деталей нескольких типоразмеров в зону сборки. Групповой схват содержит корпус, на Котором смонтирована группа неуправляемых захватных головок 2 и два приводных рычага 6 и привод 7. Для фиксации схвата относительно собираемого изделия служат направляющие 8. На захватных рычагах 6 закреплены запорные планки 9 и.запорные пальцы 10, запирающие неуправляемые захватные головки. Групповой схват закреплен на руке манипулятора 23. При опускании руки манипулятора 23 с групповым схватом неуправляемые захватные головки захватывают детали 24. Силовой цилиндр 7 сводит захват
Изобретение относится к робототехнике, а именно к автоматическим захватным устройствам манипуляторов, и может быть использовано в машиностроении при автоматизации групповой -сборки в автоматических линиях.
Цель изобретения - расширение технологических возможностей за счет автоматизации и одновременной подачи группы деталей нескольких типоразмеров в зону сборки.
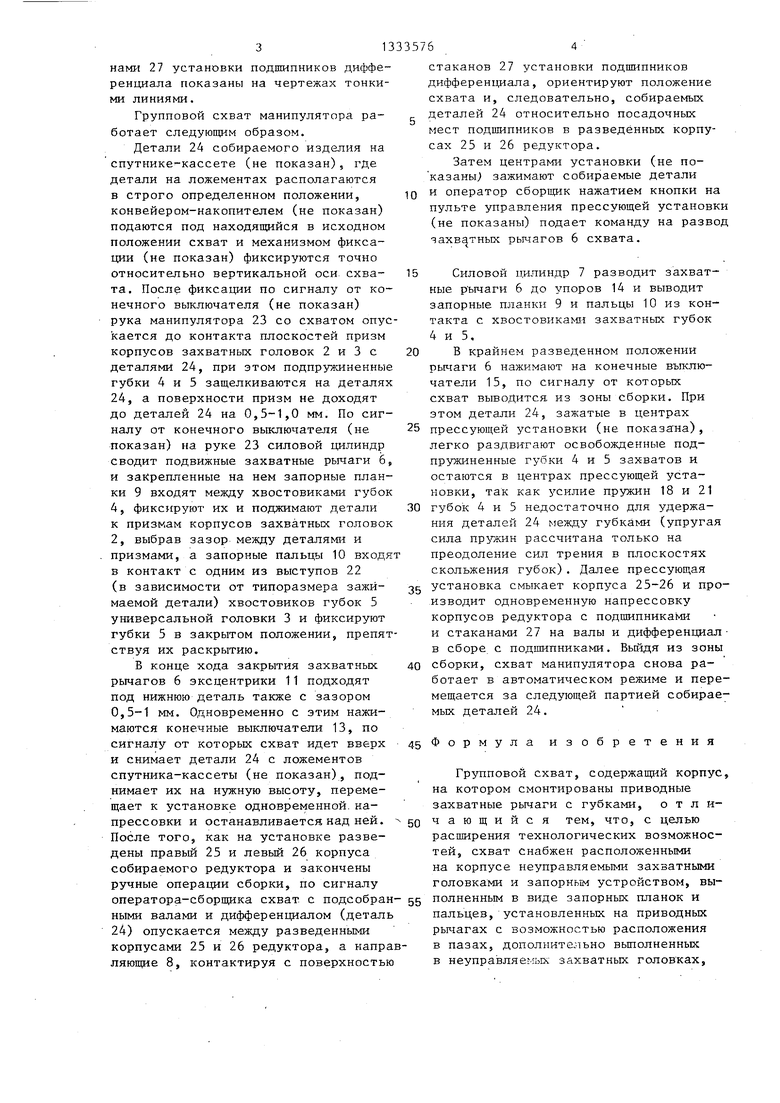
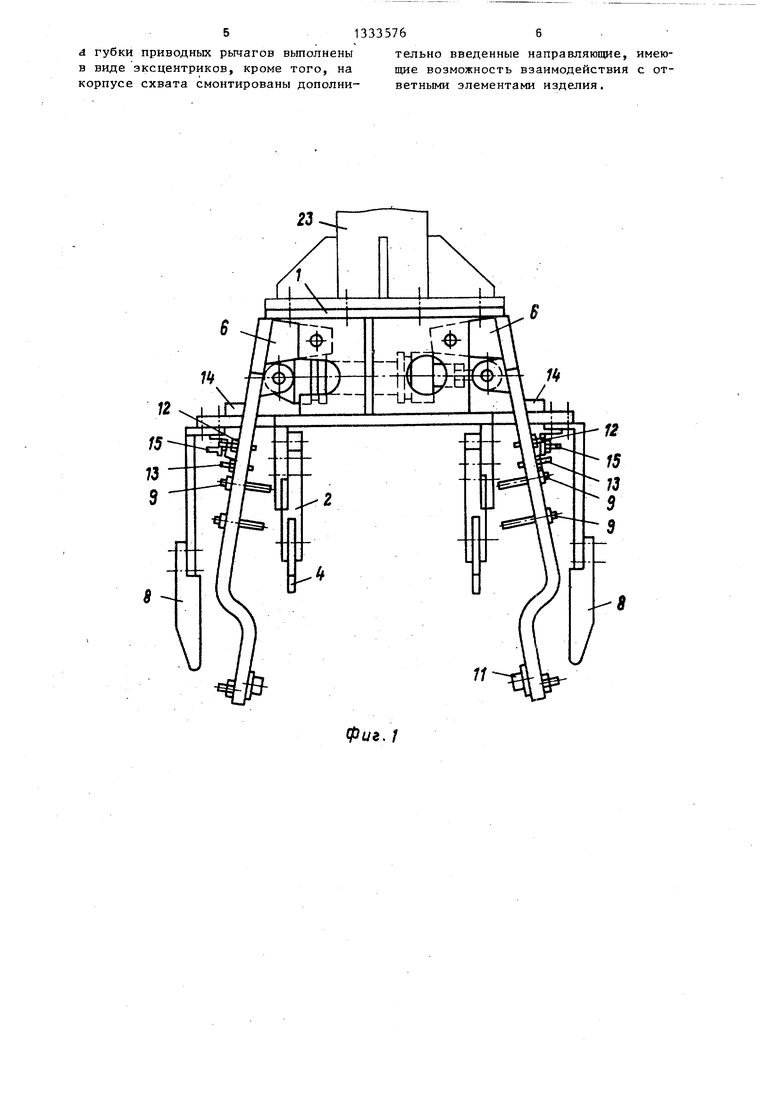
На фиг.I представлен схват, исходное положение; на фиг.2 - то же, разрез J на фиг.З - вид А на фиг.2, на фиг.4 - узел 1 на фиг.З.
Групповой схват манипулятора содержит корпус 1, на котором смонтирована группа неуправляемых захватных головок 2 и 3 с губками 4 и 5, два приводных захватных рычага 6 с приводом 7. Для фиксации схвата относительно собираемого изделия служат направляющие 8.
На захватных рычагах 6 закреплены запорные планки 9, служащие для запирания хвостовиков захватных губок 4 и в момент зажима деталей, запорные пальцы 10-, предназначенные для запирания губок 5 в момент зажима де;галей захватной головкой 3, и эксцентрики- 11, служащие для захвата нижней детали, регулируемый упор J2, ограничиваю пщй схождение рычагов, и конечные вьг- ключатели 13, фиксирующие схождение
ные рычаги 6, при этом запорные планки 9 и пальцы 10 фиксируют неуправляемые захватные головки, а рычаги 6 своими губками 11 в форме эксцентриков захватывают деталь 24. Далее групповой захват с деталями перемещается в зону сборки узла. Для освобождения деталей силовой цилиндр 7 разводит захватные рычаги 6 и выводит запорные планки 9 и пальцы 10 из пазо неуправляемых захватных головок. Усилие пружин, сжимающих губки неуправляемых захватных головок, подобрано таким образом, что его не достаточно для удержания деталей, и происходит освобождение деталей. 4 ил.
рычагов. Для ограничения величины развода захватных рычагов 6 служит неподвижный упор 14, жестко установленный на корпусе 1. Для фиксации развода рычагов служат конечные выключатели 15, закрепленные на корпусе 1. Захватные рычаги 6 установлены с возможностью ограниченного поворота на осях 16. Захватная головка 2 состоит из корпуса с продольным пазом, в котором шарнирно на осях 17 закреплены губки 4. Губки подпружинены спирашь- ной пружиной 18. Схождение губок 4 ограничивается штифтами 19. Кроме того, корпус захватной головки 2 имеет по.перечное овальное отверстие для прохода запорных планок 9, которые входят между хвостовиками губок 4 в момент зажима детали.
L
Универсальная захватная головка 3 содержит корпус с продольным пазом, в котором на общей оси 20 шарнирно установлены губки 5. Губки подпружинены плоской пружиной 21. Фиксация губок 5 в момент зажима детали происходит с помощью запорных пальцев 10 через выступы 22, вьпюлненные на хвостовиках губок 5. Схождение губок 5 ограничивается штифтами 19. Групповой схват жестко прикреплен к руке манипулятора 23.
Зажимаемые детали 24, правый 25 и левый 26 корпуса редуктора со стака313
нами 27 установки подшипников дифференциала показаны на чертежах тонкими линиями.
Групповой охват манипулятора ра- ботает следующим образом.
Детали 24 собираемого изделия на спутнике-кассете (не показан), где детали на ложементах располагаются в строго определенном положении, конвейером-накопителем (не показан) подаются под находящийся в исходном положении схват и механизмом фиксации (не показан) фиксируются точно относительно вертикальной оси схва- та. После фиксации по сигналу от конечного выключателя (не показан) рука манипулятора 23 со схватом опускается до контакта плоскостей призм корпусов захватных головок 2 и 3 с деталями 24, при этом подпружиненные губки 4 и 5 защелкиваются на деталях 24, а поверхности призм не доходят до деталей 24 на 0,5-1,0 мм. По сигналу от конечного выключателя (не показан) на руке 23 силовой цилиндр сводит подвижные захватные рычаги 6, и закрепленные на нем запорные планки 9 входят между хвостовиками губок 4, фиксируют их и поджимают детали к призмам корпусов захватных головок 2, выбрав зазор между деталями и призмами, а запорные пальцы 10 входя в контакт с одним из выступов 22 (в зависимости от типоразмера зажй- маемой детали) хвостовиков губок 5 универсальной головки 3 и фиксируют губки 5 в закрытом положении, препятствуя их раскрытию.
В конце хода закрытия захватных рычагов 6 эксцентрики 11 подходят под нижнюю деталь также с зазором 0,5-1 мм. Одновременно с этим нажимаются конечные выключатели 13, по сигналу от которых схват идет вверх и снимает детали 24 с ложементов спутника-кассеты (не показан), поднимает их на нужную высоту, перемещает к установке одновременной, на- прессовки и останавливается над ней. После того, как на установке разведены правый 25 и левый 26 корпуса собираемого редуктора и закончены ручные операции сборки, по сигналу оператора-сборщика схват с подсобран ными валами и дифференциалом (деталь 24) опускается между разведенными корпусами 25 и 26 редуктора, а напраляющие 8, контактируя с поверхностью
64
стаканов 27 установки подшипников дифференциала, ориентируют положение схвата и, следовательно, собираемых деталей 24 относительно посадочных мест подшипников в разведённых корпусах 25 и 26 редуктора.
Затем центрами установки (не по- казаны) зажимают собираемые детали и оператор сборщик нажатием кнопки на пульте управления прессующей установки (не показаны) подает команду на развод рычагов 6 схвата.
Силовой цилиндр 7 разводит захватные рычаги 6 до упоров 14 и выводит запорные планки 9 и пальцы 10 из контакта с хвостовикаьш захватных губок 4 и 5.
В крайнем разведенном положении рычаги 6 нажимают на конечные выключатели 15, по сигналу от которых схват выводится из зоны сборки. При этом детали 24, зажатые в центрах прессующей установки (не показагна) , легко раздвигают освобожденные подпружиненные губки 4 и 5 захватов и остаются в центрах прессующей установки, так как усилие пружин 18 и 21 губок 4 и 5 недостаточно для удержания деталей 24 между губками (упругая сила прьгжин рассчитана только на преодоление сил трения в плоскостях скольжения губок). Далее прессующая установка смыкает корпуса 25-26 и производит одновременную напрессовку корпусов редуктора с подшипниками и стаканами 27 на валы и дифференциал в сборе с подшипниками. Выйдя из зоны сборки, схват манипулятора снова работает в автоматическом режиме и перемещается за следующей партией собираемых деталей 24.
Формула изобретения
Групповой схват, содержащий корпус, на котором смонтированы приводные захватные рычаги с губками, отличающийся тем, что, с целью расширения технологических возможностей, схват снабжен расположенными на корпусе неуправляемыми захватными головками и запорным устройством, выполненным в виде запорных планок и пальцев, установленных на приводных рычагах с возможностью расположения в пазах, дополнительно вьшолненных в неуправляемых захватных головках.
513335766
А губки приводных рычагов вьтолнены тельно введенные направляющие, имею- в виде эксцентриков, кроме того, на щие возможность взаимодействия с от- корпусе схвата смонтированы дополни- ветными элементами изделия.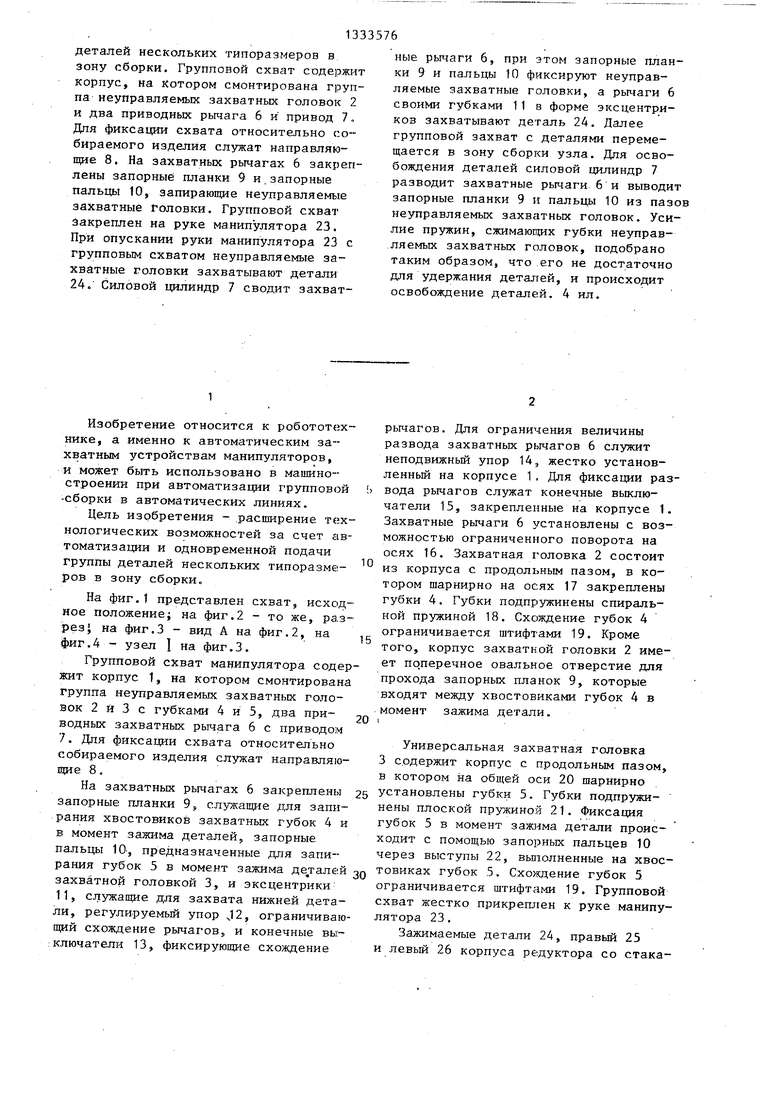
| название | год | авторы | номер документа |
|---|---|---|---|
| Групповой схват промышленного робота | 1981 |
|
SU975389A1 |
| Устройство для сборки шарнирного соединения секаторов | 1983 |
|
SU1271702A1 |
| Исполнительный орган сборочного манипулятора | 1980 |
|
SU961939A1 |
| Измерительная захватная головка манипулятора | 1987 |
|
SU1393634A1 |
| МНОГОПОЗИЦИОННОЕ ЗАХВАТНОЕ УСТРОЙСТВО МАНИПУЛЯТОРА | 1992 |
|
RU2033918C1 |
| Промышленный робот | 1982 |
|
SU1125127A1 |
| Приспособление к манипулятору для захвата и удаления полых деталей | 1975 |
|
SU527286A1 |
| Схват | 1983 |
|
SU1119842A1 |
| Схват | 1985 |
|
SU1289679A1 |
| Схват робота | 1990 |
|
SU1761463A1 |
Изобретение относится к робототехнике, а именно к автоматическим захватным устройствам манипуляторов, и может быть использовано в машиностроении при автоматизации групповой сборки в автоматических линиях. Цель изобретения - расширение технологических возможностей за счет автоматизации и одновременной подачи группы гаТ jn 2J ; « (Л С &0 СА СО СП 05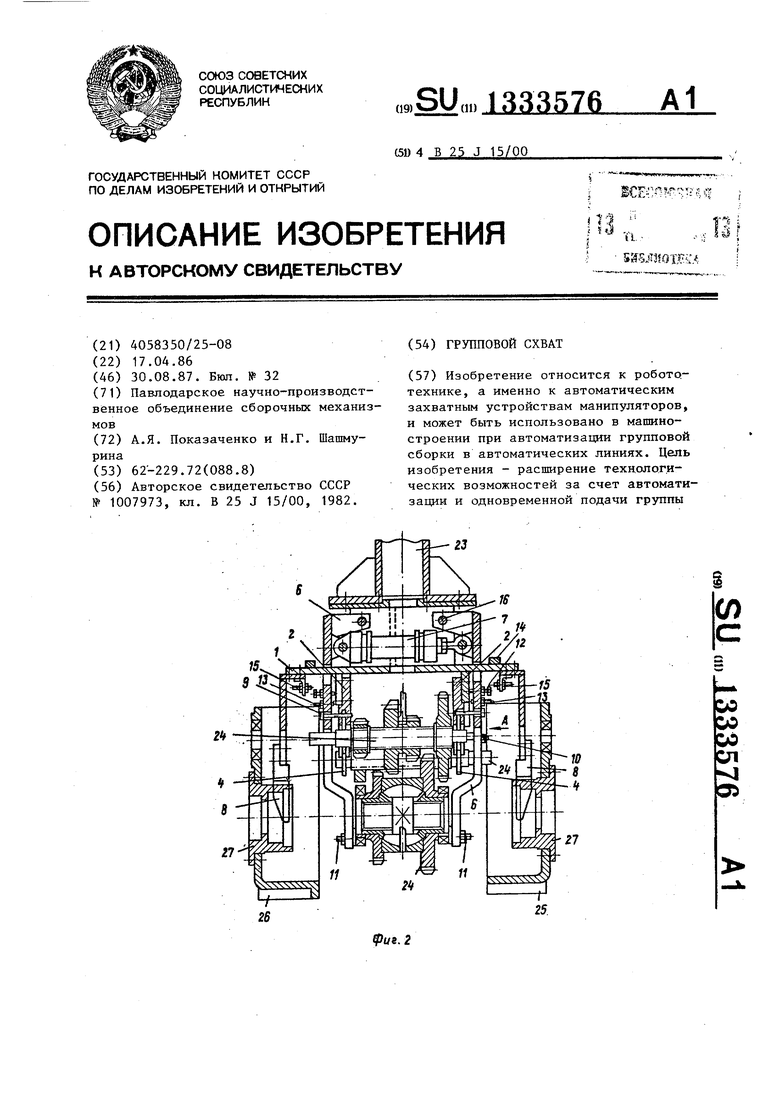
Фи9, f
17
2
Составитель A. Чернышев Редактор Л. Повхан Техред И.Попович Корректор В. Бутяга
Заказ 3913/17 Тираж 951Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг. tt
| Захватное устройство | 1982 |
|
SU1007973A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
