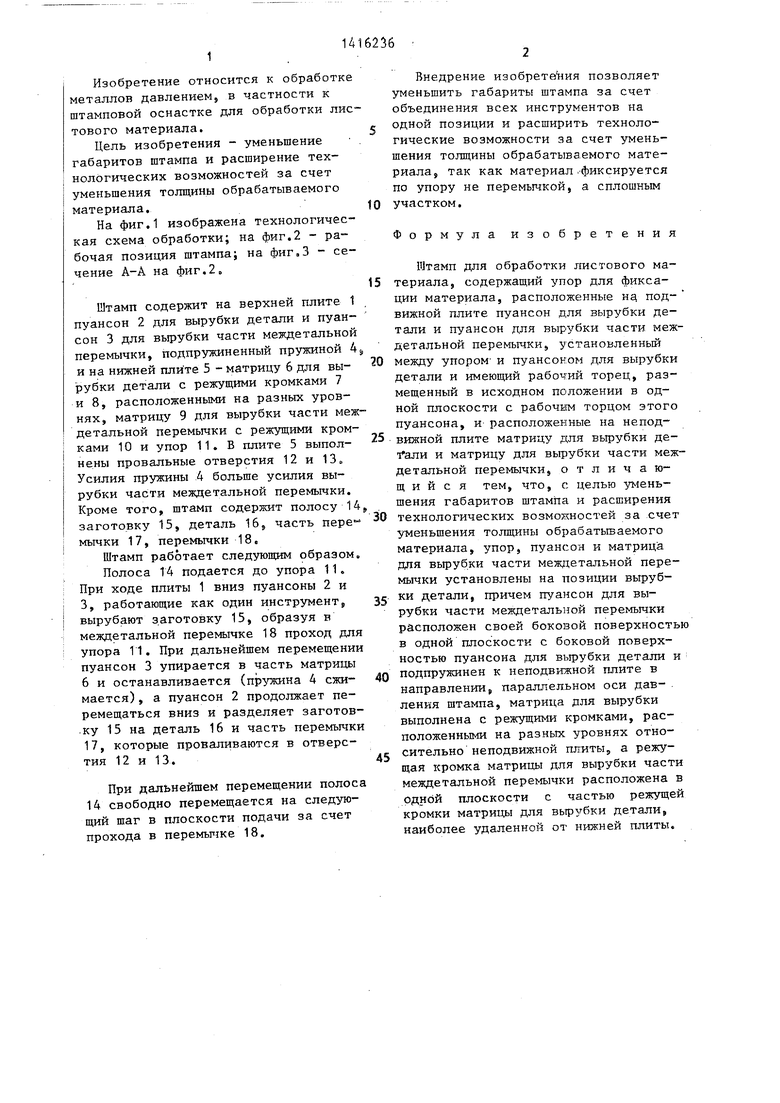
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Штамп для обработки листового материала | 1987 |
|
SU1426674A1 |
| Штамп для вырубки круглых деталей | 1986 |
|
SU1433565A1 |
| Штамп для отрезки и гибки | 1983 |
|
SU1133003A1 |
| Штамп для скоростной вырубки деталей | 1980 |
|
SU902924A1 |
| Штамп для вырубки деталей из металлической заготовки или пробивки отверстий | 1981 |
|
SU1032994A3 |
| Штамп для вырубки деталей из профилей | 1990 |
|
SU1795921A3 |
| Устройство для параллельной штамповки деталей из листового материала | 1979 |
|
SU1118457A1 |
| Вырубной штамп с эластичной матрицей | 1985 |
|
SU1278074A1 |
| Устройство для многорядной малоотходной штамповки деталей без междетальных перемычек из листового материала | 1974 |
|
SU1041193A1 |
Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала. Цель - уменьшение габаритов штампа и расширение технологических возможностей за счет уменьшения толщины обрабатываемого материала. Для этого штамп содержит пуан сон (П) 2 для вьфубки детали (Д) 16 и П 3 для вьфубки части 17 междетальной перемычки, матрицу (М) 6 для вырубки Д 16 и М для вьфубки части 17 перемычки, а также упЬр 11. М для вьфубки части 17 и П 3 установлены на позиции вьфубки Д. П 3 соприкасается с П 2 своей боковой поверхностью. П 3 подпружинен пружиной 4, а П 2 установлен жестко. М 6 имеет режущие кромки 7 и 8, расположенные на разных уровнях, а режущие кромки 10 расположены в одной плоскости с режущими кромками 7. При ходе вниз П 2 и П 3 сначала как единый инструмент вырубают заготовку. Затем П 3 останавливается упираясь в М 6, а П 2 вырубает Д 16 отделяя часть 17 перемычки. 3 ил. . 7 « (Л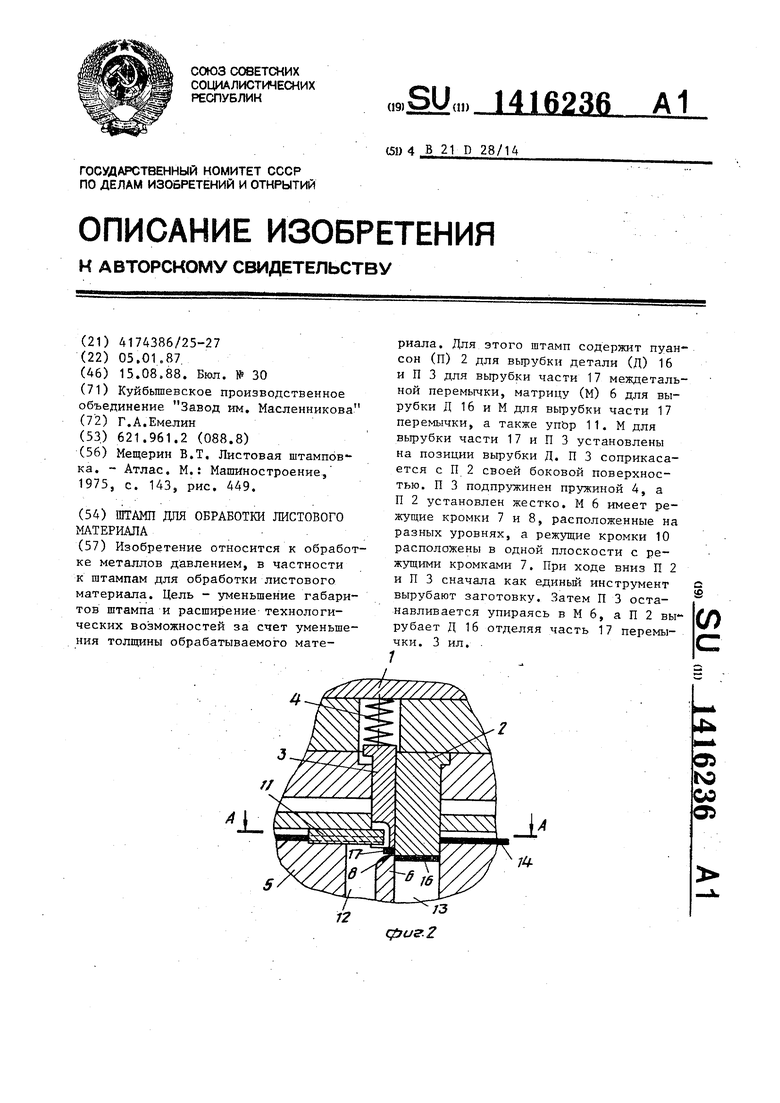
74
Изобретение относится к обработке металлов давлением, в частности к штамповой оснастке для обработки листового материала.
Цель изобретения - уменьшение габаритов штампа и расширение технологических возможностей за счет уменьшения толщины обрабатываемого материала,
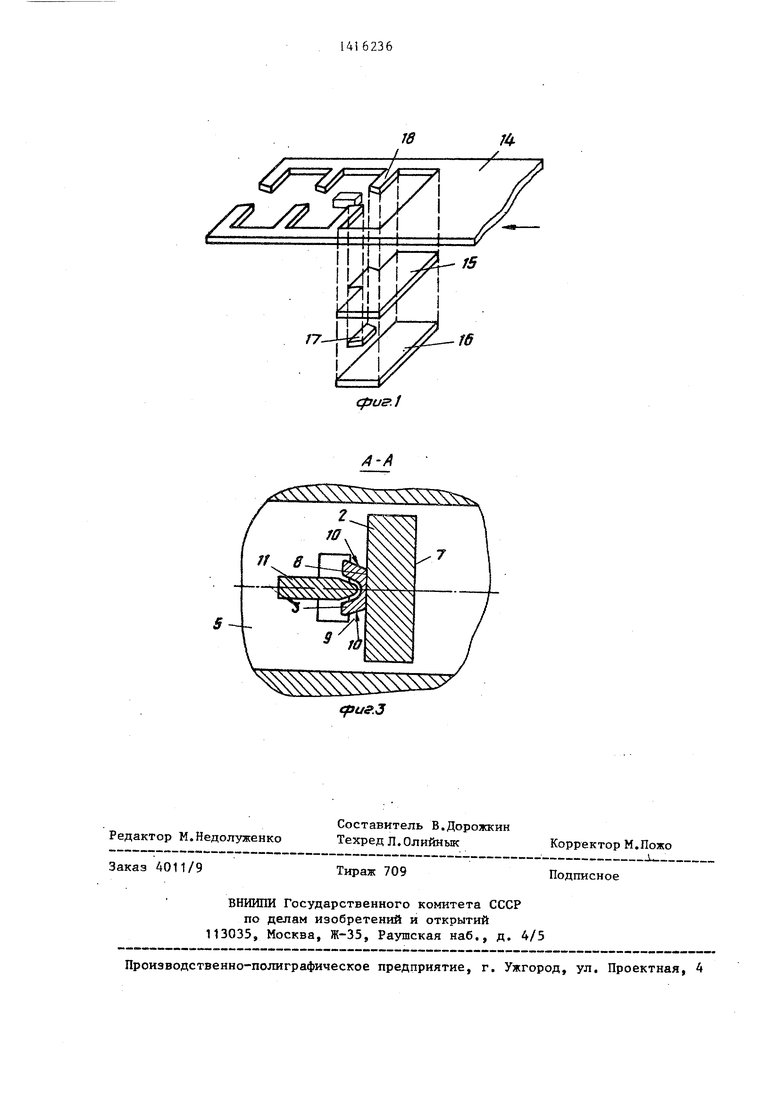
На фиг.1 изображена технологическая схема обработки; на фиг,2 - рабочая позиция штампа; на фиг.З - сечение А-А на фиг,2„
Штамп содержит на верхней плите 1 пуансон 2 для вырубки детали и пуансон 3 для вырубки части междетальной перемычки, подпружиненный пружиной 4 и на нижней плите 5 - матрицу 6 для вырубки детали с режущими кромками 7 и 8, расположенными на разных уровнях, матрицу 9 для вырубки части междетальной перемычки с режущими кромками 10 и упор 11. В плите 5 выполнены провальные отверстия 12 и 13 Усилия пружины 4 больше усилия вырубки части междетальной перемычки. Кроме того, штамп содержит полосу 14 заготовку 15, деталь 16, часть перемычки 17, перемычки 18.
Штамп работает следующим образом.
Полоса 14 подается до упора 11. При ходе плиты 1 вниз пуансоны 2 и 3, работающие как один инструмент, вырубают з.аготовку 15, образуя в междетальной перемычке 18 проход для упора 11, При дальнейшем перемещении пуансон 3 упирается в часть матрицы 6 и останавливается (пр ткина 4 ежи- мается), а пуансон 2 продолжает перемещаться вниз и разделяет заготов- .ку 15 на деталь 16 и часть перемычки 17, которые проваливаются в отверстия 12 и 13,
При дальнейшем перемещении полоса 14 свободно перемещается на следующий шаг в плоскости подачи за счет прохода в перемьгаке 18,
Внедрение изобрете1 ия позволяет уменьшить габариты штампа за счет объединения всех инструментов на одной позиции и расширить технологические возможности за счет уменьшения толщины обрабатываемого материала, так как материал .-фиксируется по упору не перемычкой, а сплошным участком.
Формула изобретения
Штамп для обработки хгастового материала, содержащий упор для фиксации материала, расположенные нд под- вижной плите пуансон для вырубки детали и пуансон для вырубки части междетальной перемычки, установленный между упором- и пуансоном для вырубки детали и имеющий рабочий торец, размещенный в исходном положении в одной плоскости с рабочим торцом этого пуансона, и расположенные на неподвижной плите матрицу для вырубки де- т али и матрицу для вьфубки части междетальной перемычки, отличающийся тем, что, с целью уменьшения габаритов штампа и расширения технологических возможностей за счет уменьщения толщины обрабатываемого материала, упор, пуансон и матрица для вьфубки части междетальной перемычки установлены на позиции вырубки детали, причем пуансон для вырубки части междетальной перемычки расположен своей боковой поверхностью в одной плоскости с боковой поверхностью пуансона для вьфубки детали и подпружинен к неподвижной плите в направлении( параллельном оси давления штампа, матрица для вырубки выполнена с режущими кромками, расположенными на разных уровнях относительно неподвижной плиты, а режущая кромка матрицы для вырубки части междетальной перемычки расположена в одной плоскости с частью режущей кромки матрицы для вырубки детали, наиболее удаленной от нижней плиты.
ef3uff.3
16
фи.1
| Мещерин В.Т, Листовая штамповка | |||
| - Атлас | |||
| М.: Машиностроение, 1975, с | |||
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
| Автоматический сцепной прибор | 1921 |
|
SU449A1 |
