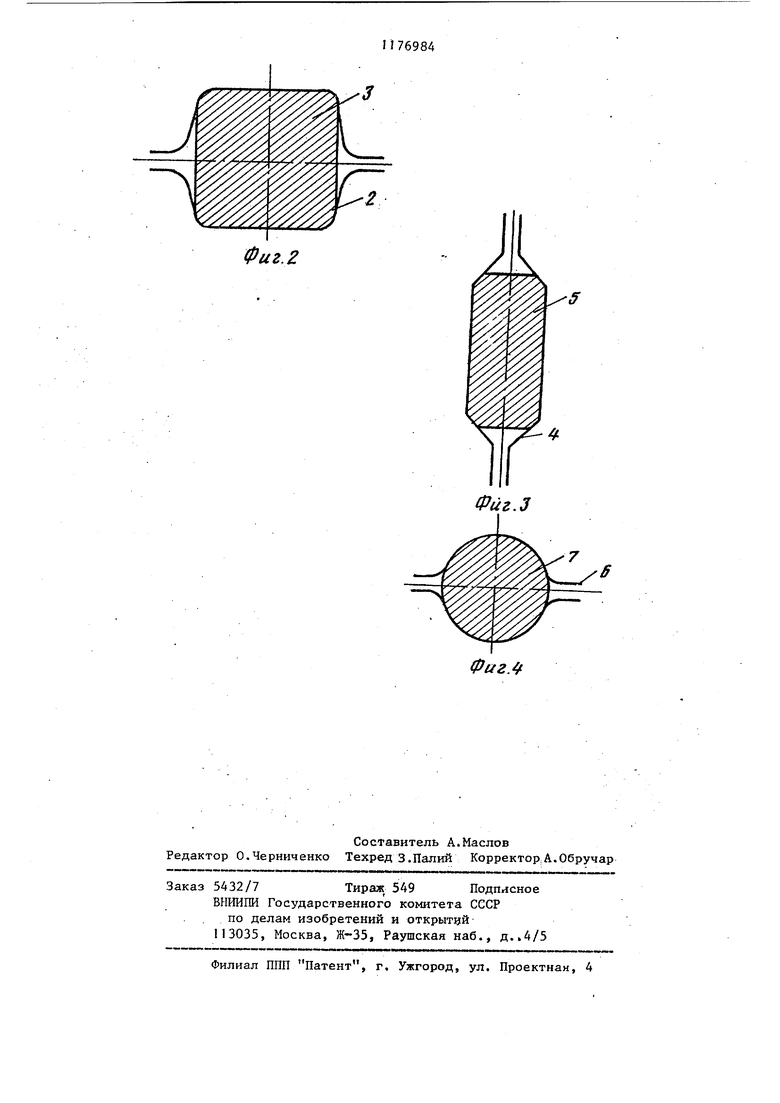
Изобретение относится к прокатному производству и может быть использовано в калибровке валков для прокойки цинковой катанки из непрерывно литой заготовки. Целью изобретения является получе ние качественной катанки из непрерывно-литой цинковой заготЬвки. На фиг, I .представлена исходная заготовка; на фиг. 2-4 схема прокатки предлагаемым способом. Заготовку 1, полученную непрерывной разливкой в кольцевой кристаллизатор, прокатывают в горячем состоянии в чередующихся горизонтальных и вертикальных парах валков. Предварительную прокатку заготовки 1 ведут в нарезанном на горизонтальной паре валков прямоугольном калибре 2, из которого получают раскат 3 с соотношепием осей, близким к квадрату.. Далее ;аскат 3 задают в предчистовой калибр 4, нарезанный на вертикальной паре валков. В калибре 4 получают гредчисТовой профиль 5 шестиугольного поперечного сечения. При этом рас кат 3 прокатывают в калибре 4 с минимальным стеснением его боковыми стенками калибра. Предусмотренные в шестиугольном калибре 4 выпуски ис- пользуют для центрирования полосы, а также в качестве компенсаторов во избежание переполнения калибра. Полу ченный профиль 5 шестиугольного сечения прокатывают в чистовом круглом калибре. 6 и получают катанку 7. Специфичность получения цинковойката1п и обусловлена неравномерностью распределения физических свойств цин ка в различных направлениях, т,е, его анизотропией. Цинк имеет гексагональную кристаллическую решетку, в силу чего его пластическая деформация осуществляется скольжением по меньшему (в сравнении с большинством металла, имек1ш,им кубическую кристаллическую решетку) числу плоскостей скольжения, что делает пластическое течение цинка сугубо неоднородным (анизотропным) . Традиционными системами калибровки для получения катанки из метал™ лов с обычной кубической кристаллической решеткой являются схемы, в которьк.в качестве предчистового ка- либра используют, как правило, овальный калибр различных исполнений: однорадиусный, двухрадиусный, эллипс- ный, плоскоовальный и т.п. Из-за анизотропии цинка получение цинковой катанки по перечисленным вариантам калибровок осуществить не удается. Положительный результат по прокатке достигается предлагаемым способом на основе использования эмпирически установленных особенностей формоизменения цинка, обусловленных его анизотропией. Кроме того, установлено что предчистовой шестигранный калибр позволяет полностью компенсировать значительные колебания размеров и свойств непрерывно-литой заготовки, обусловленные трудностями стабильного поддержания режима кристаллизации непрерывно-литой цинковой заготовки. Шестигранная форма заготовки является оптимальной для получения круглого профиля с качественной структурой без расслоений и других дефектов, вызываемых анизотропией структуры цинка. Способ осуществляется следуюш,им образом. Заготовку трапецеидального поперечного сечения с размерами 9x1 Ох мм, полученную путем непрерывной разливки в кольцевой кристаллизатор, проводят через систему натяжных устройств и задают в первую пару горизонтальных валков непрерывного стана 200, где ее прокатывают в прямоугольном калибре до размеров 9,3x11,5 мм. Затем полученный раскат прокатывают в предчистовом шестиугольном калибре с выпусками порядка 40° до размеров 5,1x12,5 мм, после чего прокатку ведут в чистовом круглом калибре и получают готовую цинковую катанку диаметром 6,9 мм. Таким образом, готовую цинковую катанку получают из непрерывно-литой заготовки за три пропуска в отличие от базового варианта, при котором катанку получают за семь пропусков на непрерывном семиклетевом стане.
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ И КАТАНКИ | 1991 |
|
RU2015752C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| Предчистовой калибр для прокатки круглой стали | 1978 |
|
SU774622A1 |
| Способ прокатки заготовок | 1976 |
|
SU749460A1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 2006 |
|
RU2314884C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
СПОСОБ ПРОКАТКИ КАТАНКИ, включающий обжатие в предваритель:ных, предчистовом с плоскими днищами ручьев и в чистовом круглом калибрах, отличающийся тем, что, с целью получения качественной катанки из непрерывно литой цинковой заготовки, пpeдчиctoвoй пропуск осуществляют в шестиугольном калибре. (Л с: ч| О) (;о 00
| СПОСОБ ПРОКАТКИ ПОЛУПРОДУКТА КРУГЛОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 0 |
|
SU358035A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Атлас калибровок прокатных валков | |||
| М.гЧерметинформация, 1965, с.236. | |||
