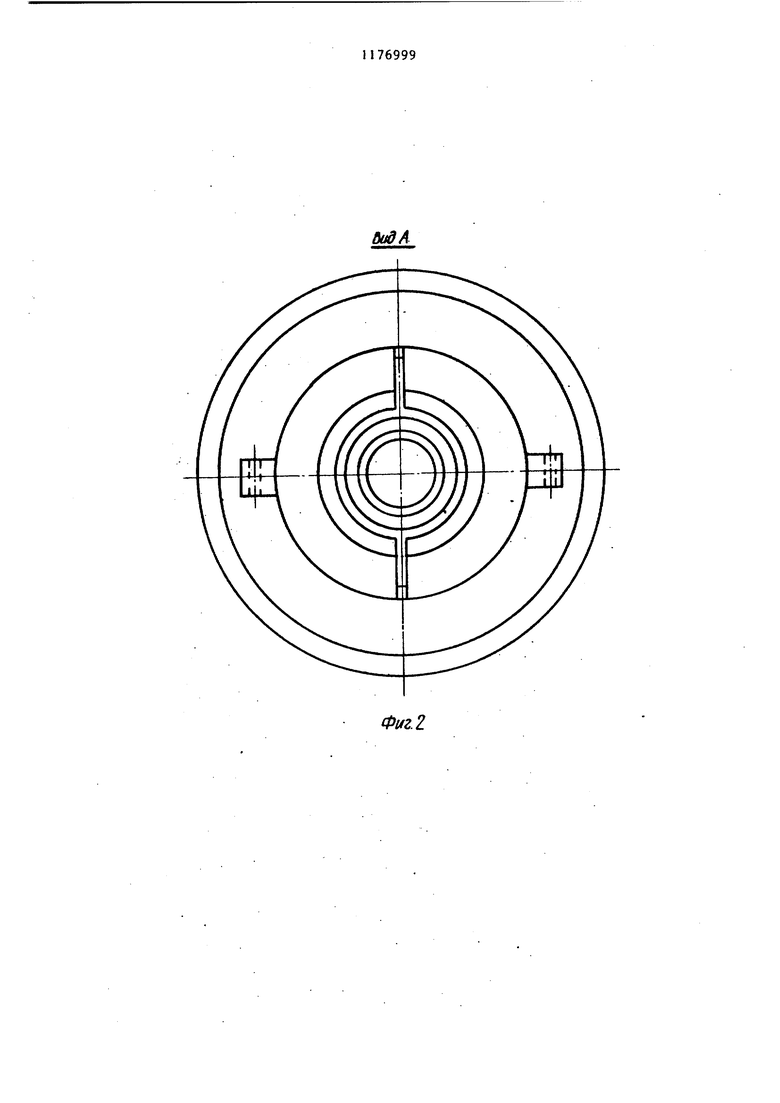
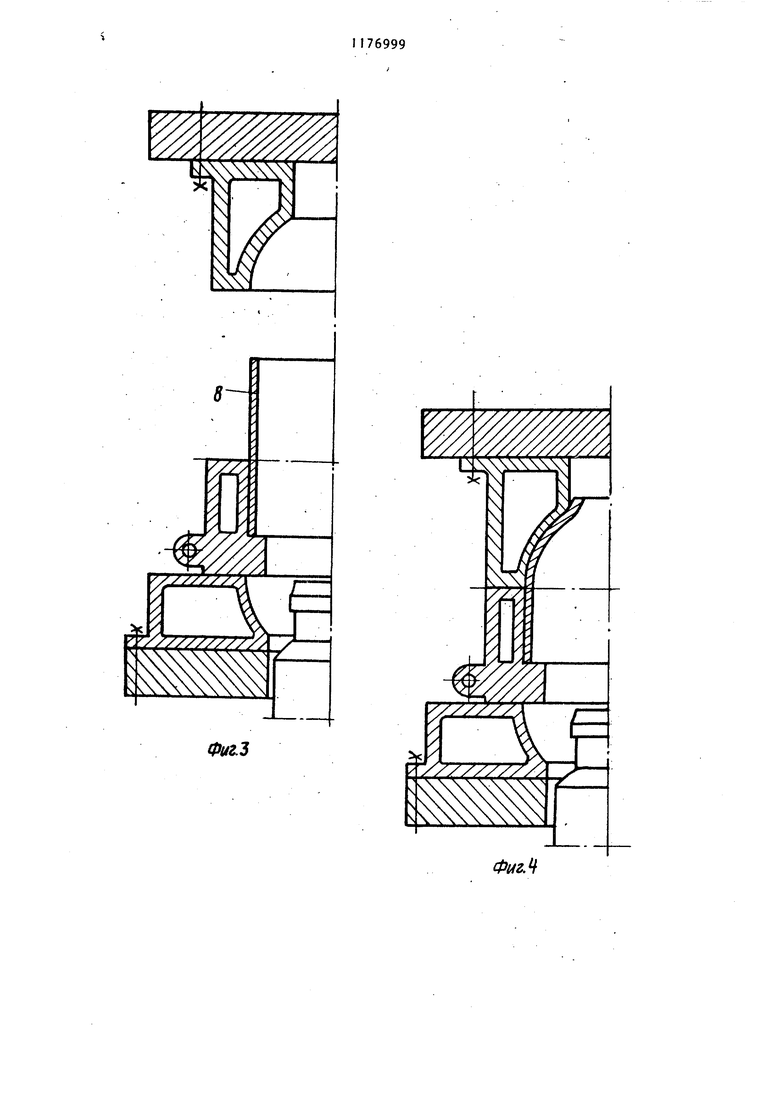
1 Изобретение относится к обработке металлов давлением. Цель изобретения - повьппение про изводительности труда. На фиг, 1 изображен -штамп р про дольный разрез, в исходном положении; на фиг. 2 - вид А на фиг,1; на фиг, 3 - штамп, момент установки Б отверстие фиксатора.:полой цилиндрической заготовки; на фиг,4 то же, момент обжима участка заготовки в верхней полусферической матрице; на фиг,5 - то же, момент отбортовки патрубка при изготовлении корпуса трубопроводной арматуры; на фиг, -6 - то же, момент обжима оставшегося участка заготовки в нижней полусферической матрице; на фиг, 7 же, момент получения готового изделия. Штамп из нижней неподвиж ной плиты Г, ,на которой закреплена .нижняя полусГферическая матрица 2, В матрице 2 выполнено отверстие. в котором установлен выталкиватель на его конце установлен пуансон 4 для формовки патрубка при изготовле нии изделий типа корпуса с патрубком трубопроводной арматуры. На торце нижней полусферической матрицы 2 установлен фиксатор 5, который состоит по меньшей мере из Двух, стыкуемых в осевой плоскости по поверхностям В и С, частей, име щих со стороны контакта с нижней ма рицей 2 в отверстии для размещения заготовки кольцевой выступ, предназ наченный для фиксации ее торца на поверхности О . Фиксатор 5 вьшолнен с возможност изменения диаметра его отверстия з счет перемещения составляющих его частей в радиальном направлении. Кроме того, штамп имеет соойно установленную относительно нижней полусферической матрицы 2 верхнюю полусферическую матрицу 6, в которо может быть выполнено отверстие для изготовления патрубка в случае штам 9 повки корпуса с патрубком трубопроводной арматуры. Верная полусферическая матрица 6 закреплена на верхней плите 7. Штамп работает следукицкм образом. Нижнюю плиту 1 с матрицей 2 и фиксатором 5 закрепляют на столе пресса, снабженного выталкивателем. ВерхНК80 плиту 7 закрепляют на недвижной траверсе пресса. Составные части фиксатора 5 установлены в положение, обеспечивающее минимальное - значение .диаметра отверстия. На поверхность D кольцевого выступа, расположенного в отверстии фиксатора 5, устанавливают торец полой цилиндрической заготовки 8, размещая ее в его отверстии. Ходом вниз верхней плиты 7 .с установленной на ней полусферической матрицей 6 осуществляют обжим в ней участка заготовки. Затем ходом выталкивателя 3 с пуансоном 4 производят формовку патрубка в случае изготовле- ния корпуса с патрубком трубопроводной арматуры. После этого верхнюю плиту 7 с матрицей 6, выталкивателем 3 с расположенной между матрицей 6 и выталкивателем 3 заготовкой 8 приподнимают, части фиксатора 5 разводят в радиальном направлении и совместным ходом вниз верхней плиты 7 с матрицей 6 и выталкивателем 3 осуществляют обжим оставшегося участка заготовки в полусферической матрице 2. В результате получгиот полое изделие 9 типа корпуса с патрубком трубопроводной арматурь, удаляют пуансон 4 и выталкивают из матрицы 2 выталкивателем 3 изделие, которое затем закрепляют в грузозахватном приспособлении и выносят из зоны пресса. Предлагаемый штамп для изготовления полых изделий позволяет увеличить производительность за счет того, что изделие штампуют с одной установки заготовки после одного нагрева.
Фиг.3
ФигМ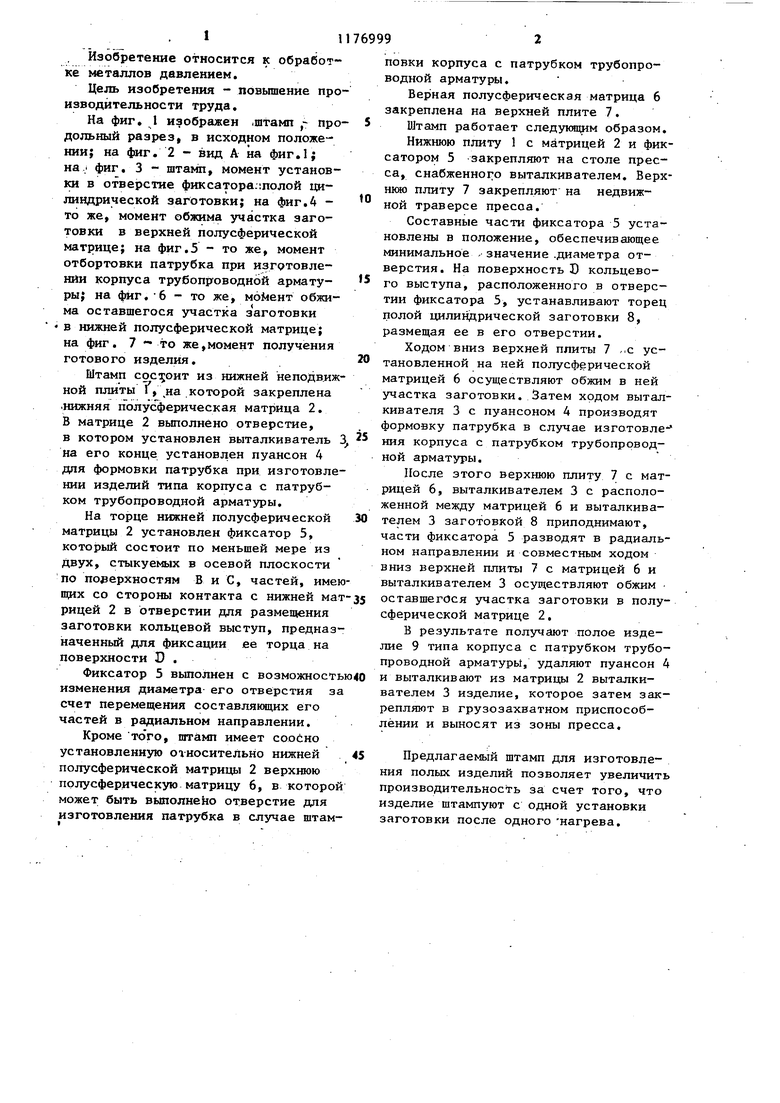
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| Способ изготовления тройниковиз ТРубНыХ зАгОТОВОК | 1978 |
|
SU795610A1 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Способ формообразования криволинейной горловины на конце трубной заготовки и устройство для его осуществления | 1987 |
|
SU1484410A1 |
| Штамп для изготовления полых поковок с боковыми отростками | 1988 |
|
SU1586844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСТУПЕНЧАТОЙ ТОНКОСТЕННОЙ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2807406C1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| Способ изготовления изделия типа полукорпуса трубопроводной арматуры | 1985 |
|
SU1250355A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2005 |
|
RU2281823C1 |
ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ, содержащий нижнюю и верхнюо плиты с укрепленными на них соответственно нижней и верхней сферическими матрицами и установленный на нижней матрице фиксатор с отверстием для размещения заготовки, отличающийся тем, что, с целью повьшения производительности труда, фиксатор выполнен разъемным из двух симметричных частей, каждая из которых снабжена выступом, расположенным в отверстии со стороны, обращенной к нижней матрице, и установлена на ней с возможностью горизонтального смещения. (Л Од СО со СО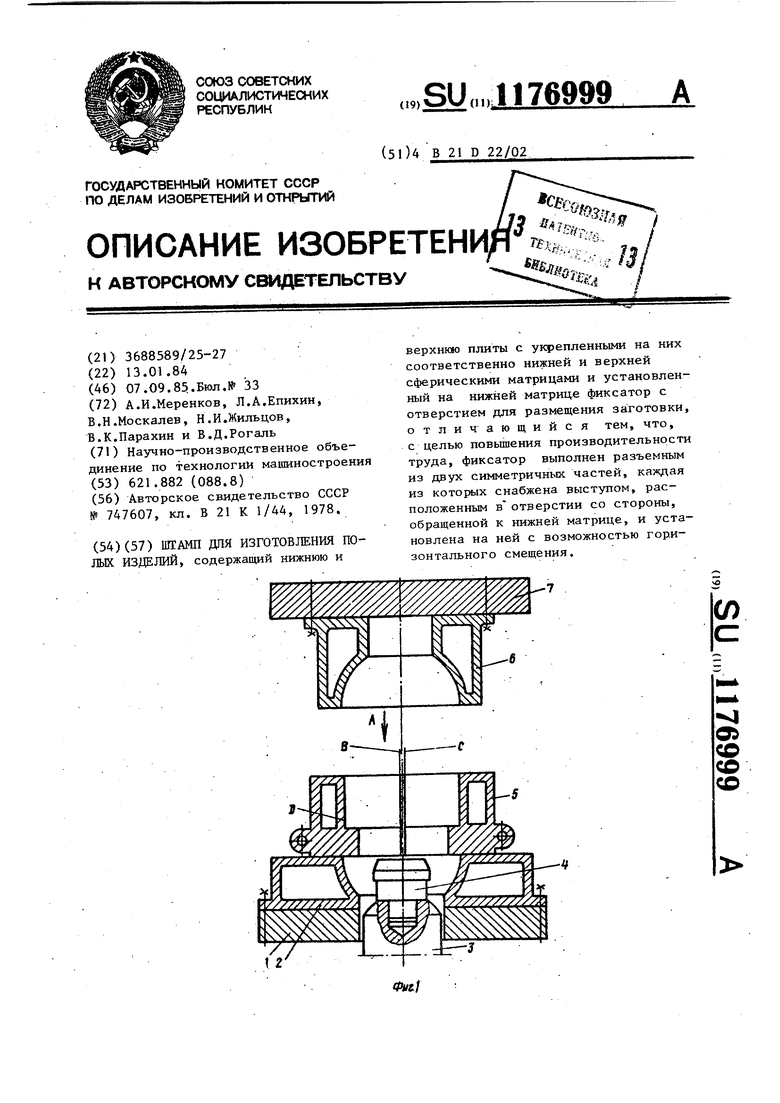
| Способ изготовления шаровидных пальцев | 1978 |
|
SU747607A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
