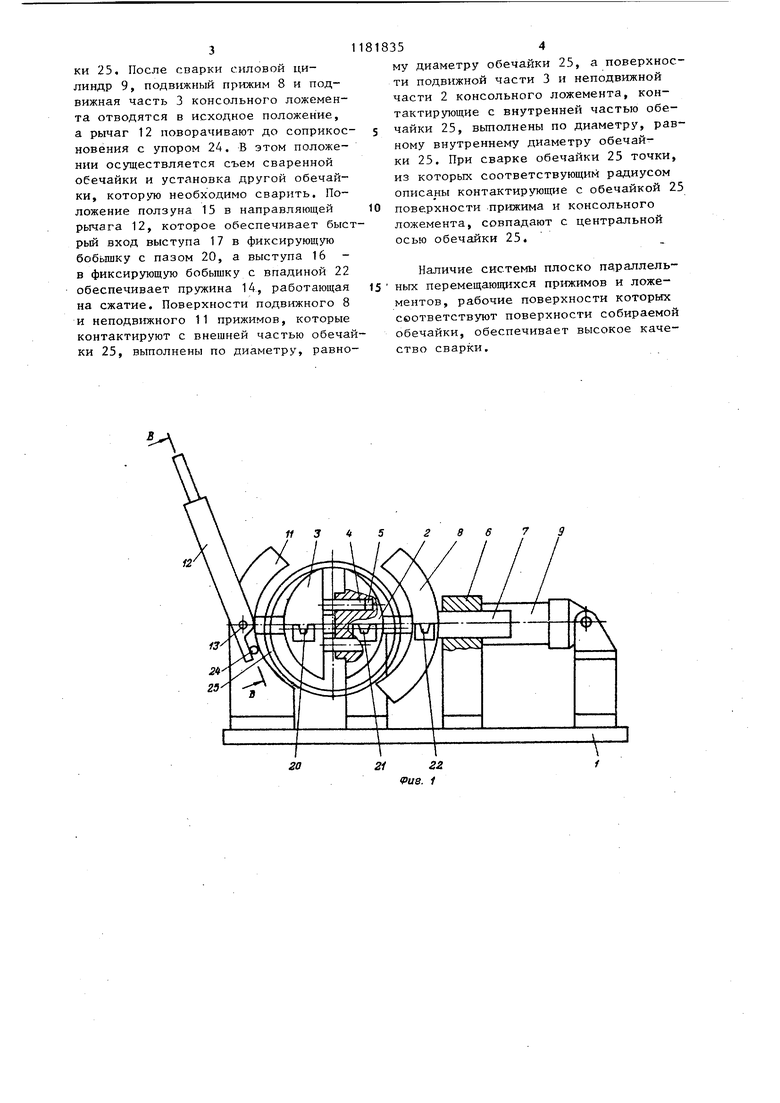
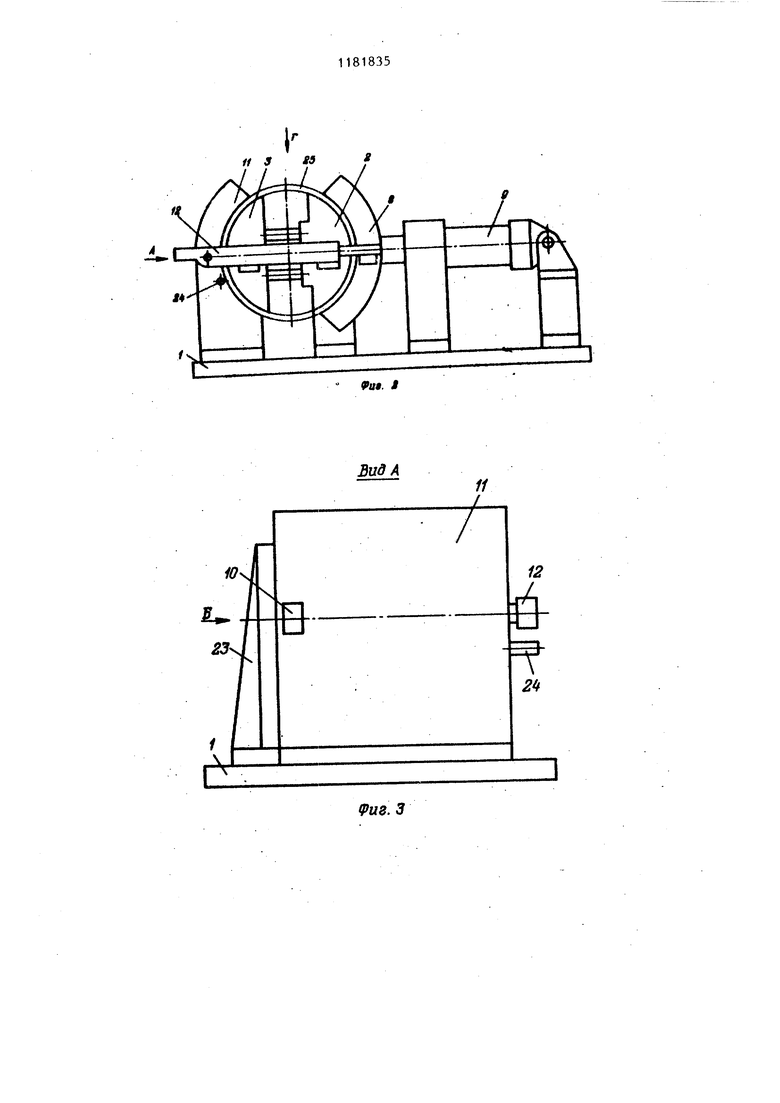
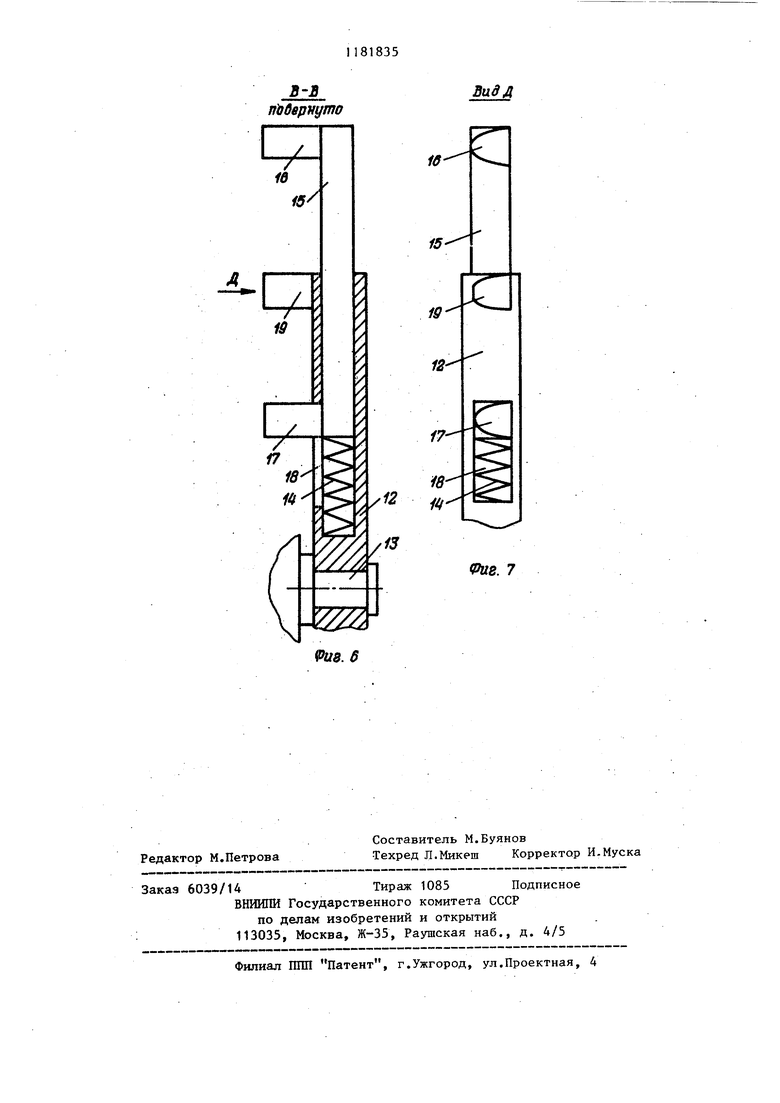
Изобретение относится к сварке, а именно к конструкции устройств для сборки под сварку продольных шво обечаек, и может быть использовано в различных областях машиностроения для сваркиобечаек больших диаметров Цель изобретения - улучшение каче ства сварки путем повьш1ения точности сборки. Указанная цель достигается тем, что обеспечивается плотное применени свариваемых кромок по всей длине сты ка за счет введения системы подвижных и неподвижных ложементов и прижи мов. На фиг. 1 изображена предлагаемая установка в положении сборки на ней обечайки, на фиг. 2 - то же, в поло жении сварки обечайки; на фиг. 3 вид А на фиг. 2j на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - вид Г на фиг. 2/ на фиг. 6 - разрез В-В на фиг. 1; на фиг. 7 - вид Д на фиг. 6 Установка для сварки, продольных швов обечаек содержит раму 1, консольный ложемент, состоящий из неподвижной 2 и подвижной 3 частей, свободные концы которых соединены с помощью штанг 4, одним концом присое диненных к подвижной части 3 консоль ного ложемента, другой конец которых расположен в пазах 5 неподвижной час ти 2 консольного ложемента. В пазах стоек 6 установлены ползуны 7, к которым крепится подвижньй пршшм 8, соединенный с силовым цилиндром 9 привода (фиг. 1). К подвижному прижиму 8 жестко присоединена приводная планка 10, проходящая через неподвижную часть 2 консольного ложемента и неподвижный прижим 11, к которой жестко крепится подвижная часть консольного-ложемента (фиг. 4). На неподвижном прижиме 11 шарнирно установлен фиксирующий рычаг 12, соединенный посредством оси 13 (фиг. 6) В рычаге 12, являющемся направляющей, расположена пружина 14 и ползун 15. Наползуне 15 имеются высту. пы 16 и 17, причем выступы 17 находятся в прорези 18, выполненной в рычаге 12. На рычаге 12 имеется выступ 19. На подвижной части 3 и неподвижной части 2 консольного ложемента, а также подвижном приясиме 8 устано1влены фиксирующие с пазами 20, 21 и 22 соответственно. Неподвижная часть 2 консольного ложемента установлена на стойке 23. На неподвижном прижиме 11 ра;сположен упор 24. На установке сваривают продольньй шов обечайки 25. Установка для сварки продольных швов обечаек работает следующим образом. В исходном положении (фиг. 1) на Подвижную часть 3 и неподвижную часть 2 консольного ложемента, смонтированную на стойке 23, которая в свою очередь закреплена на раме 1, устанавливают свариваемую обечайку 25, Правильное взаимное расположение подвижной части 3 и неподвижной части 2 консольного ложемента обусловлено наличием штанг 4, жестко присоединенных к подвижной части 3 консольного ложемента, при этом другой их конец имеет возможность перемещаться в .пазах 5 неподвижной части 2 консольного ложемента (фиг. 1 и 5). Фиксирующий рычаг 12 откинут и сохраняет такое положение за счет взаимодействия с упором 24, не мешая устанавливать обечайку 25. Фиксирующий рычаг 12 поворачивают вокруг оси 13 до тех пор, пока выступы 17, 19 и 16 не займут место соответственно в пазах 20, 21 и 22 фиксирующих бобьшек, и включают силовой цилиндр 9, который с помощью ползунов 7, расположенных в стойках 6, перемещает подвижный прижим 8. Последний с помощью приводной планки 10 перемещает подвижную часть 3 консольного ложемента. При этом равномерный прижим кромок обечайки 25 осуществляется по всей ее длине путем снятия консольных нагрузок с неподвижной части 2 и подвижной части 3 консольного ложемента с помощью рычага 12 и ползуна 15. Ползун 15 будет перемещаться вместе с подвижным прижимом 8 и подвижной частью 3 консольного ложемента. Перемещаться ползуну 15 в направляющей рьмага 12 позволяет паз 18. Обечайка будет готова к сварке, т.е. ее кромки будут сведены, когда подвижный прижим В прижмет контактирующую с ней часть обечайки к неподвижной части 2 консольного ложемента, а подвижная часть 3 консольного ложемента прижмет контактирующую с ней часть обечайки 25 к неподвижному прижиму 11. В этом положении может производиться сварка обечай3ки 25. После сварки силовой цилиндр 9, подвижный прижим 8 и подвижная часть 3 консольного ложемента отводятся в исходное положение, а рычаг 12 поворачивают до соприкосновения с упором 24, В этом положении осуществляется съем сваренной обечайки и установка другой обеча ки, которую необходимо сварить. Положение ползуна 15 в направляющей рычага 12, которое обеспечивает быст рый вход выступа 17 в фиксирующую бсбьппку с пазом 20, а выступа 16 в фиксирующую бобышку с впадиной 22 обеспечивает пружина 14, работающая на сжатие. Поверхности подвижного 8 и неподвижного 11 прижимов, которые контактируют с внешней частью обечай ки 25, выполнены по диаметру, равно54му диаметру обечайки 25, а поверхности подвижной части 3 и неподвижной части 2 консольного ложемента, контактирующие с внутренней частью обечайки 25, вьтолнены по диаметру, равному внутреннему диаметру обечайки 25. При сварке обечайки 25 точки, из которых соответствующим радиусом описаны контактируюш:ие с обечайкой 25 поверхности прижима и консольного ложемента, совпадают с центральной осью обечайки 25. Наличие системы плоско параллельных перемещающихся прижимов и ложементов, рабочие поверхности которых соответствуют поверхности собираемой обечайки, обеспечивает высокое качество сварки.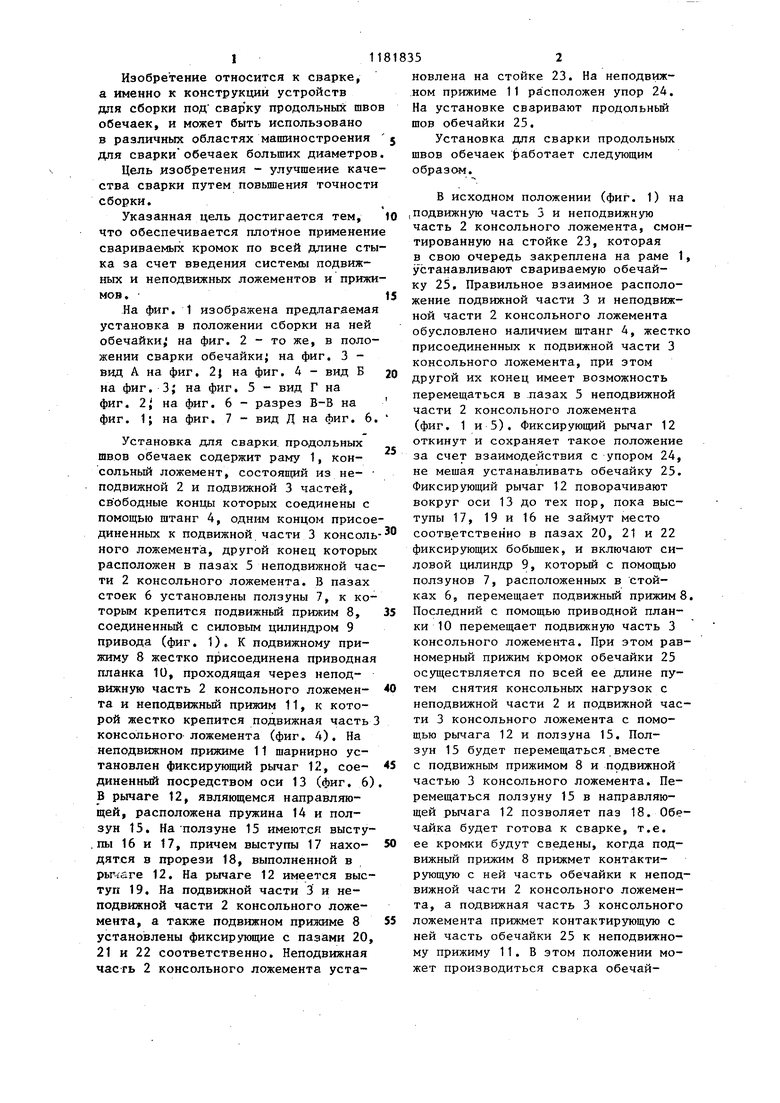
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для сборки и сварки обечаек из сегментов | 1988 |
|
SU1816255A3 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Установка для сварки продольных швов обечаек | 1985 |
|
SU1318379A1 |
| Устройство для сборки под сварку обечаек | 1989 |
|
SU1729723A1 |
| Стенд для сборки и сварки продольного стыка обечаек | 1981 |
|
SU1030132A2 |
| Стенд для сборки продольного стыка обечаек | 1979 |
|
SU772776A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| УСТАНОВКА КОНСОЛЬНОГО ТИПА ДЛЯ ДВУХСТОРОННЕЙ ДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ ЛИСТОВ И ОБЕЧАЕК В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1963 |
|
SU169718A1 |
УСТАНОВКА ДЛЯ СВАРКИ ПРОДОЛЬНЫХ СТЫКОВ ОБЕЧАЕК, содержащая раму со стойкой, консольно закрепленные на стойке ложемент и два прижима, а также привод, кинематически связанный с прижимами, отличающаяся тем, что, с целью улучшения качества сварки путем повьшения точности сборки, она снабжена приводной планкой, фиксирующим рычагом и фиксирующими бобышками, ложемент выполнен из двух частей, одна из которых неподвижно закреплена на стойке, а другая смонтирована с возможностью поперечного перемещения относительно неподвижной части, один из прижимов также неподвижно закреплен на стойке, а другой смонтирован на приводе с возможностью поперечного перемещения относительно неподвижной части ложемента и неподвижного прижима, приводная планка смонтирована со стороны стойки на торцах подвижного прижима и подвижной части ложемента жестко и с возможностью перемещения относительно неподвижного прижима и неподвижной части ложемента, фикi сирующие бобьппки закреплены на тор- , цах подвижной и неподвижной частей (Л ложемента и подвижного прижима со стороны, противоположной стойке, и снабжены пазами, а фиксирующий рычаг шарнирно закреплен на неподвижном прижиме и выполнен в виде направляющей с подпружиненным ползуном, на которых выполнены выступы, при этом выступы на ползуне выполнены с возможностью взаимодействия с паэо эо .эами фиксирующих бобышек на подвижной части ложемента и подвижном прижиме, а выступы на направляющей00 СП с возможностью взаимодействия с пазом фиксируницей бобышки на неподвижНой части ложемента.
ffj«5 286 7 9
Вид A
12
2ft
ipue. 3
Риг. ft
r-x
г tij 11/r/
C±2
/ y y
/ / / tf 244
«ve. 5
ВидД
Vfua. б
| Евстифеев Г.А | |||
| и др | |||
| Средство механизации сварочного производства | |||
| Конструирование и расчет | |||
| М.: Машиностроение, 1977, с | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Установка для сварки продольных швов обечаек | 1978 |
|
SU785005A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
